
新型铜基结合剂金刚石磨边轮磨削性能的研究
2016-10-10 05:16吴颖
重庆文理学院学报(社会科学版) 2016年5期
吴 颖
(四川文理学院物理与机电工程学院, 四川 达州 635000)
新型铜基结合剂金刚石磨边轮磨削性能的研究
吴颖
(四川文理学院物理与机电工程学院, 四川达州635000)
在新型铜基结合剂CSF中添加Fe、Cr、Mo等粉末,采用真空热压法和高频焊接法制成金刚石磨边轮,通过扫描电镜观察其显微组织,将该磨边轮应用于磨削陶瓷砖、花岗岩和大理石等不同材料,研究其磨削性能.结果表明,由CSF结合剂烧结的金刚石磨边轮组织致密,可完成对陶瓷砖、花岗岩、大理石等材料的磨削.通过对比可知,该磨边轮更适合应用于陶瓷砖的加工,在磨削陶瓷砖时磨边轮刀头的磨损与材料的磨损保持较好匹配,磨边轮的耐磨度更大、锋利度更高,表现出优异的磨削性能,使用寿命长于普通Cu-Sn-Co基体金刚石磨边轮.
铜基结合剂;金刚石磨边轮;磨削性能;显微组织
金刚石工具被广泛应用于脆硬材料的磨削、切割及抛光等场合[1,2].金属结合剂对金刚石的固着把持直接影响金刚石工具的性能和使用寿命.当前较普遍的金刚石工具有金属基结合剂,如铜基、钴基结合剂[3,4].金属结合剂中Fe、Mo、Cr等高熔点金属易与金刚石形成化学冶金结合,可强化结合剂对金刚石的把持力[5,6].有学者的前期实验表明,由新型铜基结合剂CSF烧结而成的金刚石工具具有较好的使用性能,特别是在其中添加Mo、Cr等元素后,更能显著提升结合剂对金刚石的把持力[7-9].本文在此基础上利用混合有合金粉末的CSF烧结成金刚石磨边轮,通过磨削实验研究其组织和磨削性能.
1 实验材料及方法
1.1原料及制造工艺
实验所用的金刚石磨粒浓度为25﹪,JR3品级,按50﹪(70/80) +50﹪(80/100) 配比组成.新型铜基结合剂CSF成分为:Cu53、Sn21、Fe20、Ni6,将92﹪(CSF 85﹪+Fe 15﹪)+3﹪Cr+5﹪Mo的混合粉末搅拌均匀放置于石墨磨具中,在80 kN的压力下进行热压烧结,烧结工艺为720 ℃/3 min,制成磨边轮节块.磨边轮由广东新劲钢公司生产,采用高频感应钎焊法焊接,如图1所示.

图1 磨边轮的实物图和示意图
1.2实验条件与参数
将3个相同的磨边轮分别在多功能磨边倒角实验机床上对陶瓷砖、大理石、花岗岩进行磨削实验,以水为冷却液.实验中分别以磨削相同体积的陶瓷砖、大理石、花岗岩为标准,对比工作所需时间及材料表面粗糙度等参数,磨削一定体积后随机选定磨边轮的10个节块,测量磨损量,取其平均值.磨损试验后,利用扫描电镜对节块表面进行观察分析,研究表面的磨损过程.
2 实验结果及分析讨论
2.1节块的组织和性能
根据上述原料和工艺,烧结出混合有铬粉、钼粉的新型铜基结合剂CSF纯胎体以及相应的刀头,测试胎体的断口形貌,如图2所示.
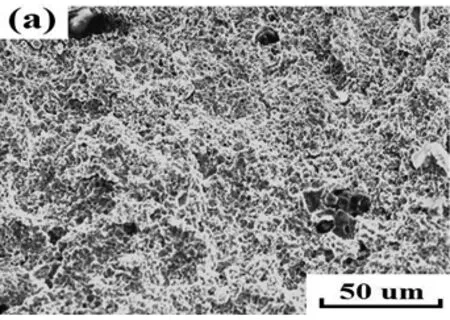
a. 纯胎体

b.刀头
由图2(a)可知,该成分烧结而成的胎体组织致密、均匀且孔隙少,进一步验证了铬、钼等粉末有利于CSF结合剂组织的致密性.结合图2(b)可知,刀头中金刚石颗粒与结合剂界面无明显缝隙,结合状态较优,说明该结合剂对金刚石的固着把持力很强.同时,通过力学性能测试,该磨边轮的显微硬度得到提升,达到38.9 HRC,纯胎体节块的抗弯强度为912.4 MPa,刀头节块的抗弯强度为821.9 MPa.由公式计算出黏结系数为9.92﹪,相比于未添加铬粉、钼粉的CSF结合剂对金刚石磨粒固着把持能力提升了约50﹪[8].由于在烧结过程中Cr、Mo等强碳化物形成元素,促进与金刚石磨粒形成化学冶金结合,增强了把持力.
2.2磨边轮的磨削性能
实验中磨边轮的节块磨损与陶瓷砖、大理石、花岗岩的去除量关系如图3所示.在图3(a)中,磨边轮节块的磨损量与材料的磨削量基本呈线性关系,且花岗岩对磨边轮刀头有较大损耗,线性规律最不规则,是因为花岗岩相比于大理石和陶瓷砖质地更不均匀,脆硬颗粒较多.这一点也可从磨削过程中不时出现火花得到证明.

(a)
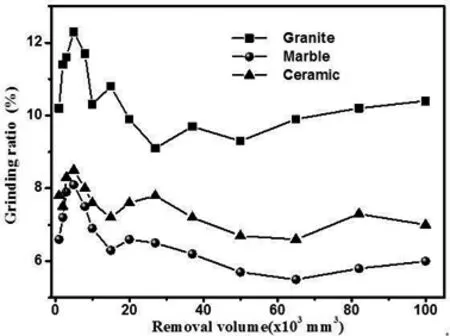
(b)
在图3(b)中,磨削初始阶段3种磨边轮的磨削状态不是很稳定,急剧增加出现峰值后慢慢减小.这可能源于高频焊接后磨边轮节块的高度不一致;同时,从图3(b)中3种磨边轮的磨削率可以看出,用于加工花岗岩的刀头磨削率最大,说明CSF烧结的磨边轮并不适合用于长期磨削花岗岩等超硬、超强的材料,而更适合于加工陶瓷砖和大理石.随着磨削试验的进行,磨削率逐渐趋于平稳,但越到磨削试验后期,磨削率不降反升,推测原因可能是因为磨边轮刀头的锋利度下降,其中起主要作用的金刚石颗粒损耗减少,导致刀头与花岗岩加工面不能保持较好匹配.
图4是磨边轮加工陶瓷砖的磨削面粗糙度曲线.从图4可以看出,3种磨边轮加工不同材料时,材料磨削面粗糙度在前期较大,因为此时刀头与材料表面处于磨合阶段,在磨削一定体积后才趋于稳定,且花岗岩的粗糙度明显大于大理石和陶瓷砖.陶瓷砖的粗糙度最小,表面质量最稳定,进一步验证了新型铜基结合剂CSF金刚石磨边轮在磨削陶瓷砖时因材料的粒度、黏性和硬度等因素,使陶瓷砖的磨损与金刚石的磨损保持较好匹配,此时磨边轮有最佳的磨削性能.

图4 磨边轮加工陶瓷砖的磨削面粗糙度曲线
2.3磨边轮失效情况
为验证以上结论,进一步在磨削实验后的节块上研究CSF磨边轮中金刚石磨粒的失效情况.其中,出刃率、脱落率、破损率分别等于出刃颗粒数、脱落颗粒数、破碎颗粒数与金刚石磨粒总数之比,如图5所示.

(a)出刃率
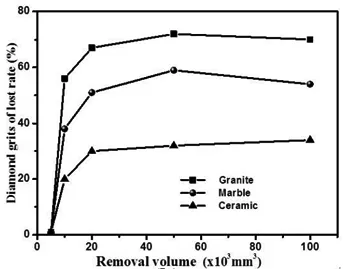
(b)脱落率
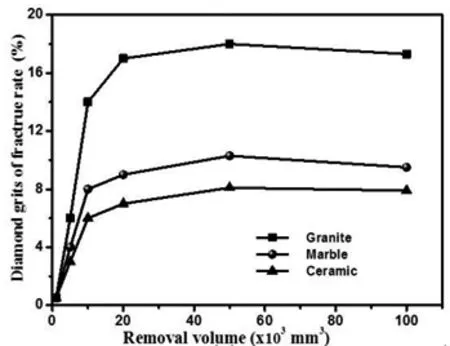
(c)破碎率
在图5中,用于加工3种材料的磨边轮的出刃率、脱落率、破碎率均在磨削一定体积后趋于稳定,因为在磨削试验前期,刀头与材料处于磨合阶段.图5中还显示,相比于陶瓷砖,花岗岩的脱落率和破碎率较高,而出刃率较低,因此损耗较严重.大理石虽硬度最小,磨削时刀头损耗最小,但其黏性太大,即容易粘刀,导致其出刃率低、脱落率增高.由CSF新型铜基结合剂烧结成的金刚石磨边轮在磨削陶瓷砖时刀头中金刚石磨粒出刃率最高,脱落率最低,既表现出一定的自锐性能,又有一定的耐磨性能,锋利度也随之提高,磨削性能最好.
鉴于以上实验结果,将该磨边轮送至陶瓷公司试用,3种磨边轮的噪音均较小,能较好地保证加工材料的垂直度及尺寸要求,未出现崩角现象.在用于加工陶瓷砖时,该磨边轮的平均使用寿命为100 h,相比于外购世创Cu-Sn-Co基体磨边轮85 h的平均使用寿命,该磨边轮更耐用.
3 结论
(1)由CSF新型铜基结合剂烧结的金刚石磨边轮组织致密,结合剂对金刚石把持力强,该磨边轮可完成对普通花岗岩、大理石和陶瓷砖的磨削实验,但并不适用于长期磨削花岗岩等超硬材料.
(2)由CSF新型铜基结合剂烧结的金刚石磨边轮最适合用于加工陶瓷砖,在磨削陶瓷砖时,刀头与材料能保持较好匹配,使磨边轮既锋利又耐磨,延长了使用寿命,表现出优异的磨削性能.
[1]李伯民, 李清. 磨料、磨具与磨削技术[M]. 北京: 化学工业出版社, 2010.
[2]JIAN B Z. Study on the bonding strength between superhard abrasives and Ti, Mo, W, Cr coatings [J]. Diamond & Abrasives Engineering, 1997(2):1.
[3]LI W, ZHAN J, WANG S, et al. Characterizations and mechanical properties of impregnated diamond segment using Cu-Fe-Co metal matrix[J]. Rare Metals, 2012, 31(1):81-87.
[4]PEROVIC D D, SNUGOVSKY L, SNUGOVSKY P, et al. Reactions in Sn corner of Cu-Sn-Zn alloy system[J]. Materials Science and Technology, 2012, 28(1):120-123.
[5]王凤荣, 陈哲, 刘一波,等. 金刚石工具金属结合剂的磨损特性[J]. 金刚石与磨料磨具工程, 2007(1):13-17.
[6]KANG Q P, HE X B , REN S B , et al. Preparation of high thermal conductivity copper-diamond composites using molybdenum carbide-coated diamond particles [J]. Journal of Materials Science, 2013, 48(18):6133-6140.
[7]吴颖. 新型金刚石工具铜基结合剂及其性能的研究[D]. 重庆:重庆大学, 2014.
[8]司卫征, 袁慧, 张凤林, 等. 金属基金刚石工具结合剂中添加合金元素的研究进展[J]. 超硬材料工程, 2007, 19(1):31-33.
[9]吴颖. 稀土Ce对新型铜基结合剂金刚石节块性能的影响[J]. 重庆文理学院学报, 2016, 35(2):6-9.
(责任编辑吴强)
Study on the grinding performance of a new type of Cu-based bond diamond grinding wheel
WU Ying
(College of Physics and Electrical Engineering, Sichuan University of Arts and Science, Dazhou Sichuan 635000, China)
Diamond grinding wheels which mixed with Fe、Cr、Mo powders in a new copper-based bond were prepared by vacuum hot pressing method and high frequency welding method. Through the observing of its microstructure by scanning electron microscope, and measuring its grinding performance just around to grind ceramic, marble and granite, the results show that the new type of diamond grinding wheel can grind ceramic, marble and granite with dense structure. Through the comparison it shows that: the grinding wheel is more suitable for machining ceramic. The wear of its block matrix and diamond grits can maintain the good matching when it is used to grind ceramic, with the greater wear resistance of the grinding wheel, higher sharpness, and better grinding performance, and its service life is longer than ordinary Cu-Sn-Co matrix diamond grinding wheel.
copper-based bond; diamond grinding wheels; grinding performance; microstructure
2016-03-24
四川文理学院科研项目(2014Z006Y).
吴颖(1987—),女,四川巴中人,助教,硕士,主要从事先进材料成型工艺及装备自动控制方面的研究.
TQ164
A
1673-8004(2016)05-0001-04
猜你喜欢
商品与质量(2021年20期)2021-11-23
设备管理与维修(2021年13期)2021-09-05
建材发展导向(2021年11期)2021-07-28
佛山陶瓷(2020年8期)2020-09-02
医学理论与实践(2020年7期)2020-04-13
佛山陶瓷(2020年3期)2020-04-13
电镀与环保(2016年4期)2017-01-20
电镀与环保(2016年3期)2017-01-20
浙江大学学报(工学版)(2016年2期)2016-06-05
人间(2015年23期)2016-01-04
