
华铸CAE模拟在铰链梁铸造生产上的应用
2016-07-30 08:39赵会琴中条山机电设备有限公司技术科山西垣曲043700中条山有色金属集团有限公司生产部山西垣曲043700
铸造设备与工艺 2016年2期
赵会琴,陈 辉(.中条山机电设备有限公司技术科,山西垣曲 043700;.中条山有色金属集团有限公司生产部,山西垣曲 043700)
华铸CAE模拟在铰链梁铸造生产上的应用
赵会琴1,陈辉2
(1.中条山机电设备有限公司技术科,山西垣曲043700;2.中条山有色金属集团有限公司生产部,山西垣曲043700)
利用华铸CAE软件模拟铰链梁铸件树脂砂铸造的充型和凝固过程,对铸件充型行为,温度场变化及可能产生的缺陷进行了分析,依据分析结果对工艺进行改进,大大缩短了试制和生产的周期,节省了资金,生产出的铰链梁铸件轮廓完整,没有砂眼、气孔、裂纹、缩松等缺陷。
铰链梁;消失模铸造;模拟;工艺改进
在机械行业中,随着近年各个领域的高速发展,金刚石的工业需求也与日俱增。在我国,六面顶压机是生产人造金刚石的主要生产机械设备,这种设备是通过六个相同的铰链梁在六个方位排列组成系统,在高压作用下,使片层状石墨转变为具有六面体结构的金刚石。
铰链梁是制备金刚石用六面顶压机的核心部件,它的质量好坏直接影响到六面顶压机的使用寿命。该铸件单件重量3 t~4 t,材质为ZG34Cr2Ni2Mo,铸件结构如图1所示。铸件不允许有砂眼、气孔、裂纹、缩松等缺陷,耳部及底部不允许补焊,铸件清理退火后底部和耳部超声波探伤达到Ⅰ级精度要求,其他部位Ⅱ级,粗加工正火后,调质处理硬度达到240 HB~280 HB.
为了获得质量优质的铸件,必须保证科学的工艺设计及合理的温度场建立。本研究对铰链梁的充型过程及凝固过程、可能产生缺陷的位置进行了计算机辅助模拟(CAE),为铰链梁的前期工艺设计,后期的工艺改进提供理论依据。
1 建立实体模型及模拟计算
该铰链梁铸件外形尺寸φ1 640 mm×835 mm,铸件毛重约4 t.为达到铸件对耳部和底部的Ⅰ级探伤要求,采用耳部朝下,底部朝上的造型工艺,其浇注系统采用分型面进入的方式,用直径为90 mm的直浇道瓷管通到耳部最下端,底部放两个高400 mm的普通腰形冒口补缩。
造型材料采用树脂砂造型,在内部热节表面处铺一层30 mm左右的铬铁矿砂用来激冷,加速铸件表面的凝固,有效防止铸件表面粘砂;型腔表面涂2~3遍醇醇基锆英粉快干涂料,涂层厚度控制在0.6 mm~0.8 mm.
利用SOLDWORKS软件对铰链梁铸件及浇注系统的几何模型进行建模,同时考虑了铸件的拔模斜度、铸件的加工余量及铸钢合金的收缩率等参量。图1为铰链梁实体的结构模型。

图1 铸件实体模型
铰链梁铸造过程中,填充凝固过程与很多因素有关,特别是金属液的流动性、浇注和铸型的温度及保温冒口的位置和材质都是影响铸件质量的常见因素。利用华中科技大学开发设计的华铸CAE分析软件对铸件的铸造过程进行模拟分析。

图2 原工艺模型图
原工艺方案如图2所示:
浇注系统采用侧面阶梯式进入,冒口采用2个普通腰形冒口。
模拟计算过程如下:
(1)输入几何图形
开启CAE软件,在软件中开启图形文件,然后定义铸件,浇注系统,冒口,铸型等,同时定义他们的优先级别。
(2)网格划分
采用等步长划分,以节省计算机内存和减少计算时间,部分单元格尺寸为5 mm×5 mm×5 mm,剖分单元格总数在2.4×106,计算速度得到极大的提高。
(3)定义铸件的材质
铸件所用材质为ZG34Cr2Ni2Mo,铸型材质为树脂砂造型。华铸CAE系统自带材料数据库和相应的参数。
(4)铸件的浇注温度
利用公式t熔=1 539-∑△t·x%,及材质成分范围,可以计算浇注温度约为1 560℃,铸型的初始温度为室温(22℃),浇注用时1 min.

图3 铸件温度场模拟(间隔15 s)
2 模拟结果及分析改进
铸型充型过程温度场模拟见图3,图中分别给出了0 s、40 s、80 s、100 s的温度场分布图,在模拟充型过程中看出:金属液进入型腔不是很平稳,有卷气现象。从整个温度场分析来看,铸件上表面冒口根部热量集中,容易产生应力导致铸件产生裂纹。
铸件经过1 710 s后完全凝固,模拟结果见图4.图中可以看出:冒口根部有很多的缩孔。这些缺陷严重影响到铸件的机械性能和使用寿命,既使刨开补焊后也不能通过Ⅰ级探伤。证明此铸造工艺设计不合理,需重新修订铸造工艺。

图4 缩孔、缩松缺陷产生部位模拟(图中黑色区域)
改进工艺如图5所示,内浇道进入铸件的方式采用底返开放式浇注系统,这样能使金属液平稳进入铸件型腔,不会产生卷气,夹渣的缺陷。冒口改用4个直径320 mm×500 mm×600 mm腰形保温冒口,补缩效率比普通的砂型冒口最少能提高20%以上,补缩效果好,而且热能不集中,分散应力,并在冒口升至1/3处改用钢水从冒口直接浇入,再覆盖保温剂100 mm~150 mm,最后点两次至三次冒口。
优化工艺后,经华铸CAE软件模拟充型过程液面平稳上升,钢水从铸件底部进入型腔,无卷气,夹渣等缺陷的产生,冒口补缩良好,铸件各部分温度分布均匀,没有缩孔产生,证明此工艺符合产品要求,可以进行试生产。
通过工艺改进铸件的缩孔、裂纹等缺陷基本消除,铰链梁铸件的外形轮廓完整,没有缺肉等现象。我厂已为多家客户生产铰链梁铸件上百吨,客户主要分布在天津、河南等地。图6为铸件实物图。
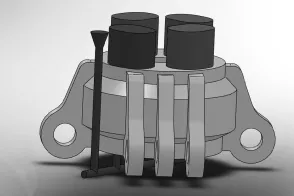
图5改进后工艺图
3 结论
采用计算机分析计算,对合金钢铰链梁铸件的铸造工艺进行模拟,可以准确客观地定位铸件中的缩松、缩孔可能出现的位置,估计他们的尺寸大小,为实际生产提供先期的工艺改进的方向和目标。因此,应用计算机模拟计算可以极大地缩短新产品开发试制周期,同时也能挽回因试制产品产生废品给企业带来的经济损失。

图6 铸造件实物图
[1]李弘英,赵乘志.铸造工艺设计[M].北京:机械工业出版社,2005.
[2]柳百成,荆涛.铸造工艺模拟仿真与质量控制[M].北京:机械工业出版社,2002.
[3]魏兵,袁森,张卫华.铸件均衡凝固技术及其应用[M].北京:机械工业出版社,2005.
[4]赵建华,陈红兵.浅析铸造过程模拟仿真技术[J].铸造设备研究,2007(02):48-52.
[5]李珏叶,张钥城.CAE分析技术在厚壁齿轮件工艺设计的中的应用[J].铸造设备研究,2015(07):29-30.
Application of Huazhu CAE Simulation in Hinge Beam Casting Production
ZHAO Hui-qin1,CHEN Hui2
(1.Zhongtiaoshan Technology Section of the Mechanical and Electrical Equipment CO.,LTD.,Yuanqu Shanxi 043700,China;2.Zhongtiao Non-ferrous Metal Group limited company Production Department,CO.,LTD.,Yuanqu Shanxi 043700,China)
This paper simulated the hinge beam casting filling and solidification process of lost foam casting using Huazhu CAE software,analyzed its casting filling behavior,temperature field and the possible defects.The process was improved on the basis of the analysis results,which greatly shorten the trial production and production cycle and saved money.The finished product had complete profile,no defects such as sand hole,air hole,crack,shrinkage and so on.
hinge beam,lost foam casting,simulation,process improvement
TG245
A
1674-6694(2016)02-0009-02
10.16666/j.cnki.issn1004-6178.2016.02.004
2015-11-29 作者简介:赵会琴(1973-),女,山西曲沃人,高级工程师,主要从事机电设备生产技术及工艺管理工作。
猜你喜欢
铝加工(2022年4期)2022-11-24
铸造设备与工艺(2022年3期)2022-07-13
铸造设备与工艺(2022年2期)2022-05-27
铸造设备与工艺(2022年1期)2022-04-26
包头医学院学报(2022年2期)2022-03-01
常州大学学报(自然科学版)(2021年5期)2021-10-19
大型铸锻件(2021年3期)2021-04-30
大型铸锻件(2021年3期)2021-04-30
燕山大学学报(2021年2期)2021-04-12
航空材料学报(2019年5期)2019-10-11
