略谈纺纱新器材新工艺进展
2016-06-30 01:26陈玉峰陆振挺王子峰
纺织器材 2016年3期
陈玉峰,陆振挺,王子峰
(光山白鲨针布有限公司,河南 光山 465450)
略谈纺纱新器材新工艺进展
陈玉峰,陆振挺,王子峰
(光山白鲨针布有限公司,河南 光山465450)
摘要:为了满足纺纱设备高速、高质、高效的发展需求,分析了清梳、精并粗及细纱工序中应用的新器材及新工艺进展的特点,并与传统器材和工艺进行对比。指出:梳理器材精细化,牵伸器材强控制,附加分梳元件、牵伸元件多样化等是新型器材的发展趋势;高质量、高效率,梳理注重保护纤维,牵伸注重控制浮游纤维,最大限度降低牵伸附加不匀等是新工艺的发展趋势;新器材和新工艺的结合应用,能够有效提高梳理质量,实现纤维分离三度的提升;牵伸能够有效控制浮游纤维的运动,使成纱质量得到明显改善。
关键词:梳理器材;加长上销;多曲面下销;大直径胶辊;梳理质量;牵伸控制;成纱质量
0引言
纺纱新器材、新工艺可以提高纤维分离三度,配合渐进分梳工艺,合理布置摩擦力界,稳定纤维牵伸区变速运动,对提高成纱质量有事半功倍的效果。
1纺纱新器材新工艺的特点
随着纺纱设备高速、高质、高效的发展,纤维的梳理、牵伸要求越来越高,梳理精细化、牵伸强控制的问题越来越突出,而新器材和新工艺则从不同角度解决了纺纱中的疑难问题[1]。
新器材的主要特点:① 梳理器材精细化;② 牵伸器材强控制:③ 附加分梳元件、牵伸元件多样化;④ 附加摩擦力界多样化。
新工艺的主要特点:① 质量高,可杜绝有害纱疵,降低无害纱疵;② 高效率,可实现重定量高效工艺;③ 梳理注重保护纤维,牵伸注重浮游纤维控制;④ 最大限度的降低牵伸附加不匀。
2纺纱新器材新工艺的进展
2.1清梳工序2.1.1新器材2.1.1.1针布
针布——降低棉结与保护纤维相结合。清梳工序用针布在降低短绒、清除棉结、控制短绒增加方面有很大的进步。其齿尖为锥齿,棱边为圆弧过渡,具有齿顶面积小,针齿光洁,表面粗糙度值小等特点,易于气流通过,缓和了对纤维的冲击力,减少了对纤维的阻力,延长了针布的使用寿命;在适当隔距下分梳纤维,避免了紧隔距、强分梳造成的纤维潜在损伤,提高了成条内在质量。
2.1.1.2分梳元件密齿化
分梳元件齿密增加,梳理效果、梳理质量显著提高。如前后固定盖板、锡林针布、道夫针布合理加密,其中固定盖板齿密可达700齿/(25.4mm)2。
2.1.1.3附加分梳器材多样化
附加分梳器材多样化,如增加预分梳板、前后固定盖板等,可提高纤维梳理度和分梳质量。
2.1.1.4几何尺寸多变化
清梳工序新器材几何尺寸多变化,如阶梯针布、双齿针布、龙形针布、驼峰针布、大平顶针布、零齿尖针布等的出现,对纤维的梳理有非常明显的效果。
2.1.2新工艺2.1.2.1基础工作精细化
清梳工序基础工作更趋精细化,如针布包卷的动静平衡和铁胎维护保养;虽然针布包卷方法不同,有左起头、右起头之分,但其目标是一致的,即必须保证包卷的平直度。
2.1.2.2针布包卷形式多样化
针布包卷的形式多样化,如单包,一般是一卷针布起头;而双包则是两卷针布同时包卷(毛纺用的多),以提高平整度。
2.1.2.3针布搭配精细化
弹性盖板针布采用复合配型:一根MCZ18型弹性盖板针布齿条,加一根MCC36型齿条配型,满足静电较大纤维的梳理;刻槽刺辊采用新型针布双搭配,一组为41,一组为61的组合包卷方法,提高齿密、增加梳理度;多种齿形组合和搭配,满足梳理和排杂需要,是精细搭配的原则。
2.1.2.4重定量高效工艺
与紧隔距强分梳工艺相反,传统工艺侧重质量,高效工艺侧重效率质量相结合。新工艺定量一般为30g/(5m)~60g/(5m),出条速度为180m/min~260m/min,效率明显提高。
2.1.2.5梳理隔距渐紧,实现柔性分梳
传统工艺的隔距呈滑变设计,最后部分纤维转出时易造成回弹,影响梳理效果。新的渐紧分梳工艺设计为进口隔距大,出口隔距小,形成渐进强分梳,可减少纤维损伤,提高梳理质量。
2.1.2.6除杂降结暴露清除理论
除杂降结暴露清除理论使杂质在渐进的开松过程中,先开松暴露,后梳理控制清除,能提高梳理和除杂的效果。一般开清棉工艺流程为:抓棉机(加大棉块开松效果)→开松机(除大杂)→精清棉机(进一步开松,小尘棒落杂)→棉箱(进一步暴露除杂)→刺辊(进一步暴露)→后部棉清(除杂)→进入盖板区精细梳理(伸直纤维并降低棉结)→前棉清除杂降结→转移降结。采用此工艺后,棉结可以降低30%以上,短绒减少2%。
2.2精并粗工序2.2.1新器材2.2.1.1精梳锡林针布加密
精梳机新型锡林针布增加了齿面圆心角,最大圆心角可达130°,加大了梳理区长度;齿片组合前稀后密,原三组合最密的齿排相当于五组合的第三排,齿密同原设计相比增加了43%,总齿数增多,一只锡林齿数达到2万齿~5万齿,增强了分梳力度,对排除结杂、降低短绒十分关键。
2.2.1.2精梳多分割锡林
原精梳锡林多为四分割、五分割。目前,精梳锡林最多设计为六分割,梳理扇面可达130°。采用装配式结构,有利于齿片磨损后更换,同时可自行改变精梳锡林密度,以满足不同的纺纱需求。
2.2.1.3锭翼通道清理工具
在长期的运转过程中,粗纱锭翼内部通道棉蜡积聚发涩,影响须条通过,造成粗纱表面发毛,条干质量差等问题。采用锭翼通道清理工具,能够有效控制通道内纤维发毛问题。
2.2.1.4粗纱碳纤上销
碳纤上销对纤维的控制较为稳定,可减少质量波动。铁板上销和碳纤上销的受力对比见图1。
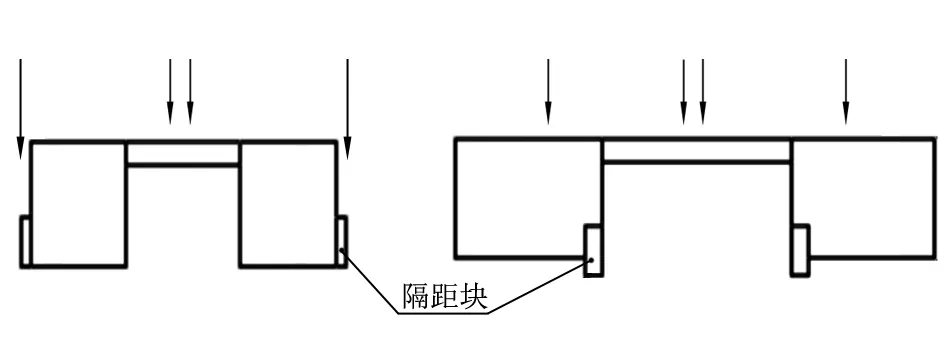
a) 铁板上销 b) 碳纤上销图1 两种上销受力示意
铁板上销主压力在中间,隔距块在两端容易变形,且易出现中间控制紧、两端松,运行不稳定的问题。碳纤上销不仅改变了材质,且隔距块的位置在中间,着力点相对比较稳定,压力分布较为平衡,中间释压变形较少,有利于提高成纱质量。
2.2.1.5粗纱小口径集棉器
浮游区纤维的不规则运动造成纤维扩散幅度过大,不仅增加毛羽且影响条干均匀度;而集棉器宽度逐步减小,可使纤维在收缩的过程中得到有效控制,减少边纤维的损失。
2.2.1.6新型粗纱加捻器
新型加捻器材,从材质和设计上提高了粗纱的加捻效率,粗纱质量明显提高。
2.2.2新工艺2.2.2.1多道并条混合工艺
传统环锭纺有两道并条工艺,使多数残余未伸直的弯钩纤维以后弯钩形式进入细纱牵伸区,引起后工序染色起横的问题。为此,单染品种和多组分纤维并条工艺增加为四道混合,减少横档问题效果明显。
2.2.2.2小并合数工艺
新工艺中,头并(预并)并合数不大于6根,总牵伸倍数小于并合数,后牵伸倍数普梳在1.7~2.0选用,精梳预并为防粘卷可略低选择,预并并合数可减至4根~5根。
2.2.2.3精梳等隔距梳理工艺
等隔距梳理工艺的采用提高了梳理强度,梳理效果较好,对质量控制较为有利,也利于高产。
2.2.2.4精梳梳理器材渐成熟和渐衰减工艺
渐成熟工艺,开始效果不是很理想,在使用过程中逐步得到提升;而渐衰减工艺,开始很好,之后效果逐步变差;两者的主要区别是精梳梳理器材材质和齿形设计不同,现在多采用渐成熟工艺。
2.2.2.5集中牵伸和分布牵伸工艺
集中牵伸工艺中,牵伸分配以小的后区牵伸倍数为主,可加强后区纤维的平行伸直,而主牵伸区则以伸直棉结和控制短绒为主。分布牵伸工艺则以前区集中牵伸,后区配合大隔距小牵伸倍数,前区紧隔距强控制为主。
2.3细纱工序2.3.1新器材2.3.1.1前后压力棒
细纱牵伸区加装压力棒,借用并条压力棒的原理。压力棒使细纱主牵伸区附加了摩擦力界,缩小了浮游区长度,加强了对牵伸区浮游纤维的控制,减缓捻回重分布和纤维局部破裂的问题,对改善成纱条干均匀度,降低常发性纱疵有明显效果[2-3]。
2.3.1.2赛络纺新型集棉器
浮游区纤维的不规则运动造成纤维扩散,不仅增加毛羽也影响条干均匀度。集棉器可收缩须条宽度,减少前钳口处的加捻三角区宽度,使须条在紧密状态下加捻,成纱结构紧密、表面光滑。因此,赛络纺工艺加装集棉器控制浮游纤维的运动,有利于降低纱线毛羽并提高强力。
2.3.1.3新型下销
FA506-1218A型新型下销与普通下销相比,平台宽度由8mm缩至4mm,上托弧面加长,凸缘由3mm改为2mm,阶梯差增至2.5mm。在下销总高度不变的情况下,平台位置相对降低,下胶圈的弹性更能得到体现,使主牵伸区摩擦力界的稳定性大大提高,纤维变速点稳定,增强了对纤维的控制,有利于减少细节和粗节。下销前缘的改薄使平台位置相对下降,减少了纤维对胶辊的反包围弧,有利于纤维运动控制,改善成纱质量。此外,由于其拱形弹性层较传统下销加宽,与上胶圈接触面加大,使胶圈中部压力增强,纤维变速点靠前且控制加强,有利于成纱条干的改善。
新型集聚纺多曲面下销(见图2)的出现,也加强了对纤维的控制,使纤维在弹性钳口处的摩擦阻力增加,能够控制浮游纤维运动,防止边纤维扩散,提高条干均匀度效果非常明显。

图2 新型多曲面下销
2.3.1.4加长上销
加长上销前缘增加3mm,通过胶圈对纤维的下压作用,增加纤维的抱合力,减少边缘纤维的扩散,加强对浮游纤维的控制。同时,浮游区缩小,纤维变速稳定且靠近前钳口,成纱质量改善明显。
2.3.1.5胶辊
大直径胶辊、窄胶辊、聚氨酯胶辊的出现,大大提高了细纱质量。直径为35mm的超大直径胶辊,握持力增加明显,钳口握持不匀小,能够实现握持力稳定;耐压耐磨,使用周期长;其以适度的加压平衡了牵伸力和控制力,使牵伸更顺畅,纺纱能耗降低。
窄胶辊纺纱可减少中凹。根据压强公式P=F/S可知:压力和受力面积成正比,当压力一定时,受力面积越大,压强越小。窄胶辊原理正好相反,即在压力不变的情况下,接触面积减少,压强增大,对纤维的控制能力增强;且由于接触面积减少,胶辊变形量也减少,弹性回复能力增强,减少了中凹,延长了使用寿命。
新型聚氨酯胶辊稳定性好,使用寿命长,利于纺纱质量的长期稳定,在集聚纺应用较为广泛。
2.3.2新工艺2.3.2.1VC型牵伸工艺
VC型牵伸后区压力棒的位置及罗拉中心距如图3所示。其中,压力棒直径为6mm,压力棒中心距后罗拉中心距离为24mm,与第二罗拉的垂直距离为18mm。

图3 VC型牵伸示意
控制辊式VC型曲线牵伸是在后区V型曲线牵伸罗拉配置的基础上,增加一根直径为8mm~10mm的控制辊,使后区中部曲线牵伸发展为控制辊式牵伸。控制辊下压纱条产生接触包围弧,形成后区中部较强的附加摩擦力场,它拓展了纱条在后罗拉表面的包围弧长度,使其摩擦力场向前延伸,并与控制辊形成的中部摩擦力界相接,增加了中后区摩擦力场的纵向长度,有利于对牵伸纱条和纤维的
控制,使变速点向中钳口前移集中,后区牵伸力比V型曲线牵伸有所增大。适应高倍牵伸,可改善条干[4]。
2.3.2.2四胶圈牵伸工艺
在高倍牵伸和赛络纺工艺中,采用细纱四胶圈双区牵伸合理布置摩擦力界以提高成纱质量。原后区牵伸结构较为简单,对纤维的控制力弱,较大的牵伸倍数会造成条干恶化。为了提高对纤维的整理控制能力,以小牵伸倍数、大后区隔距配合,但牵伸倍数过小,纤维整理不足,条干同样恶化,棉结增加、扭振出现,严重影响成纱质量[5]。采用四罗拉四胶圈双钳口,在后区增加胶圈牵伸,并改造为长短胶圈牵伸,一方面中后胶辊胶圈组成中后牵伸区弹性钳口控制,增加后区对纤维的控制力;另一方面使变速点尽量控制在后区中部,保持牵伸均匀,能够有效提高后区牵伸能力,减少扭振[6]。
3结语
3.1随着纺纱设备向高质、高效发展,纤维的梳理、牵伸要求越来越高,梳理精细化、牵伸强控制的问题越来越突出,新型器材和新工艺应运而生。
3.2梳理器材精细化,牵伸器材强控制,附加分梳元件、牵伸元件多样化等是新型器材的发展趋势;高质量、高效率,梳理注重保护纤维,牵伸注重控制浮游纤维,最大限度地降低牵伸附加不匀等是新工艺的发展趋势。
3.3通过新器材和新工艺的结合应用,分梳能够有效提高梳理质量,实现纤维分离三度的提升,且牵伸能够有效控制浮游纤维的运动,使成纱质量得到明显改善。
参考文献:
[1] 任家智.纺织工艺与设备:上册[M].北京:中国纺织出版社,2004:262-263.
[2] 张玲鸽.细纱压力棒隔距块的使用体会[J].棉纺织技术,2008,36(1):38-39.
[3] 陈玉峰,陆振挺,李新英.细纱压力棒隔距块出现牵伸不开的控制措施[J].棉纺织技术,2008,36(8):49-52.
[4] 唐文辉.棉纺细纱大牵伸、重定量工艺机理分析[J].纺织器材,2008,35(5):54-60.
[5] 倪士敏.前纺重定量细纱大牵伸工艺机理与专件器材的应用:一[J].纺织器材,2008,35(2):42-45.
[6] 宋允,刘荣清.浅析细纱机牵伸部件的技术创新[J].纺织器材,2008,35(4):57-59.
TheOverviewoftheProgressofNewTechnologyandNewSpinningAccessories
CHENYufeng,LUZhenting,WANGZifeng
(GuangshanWhiteSharkCardClothingCo.,Ltd.,Guangshan465450,China)
Abstract:In order to meet the requirement of spinning frame in high speed,high quality and high efficiency,analysis is done of the characteristics of new accessories and new technology in clear carding,combing drawing and roving,and spinning in contrast to the conventional process and accessories.It is pointed out that the development trend of the new accessories including meticulous management of carding accessories,reinforced control of drafting accessories,and diversification of additional carding element and draft element.High quality and high efficiency production is oriented with protection of fiber and control of flying fiber in draft process with maximum reduction of mass unevenness.Integration of new accessories and new technology can increase carding quality,gaining 3-degree separation of fiber.Draft process can markedly control content of flying fiber with increase of yarn quality.
Key Words:carding accessories;extended top cradle;multi-face bottom cradle;cot with big diameter;carding quality;draft control;spinning quality
收稿日期:2015-09-01
作者简介:陈玉峰(1975—),男,河南项城人,工程师,主要从事质量控制技术和纺纱工艺方面的研究。
中图分类号:TS103.82+1
文献标志码:B
文章编号:1001-9634(2016)03-0039-04
网络出版时间:2015-10-27 18∶38
http://www.cnki.net/kcms/detail/61.1131.TS.
20151027.1838.006.html