
奥氏体化合金元素Mn和Ni对FV520B焊缝组织与力学性能的影响
2016-09-07 06:31刘明志李继红
材料工程 2016年3期
张 敏,刘明志,张 明,李继红
(西安理工大学 材料科学与工程学院,西安 710048)
奥氏体化合金元素Mn和Ni对FV520B焊缝组织与力学性能的影响
张敏,刘明志,张明,李继红
(西安理工大学 材料科学与工程学院,西安 710048)
采用金相观察及扫描电镜(SEM)等研究了奥氏体化合金元素Mn和Ni对FV520B马氏体不锈钢的焊缝组织及力学性能的影响。结果表明,FV520B不锈钢的焊缝组织以回火马氏体为主,随着合金元素增加,焊缝组织变得更加细小。Mn,Ni元素能够有效提高焊缝中奥氏体的含量。合金元素对焊缝强度的影响较小,但当同时添加Mn,Ni元素时,焊缝抗拉强度和屈服强度得到提高。Mn,Ni元素能够通过提高焊缝奥氏体量改善焊缝的冲击韧度。相对于Mn元素,Ni元素提高焊缝韧性的效果更好。
FV520B马氏体不锈钢;奥氏体化;合金元素;力学性能
FV520(B)马氏体不锈钢用于风机叶轮的生产,但常因焊接接头韧性不足而发生断裂失效[1]。研究发现奥氏体含量是影响其韧性的主要因素。
Mn是奥氏体化合金元素,可以扩大奥氏体相区,增加过冷奥氏体的稳定性[2],使奥氏体相变移向较低的温度。在通常的焊缝金属冷却速率下,Mn会抑制奥氏体向珠光体的转变,提高奥氏体生长速率[3,4]。焊缝中随着Mn含量的增加,焊缝金属的屈服强度和抗拉强度增大,且Mn能显著降低脆性转变温度[5]。
Ni是不锈钢中仅次于Cr的重要合金元素,Ni可以提高不锈钢钝化膜的稳定性,从而提高不锈钢的热力学稳定性[6]。Ni是强烈形成并稳定奥氏体的元素,能无限固溶于γ-Fe并且扩大奥氏体相区,降低马氏体的转变温度。另外,随着Ni含量的增加,在形变过程中奥氏体向马氏体转变也更加困难[7,8]。在马氏体时效不锈钢中,随着Ni含量的增加,钢中奥氏体体积分数明显上升,材料的冲击韧度显著提高[9,10]。
本工作通过药芯焊丝向焊缝中过渡奥氏体化合金元素,提高焊缝组织中逆变奥氏体含量,增强FV520B不锈钢焊接接头韧性。
1 实验
1.1实验材料
FV520B不锈钢成分中主要奥氏体化合金元素是Mn和Ni,实验中通过在药芯焊丝的药粉中加入中碳锰铁和镍粉的形式将其过渡到焊缝,实验所使用的中碳锰铁和镍粉的成分如表1所示。

表1 锰铁及镍粉的化学成分(质量分数/%)
实验中制取了4种不同合金元素含量的药芯焊丝,对应实验编号及合金元素的含量如表2所示。

表2 试样中Mn,Ni含量(质量分数/%)
1.2实验方案
在药芯焊丝生产设备上,经过钢带清洗-轧U型槽-加粉-合口-粗拉-精拉-清理等工艺制作直径1.2mm的药芯焊丝。
实验母材选用FV520(B)不锈钢板材,焊接试板的尺寸为350mm×150mm×15mm,并按照GB/T 17493- 2008《低合金钢药芯焊丝》进行试样加工。焊接使用林肯DC-400型直流焊机和LN-23P送丝机。为了减少冷裂纹倾向,试板焊前进行300℃×1h预热,焊后进行1050℃固溶处理1h水冷+850℃保温2h调整处理+620℃保温1h空冷回火处理的热处理工艺[11],获得最佳强化效果。取熔敷金属横截面做金相试样,经磨光、抛光后,用1g FeCl3∶20mL HCl∶10mL H2O配置的溶液进行试样腐蚀,然后在GX-71型金相显微镜下观察焊接接头的组织形貌,并根据GB/T 2650—2008《焊接接头冲击试验方法》和GB/T 2652—2008《焊缝及熔敷金属拉伸试验方法》取样,检测熔敷金属力学性能,实验分别在SHT5106拉伸试验机和NI750F冲击试验机上进行。焊接工艺参数如表3所示。

表3 焊接工艺参数
2 结果及分析
2.1合金元素的过渡效果
为了检测通过药芯焊丝过渡合金元素的效果,利用能谱分析,测得焊缝各元素的质量分数如表4所示。从表中可以看出,随着药粉中Mn和Ni元素的增加,焊缝中Mn和Ni元素也有所增加。焊缝中合金元素主要由焊丝外皮、药粉及局部熔化的母材三部分组成。由于实验中所用药芯焊丝外皮都是一样的,焊接工艺相同,所以焊缝成分的变化主要是由药粉中合金元素的过渡引起的。

表4 焊缝的化学成分(质量分数/%)
为了对比焊缝和母材合金元素的差异,对3#试样熔合线附近的元素进行能谱扫描分析,结果如图1所示。3#试样焊缝和母材的成分相近,线扫描结果也反应出熔合线附近的元素含量相差不大。如图1(b),(c)所示的Mn,Ni元素,熔合线附近的焊缝和母材的含量相当,成分变化的波动不大。合金元素之间过渡系数的差异主要受氧化损失的影响。在1600℃时合金元素对氧亲和力由小至大的顺序为:Cu,Ni,Fe,Cr,Mn,Si,T,Al。焊接过程中,位于Fe元素左面的元素几乎无氧化损失,只有残留损失,故过渡系数大。Mn元素对氧亲和力比Fe元素大,氧化损失严重,所以过渡系数较小。
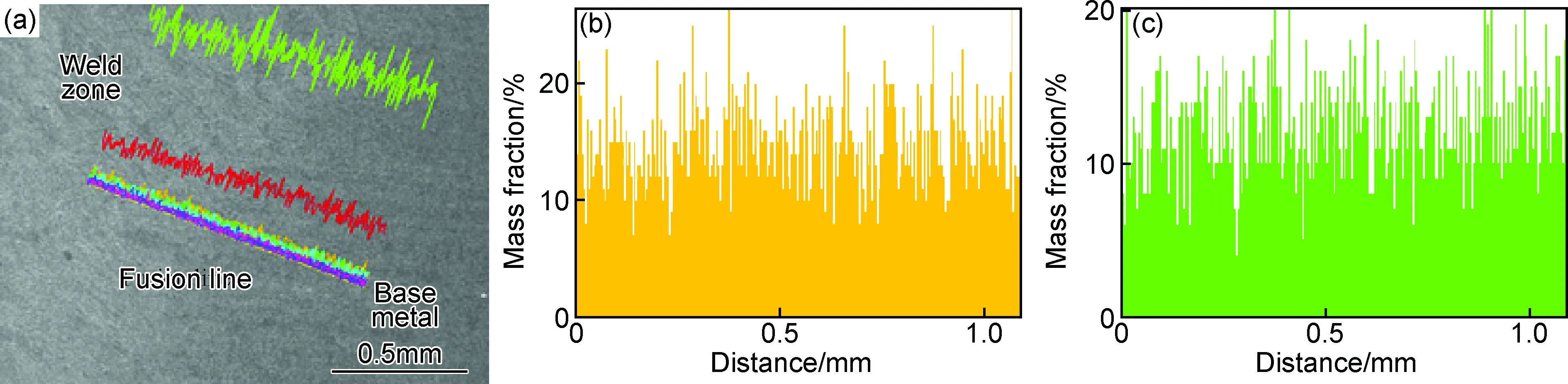
图1 3#试样熔合线附近元素线扫描结果 (a)总体趋势;(b)Mn元素;(c) Ni元素Fig.1 The element line scan results of 3# sample near the fusion line (a)general trend;(b)Mn;(c)Ni
2.2合金元素对焊缝奥氏体量的影响
淬火钢冷却到室温会有部分未转变的奥氏体保留下来,称为残余奥氏体。残余奥氏体的多少取决于母材的淬透性、冷却方式和高温时奥氏体晶粒的初始尺寸。由于Mf温度远低于室温,在常温下必然会在马氏体附近出现残余奥氏体。铬-镍-钼系马氏体不锈钢在回火过程中部分马氏体会直接切变成奥氏体,形成所谓的逆变奥氏体。逆变奥氏体从化学成分上与淬火马氏体相同,具有一定的稳定性,这种奥氏体在室温下甚至更低温度下都可以稳定存在。为了与残余奥氏体区别,根据其形成特点,称之为逆变奥氏体。根据FV520B钢的相变温度和所采用的焊后热处理工艺,FV520B钢焊缝中残余奥氏体和逆变奥氏体都可能存在。通过对焊缝进行X射线衍射分析,测量焊缝中奥氏体的含量,焊缝的XRD谱图如图2所示。由图2可见,焊缝主要是马氏体,马氏体(110)面衍射峰最强,奥氏体(111)面衍射峰较为明显,不同焊缝的衍射峰的强度也有所不同。选取马氏体(110),(200),(211)峰,奥氏体(111),(200)峰计算得出焊缝奥氏体含量如表5所示。相对于1#焊缝,增加了Ni含量的2#和增加了Mn含量的4#焊缝,奥氏体含量都有所增加,而2#焊缝的效果更加明显。同时添加Mn,Ni元素的3#焊缝,奥氏体含量也有较大提高。

图2 焊缝XRD图谱Fig.2 XRD patterns of the weld

Noα(110)-γ(111)α(200)-γ(200)α(211)-γ(200)Average1#18.017.719.618.52#22.326.524.424.43#24.224.426.925.24#19.222.620.920.9
实验中通过药芯焊丝向焊缝中过渡合金元素Mn,Ni,提高了焊缝中奥氏体的含量。Mn,Ni元素是奥氏体形成和稳定元素,降低钢的As和Ms点。Mn,Ni元素含量的提高,时效时发生逆转变奥氏体转变的温度越低,在相同的时效温度下得到更多的逆转变奥氏体。Mn,Ni元素能够稳定奥氏体,使焊缝中逆变奥氏体化学稳定性增加,含量增多[12,13]。Ni元素奥氏体化效果比Mn元素更好。主要是由于逆变奥氏体的增多与Ni元素的迁移有关[14],当回火温度升至稍高于As点时,逆变奥氏体相的核心就通过切变方式在高Ni区直接生成,并沿板条界面纵向长大成极细的针条状逆变奥氏体。另外,由于药粉中的锰铁是脱氧剂,在合金过渡时Mn元素被氧化的损失较大,降低了其过渡系数,从而也影响了焊缝奥氏体的含量。
2.3合金元素对FV520B焊缝组织的影响
采用表2中不同合金元素含量的药芯焊丝,焊接FV520B钢后焊缝的微观组织如图3所示。图中试样均是采用相同的焊后热处理工艺(1050℃固溶+850℃调整+620℃回火)。
不锈钢FV520B经1050℃×1h固溶处理后,组织为典型的低碳马氏体,再经850℃×2h的中间调整处理后,组织为细小的板条马氏体+少量的残余奥氏体。在时效过程中主要是沉淀硬化相的析出、马氏体基体回火、逆变奥氏体的生成等。从图3中可以看出,经过焊后热处理的焊缝组织主要为回火马氏体,在焊后时效处理过程中会有逆变奥氏体和二次析出相出现,二次析出相主要分布在晶界和晶粒内部,起沉淀强化作用。由于合金元素在焊缝金属结晶过程中可形成质点,这些形核质点促进了液态金属的结晶;合金元素含量越多焊缝金属结晶过程中形核质点越多,结晶越快,组织越细小。对比分析不同合金元素添加情况下的焊缝区微观形貌,随着合金元素Mn,Ni的增加焊缝组织更加细小,马氏体片层更加细小,分布更加弥散。对比图3(a)和图3(c)可以看出,添加合金元素Ni,焊缝组织细小致密,焊缝组织中马氏体片层也不明显。对比图3(a)和图3(d)可以看出,添加合金元素Mn,焊缝中马氏体片层更加均匀,马氏体位向更加明显。对比图3(a)和图3(b)可以看出,同时添加合金元素Mn,Ni,焊缝组织明显细化。由于晶粒细化,马氏体板条束的大小也随之细化,晶界构成位错运动的障碍,因而强化效果显著。晶粒越细,强化贡献越大。
2.4合金元素对FV520B焊接接头力学性能的影响
向焊缝过渡合金元素的主要目的是使焊接接头具有更优异的性能。对于FV520B不锈钢焊接接头来说,在于保证高的强度的同时,提高焊接接头的韧性。

图3 焊缝区组织微观形貌 (a)1#;(b)2#;(c)3#;(d)4#Fig.3 The microstructure of welding line (a)1#;(b)2#;(c) 3#;(d) 4#
然而材料的强度和韧性常常是一对矛盾,增加钢的强度往往要牺牲其塑形和韧性。
2.4.1合金元素对焊接接头强度的影响
表6是拉伸实验结果,4种药芯焊丝焊接的接头抗拉强度都超过900MPa,屈服强度都在800MPa以上。
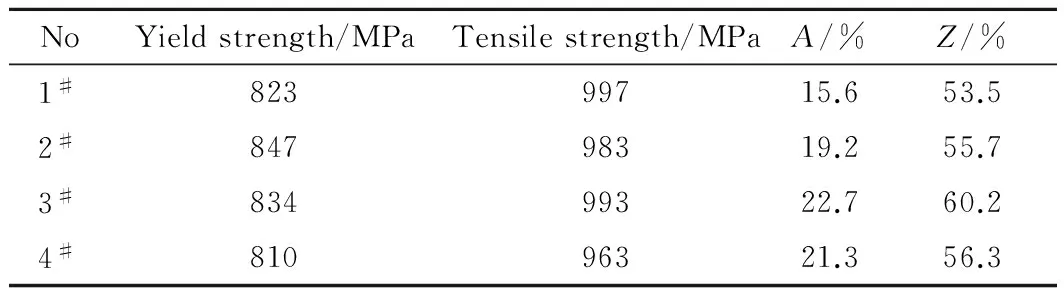
表6 焊缝的拉伸性能测试结果
焊缝中添加Mn,Si,Cr,Ni等置换固溶元素进行强化,这些合金元素的强化作用可以叠加,使总的强化效果增大。实验中药芯焊丝过渡的Mn,Ni合金元素增加了固溶效果,使焊接接头的强度达到较高水平。
FV520B不锈钢时效强化相主要为富铜相(ε-Cu)。在焊缝金属快速冷却的过程中,可得到过饱和的固溶体。固溶态组织中的淬火马氏体内部含有较高密度的位错亚结构,高密度的位错和淬火空位有利于Cu的扩散,促进了时效处理过程中富铜相的析出强化。Ni的提高对富铜相的相变和时效长大过程有较大的影响[15]。Ni含量的提高,显著影响了马氏体沉淀强化不锈钢中富铜相的沉淀相变动力学,降低了淬火过程中富铜相的沉淀相变温度,可以有效地促进富铜相的析出,并且可以使析出相的尺寸变得细小且分布均匀。
2.4.2合金元素对FV520B焊缝韧性的影响
4种不同药芯焊丝的焊接接头冲击功分别为52,68,79,61J。可以看出,随着合金元素的加入及其含量的增加,焊缝的冲击韧度变好。加入适量的合金元素Mn,Ni,可形成更多奥氏体,这对冲击韧度的提高起到主要作用。3#焊缝的最高,较1#增加了50%左右。在1#药粉的基础上,增加5%镍粉的3#试样焊缝的冲击韧度,比增加5%中碳锰铁的4#试样焊缝的冲击韧度更高,镍粉改善FV520B钢焊缝韧性的效果更好。和FV520B不锈钢母材相比,焊缝的冲击韧度还是明显较低。焊丝中的杂质元素S,P等会偏聚于晶界,降低晶界表面能,产生沿晶脆性断裂,从而降低了焊缝的韧性。
图4所示为试样焊缝冲击断口纤维区的微观形貌,可以看出其形貌为等轴状韧窝,这些韧窝的深度都较浅,且在有些韧窝的底部和解理平台上可以看出由于第二项粒子与基体脱落而留下的微孔。
对比2#,3#与1#试样断口纤维区的微观形貌,可以看出加入Ni元素的2#,3#试样断口的韧窝更加密集,韧窝大小更加均匀,在小韧窝的底部由于二次析出相脱落而形成的细小微孔数量也较多。Ni元素的加入增加了焊缝中马氏体间奥氏体量,其连续分布在回火马氏体基体内,且十分细小,与回火马氏体间的弥散度很大,这种形态的组织使断口韧窝分布更均匀,数量更多,从而提高了焊缝接头的冲击韧度。
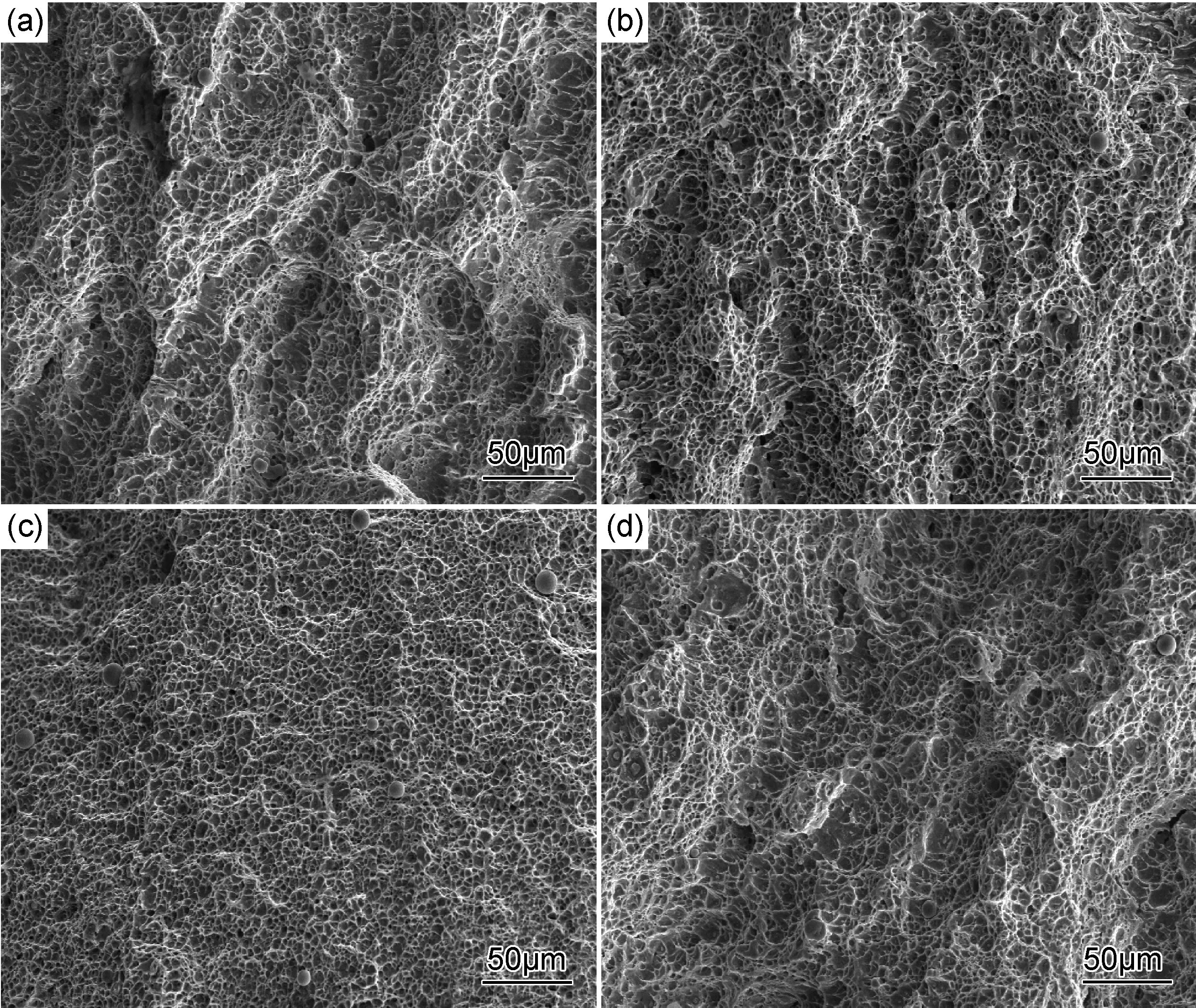
图4 焊缝冲击断口形貌 (a)1#;(b)2#;(c)3#;(d)4#Fig.4 Fracture morphology of the weld metal (a)1#;(b)2#;(c)3#;(d)4#
3 结论
(1)FV520B不锈钢的焊缝组织以回火马氏体为主,随着合金元素增加,焊缝组织变得更加细小。Mn,Ni元素能够有效提高焊缝中奥氏体的含量。
(2)合金元素对焊缝强度的影响较小,但当同时添加Mn,Ni元素时,焊缝抗拉强度和屈服强度得到提高。
(3)Mn,Ni元素能够通过提高焊缝奥氏体量改善焊缝的冲击韧度。相对于Mn元素,Ni元素提高焊缝韧性的效果更好。
[1]樊俊铃, 郭杏林, 吴承伟. FV520B不锈钢角焊缝接头的组织和断裂机理[J]. 材料工程, 2013, (7): 1-5,91.
FAN Jun-ling, GUO Xing-lin, WU Cheng-wei. Microstructures and fracture mechanisms of fillet welded joints of FV520B steel[J]. Journal of Materials Engineering, 2013, (7): 1-5,91.
[2]JOHN C L,DAMIAN J K.不锈钢焊接冶金学及焊接性[M]. 陈剑虹,译. 北京: 机械工业出版社,2008. 18-32.
[3]ERICH F.不锈钢焊接冶金[M]. 栗卓新,朱学军,译.北京: 化学工业出版社,2004.19-29.
[4]牛靖,董俊明,薛锦. 沉淀硬化不锈钢FV520(B)的析出硬化及韧性[J].机械工程学报,2007,43(12): 78-80.
NIU Jing,DONG Jun-ming,XUE Jin.Precipitation-hardening and toughness of precipitation-hardening stainless steel FV520(B)[J].Chinese Journal of Mechanical Engineering,2007,43(12): 78-80.
[5]李昭东,宫本吾郎,杨志刚,等. Mn和Si对Fe-0.6C钢中珠光体-奥氏体相变的影响[J]. 金属学报,2010,46(9): 1066-1074.
LI Zhao-dong,MIYAMOTO G,YANG Zhi-gang,et al. Effects of Mn and Si additions on pearlite-austenite phase transformation in Fe-0.6C steel[J].Acta Metallurgica Sinica,2010,46(9): 1066-1074.
[6]SONG Y Y ,LI X Y ,RONG L J,et al. Formation of the reversed austenite during intercritical tempering in a Fe-13%Cr-4%Ni-Mo martensitic stainless steel[J].Materials Letters,2010,64(13): 1411-1413.
[7]BYUN J S ,SHIM J H ,SUH J Y. Inoculated acicular ferrite microstructure and mechanical properties[J]. Materials Science and Engineering: A,2001,38(4): 319-322.
[8]罗静,陈雪慧,张彪. Ni当量对00Cr13Co9NiMo5马氏体时效不锈钢冲击韧度的影响[J]. 物理测试,2013,31(3): 18-21.
LUO Jing,CHEN Xue-hui,ZHANG Biao.Effect of Ni equivalence on the impact toughness of maraging stainless steel 00Cr13Co 9Ni5Mo5[J]. Physics Examination and Testing,2013,31(3): 18-21.
[9]LIU L,YANG Z.G,ZHANG C.Effect of retained austenite on austenite memory of a 13%Cr-5%Ni martensitic steel[J].Journal of Alloys and Compounds,2013,557(1):654-660.
[10]XIE Z J, YUAN S F, ZHOU W H, et al. Stabilization of retained austenite by the two-step intercritical heat treatment and its effect on the toughness of a low alloyed steel[J].Materials and Design,2014,59:193-198.
[11]LIU Y R,YE D Y,QI L,et al. Effect of heat treatment on microstructure and property of Cr13 super martensitic stainless steel[J]. Journal of Iron and Steel Research,International,2011,18(11): 60-63.
[12]钟平.Co-Ni超高强度钢的组织与性能[J].航空材料学报,2003,23(增刊1):14-16.
ZHONG Ping.Microstructure and mechanical properties in Co-Ni ultrahigh strength steel[J].Journal of Aeronautical Materials,2003,23(Suppl 1):14-16.
[13]MUSIYACHENKO V E,KASATKIN O G. Calculating the optimum alloying of the weld metal when welds are made in high-strength low-alloy steels[J].Autom Weld,1976,30(11): 12-15.
[14]张弗天,姜健,宋建先,等. 1Ni9钢回转奥氏体相变的Mossbauer谱学研究[J]. 金属学报,1986,22(4): 113-120.
ZHANG Fu-tian, JIANG Jian, SONG Jian-xian,et al.Mossbauer study of transformation of return austenite of 1Ni9 steel[J]Acta Metallurgica Sinica,1986,22(4): 113-120.
[15]杨钢,王剑星,杨沫鑫. Ni含量对0Cr17Ni4Cu4Nb 不锈钢富铜相析出的影响[J]. 材料热处理学报,2012,33(增刊1): 51-56.
YANG Gang,WANG Jian-xing,YANG Mo-xin. Effect of Ni content on precipitation of Cu-rich phase in 0Cr17Ni4Cu4Nb stainless steel[J].Transactions of Materials and Heat Treatment,2012,33(Suppl 1): 51-56.
Microstructure and Mechanical Properties of FV520BAffected by Austenitizing Elements Mn and Ni
ZHANG Min,LIU Ming-zhi,ZHANG Ming,LI Ji-hong
(College of Material Science and Engineering,Xi’an University of Technology,Xi’an 710048,China)
Metallographic observation and SEM graphic analysis were applied to the research of the microstructure and mechanical properties of FV520B affected by austenitizing elements Mn and Ni. The results show that the microstructure of FV520B stainless steel is mainly tempered martensite. With the increase of the alloy elements,the microstructure becomes finer. Mn and Ni can effectively improve the content of austenite in the weld. The effect of alloying elements on the weld strength is small,but the tensile strength and yield strength of the welded joint can be improved when the Mn and Ni elements are added. Mn and Ni elements can improve the impact toughness of the weld by increasing the volume of the austenite. Relative to the Mn element,the Ni element improves the weld toughness better.
FV520B martensite stainless steel;austenitizing;alloying element;mechanical property
10.11868/j.issn.1001-4381.2016.03.007
TG422.3
A
1001-4381(2016)03-0040-06
国家高新技术研究发展计划(2013AA031303);国家自然科学基金(51274162)
2014-07-02;
2015-07-27
张敏(1967—),男,博士,教授,博士生导师,主要从事焊接成形过程的力学行为及其结构质量的控制、焊接凝固过程的组织演变行为及先进焊接材料研究,联系地址:陕西省西安市碑林区金花南路5号西安理工大学材料学院焊接教研室(710048),E-mail:zhmmn@xaut.edu.cn
猜你喜欢
民生周刊(2022年16期)2022-08-03
山东冶金(2022年1期)2022-04-19
成都理工大学学报(自然科学版)(2021年2期)2021-04-12
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
金属加工(热加工)(2018年2期)2018-03-22
材料科学与工程学报(2016年4期)2017-01-15
焊接(2016年7期)2016-02-27
材料科学与工程学报(2016年5期)2016-02-27
焊接(2015年2期)2015-07-18
