
精益六西格玛在降低成本中的应用
2016-10-19 11:44高迎平盖淑艳
中国市场 2016年35期
高迎平,盖淑艳
(河北工业大学 经济管理学院,天津 300401)
精益六西格玛在降低成本中的应用
高迎平,盖淑艳
(河北工业大学经济管理学院,天津300401)
针对液晶电视生产过程中浪费严重、人力成本高的问题,运用精益六西格玛的方法进行研究。在项目的实施中通过应用精益思想、精益工具,价值流分析(VSM)、生产线平衡分析,借助FMEA等六西格玛工具识别出问题的根本原因;最后在六西格玛DMAIC的改进模型中应用线平衡、单件流等改进思想解决问题。在整个项目的实施过程中将精益生产与六西格玛管理进行完美的结合,充分发挥二者的优势,真正地实现 1+1 大于 2。
精益生产;六西格玛管理;DMAIC;浪费;人力成本
1 引 言
精益六西格玛是精益生产与六西格玛管理的结合,本质是消除浪费,目的是通过整合精益生产和六西格玛管理,吸收两种生产模式的优点,弥补单个生产模式的不足。[1]实施精益六西格玛能减少过程中的变异、降低成本、缩短生产节拍、提高客户满意度、提高市场占有率等。[2]
精益六西格玛针对具体问题采用DMAIC模式,即定义—测量—分析—改进—控制[3],其实施步骤为:①定义阶段,分析系统,发现浪费,确定改进机会。②测量阶段,收集浪费数据,定义流程特性并测量流程现状。③分析阶段,通过八大浪费分析、FMEA等分析浪费。④改进阶段,通过现场制程与改善、动作研究等消除浪费。⑤控制阶段,利用标准化法制订并执行控制计划,使浪费不再发生。
2 实证案例
T公司从事液晶电视生产制造,生产仍采用传统模组及整机生产方式,即模组(LCM)和整机(SI)为两个独立环节。LCM段产品下线后经画检外观检验包装后运至SI段,拆包装进行SI段组装到成品的入库。目前公司在成本核算时发现生产成本很高,尤其是人力成本,导致利润下降,所以公司决定通过实施精益六西格玛实现整机、模组一体化生产,减少浪费和人力。但实现真正一体化需要模组与整机两段完全对接,需要改造生产线体,成本很高,建设周期长,所以在现有条件下不改变线体,用周转车的方式进行虚拟对接,即“虚拟一条龙”。文章主要对模组段的生产过程做重点分析,对整机段不做详细分析。
2.1定义阶段(D)——发现浪费
文章以生产数量最多的S50Air_N3P机种为对象进行研究,其生产流程如下:LCM组装-LCMFI画检外观检-包装-运输至仓库+过账-panel运输至SI-拆包装-SI组装-画检外观检
通过模特法和公司现有的工时数据库得到模组段(BM01线)作业工时如表1所示。


表1 S50 Air_N3P BM01线工时/人力分析

续 表
由表1得出本文改进的目的有两个:一是平衡LCM段生产线,合理安排工序和人员;二是实现模组和整机一体生产减少LCM测试+包装段产生的浪费。
人力成本除了受直接人力(流水线上的操作员工)影响外,间接生产人员包含物料员、工单员、领班、成品入库员等也会增加人力成本。改善前BM01线间接人力安排情况为:领班×2、随线维修×3、分析修理×8、内拆捆×6、外拆捆 ×5、工单员×1、报废员×1、成品组×3,共计29人。
2.2测量阶段(M)——收集浪费数据

2.3分析阶段(A)——分析浪费
2.3.1制程失效模式和影响分析
用FMEA[4]分析取消LCM测试+包装段可能产生的失效模式和由此带来的影响。
由表1可以看出导入虚拟一条龙,各制程变更失效风险R.P.N<100,无必须改善项目,所以LCM制程中的画检、外观、包装、仓储可取消;运输方式可变更。
2.3.2八大浪费分析
对LCM组装过程的分析和现场观察,运用ECRS和动作经济原则,用5W1H提问技术对每个工序逐一剖析发现投背板存在搬运的浪费,贴高温胶带&放置反射片、卡前框、锁前框(包括锁天侧螺丝、锁地侧螺丝、锁左右侧螺丝和翻转模组)工序存在等待的浪费,这些浪费都是需要改善的。
2.3.3间接人员工作饱和度分析
根据每种料件数量、每次配送的数量、备料和行走时间、配送每个料件到工位时间可以计算出每种料件所需的人力,所有料件所需人力相加得到LCM物料员的需求人数。经过现场数据的收集得到各物料需求人数如下:背板×0.12、lightbar×0.04、铝基板×0.28、反射片×0.1、导光板×0.16、扩散片×0.06、0°棱镜片×0.06、90°棱镜片×0.06、DBEF片×0.07、中胶框×0.23、OpenCell×0.13、前框×0.46、T-Con板×0.25、T-Con盖板×0.15、PCB盖板×0.61。所以理论人数=2.78,配置人力3人,工作饱和度=2.78/3=92.7%,物料员由6人减至3人。对于WIP维修、VLRR维修、在线维修人力根据日产能、不良品率、维修能力计算出理论人力和实际配置人数,不良率控制在2%,WIP维修应配置2人,VLRR维修配置2人,在线维修配置2人。
2.4改进阶段(I)——消除浪费
对上述存在浪费的站位动作分析做如下改进:
(1)投背板站位:移除工作台,取背板后直接放在线体上,撕除背胶,节约工时3s,减少1人。
(2)贴高温胶带&放置反射片站位:由作业员2贴附高温胶带,并将贴附顺序变更,减少1人。
(3)卡前框站位:卡前框站位由一人作业,减少1人。
(4)锁前框站位:取消2名作业员,工位重新调整,减少2人。
(5)投放垫片站位:导入一条龙后,无须拆箱、去PE袋;由2人放置垫片并投放机器,减少1人。
(6)翻机器站位:取消两名作业员,由两名作业员翻转机器,减少2人。
(7)卡拉OK测试站位:取消TVB面作业员,A面作业员插PIN、测试、拔PIN,减少1人。
(8)贴纸箱标签站位:取消贴封箱贴站位,分解动作。贴纸箱label动作,由投附件人员做;贴封箱贴由堆机器站位做,减少1人,人员利用损失降低37%。
经过上述分析改善统计改善后的直接人力为61人,直接作业工时为1026.84s,线平衡时间=18.70s。
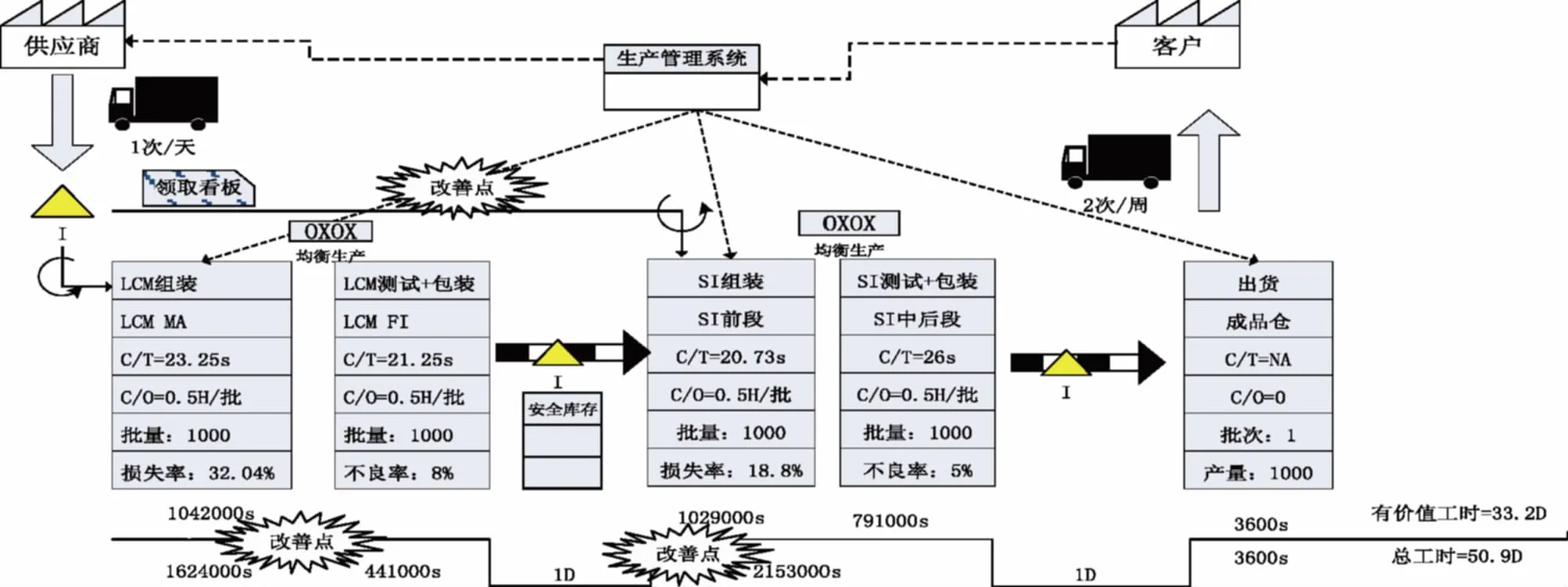
图1 改善前价值流程
改善后BM01线间接人力安排情况为:领班×1、随线维修×2、分析修理×4、内拆捆×3、外拆捆×5、工单员×1、报废员×1、成品组×1,共计18人。
2.5控制阶段(C)——使浪费不再发生
在控制阶段要将模组和整机的生产过程作业标准化,从生产的工序、作业人员和作业时间进行标准化,利用标准化对整个生产过程进行控制,然后对作业人员培训,让取得的成果固化。
3 改善效果评估
导入虚拟一条龙,取消检验、中间装箱,存储,拆包流程,LCMpanel组装后装车,直接运输至SI使用,实现虚拟对接,使Panel零库存并节省人力,主要生产工序由56个工位减少到44个工位。改善后制程价值流程图和取得的成效如下:

图2 改善后价值流程


表3 改善前后效果对比
4 结 论
本文应用精益六西格玛降低T公司生产成本的项目是典型识别浪费、消除浪费、降低成本的项目,有效地解决了液晶电视生产过程中出现的问题,达到了降低成本,提高生产效率的目的。
[1]白飞.精益六西格玛在L公司降低生产成本中的应用研究[D].天津:河北工业大学,2014.
[2]周延虎.精益六西格玛集成应用的若干问题研究[D].天津:天津大学,2007.
[3]秦现生.质量管理学:6sigma管理[M].2版.北京:科学出版社,2008:192-198.
[4]潘德,纽曼,卡瓦纳,等.6σ管理法:追求卓越的阶梯[M].北京:机械工业出版社,2001.
10.13939/j.cnki.zgsc.2016.35.050
高迎平(1955—),女,汉族,河北无极人,学士,教授。研究方向:运营管理、系统工程;盖淑艳(1989—),女,硕士。研究方向:工业工程,生产及制造系统工程。
猜你喜欢
装备制造技术(2021年2期)2021-07-21
中国电子报(2019年54期)2019-10-24
电子制作(2019年12期)2019-07-16
中国质量与标准导报(2018年5期)2018-09-10
电子制作(2018年8期)2018-06-26
电子测试(2017年11期)2017-12-15
四川冶金(2017年6期)2017-09-21
制造技术与机床(2017年2期)2017-05-04
中国铸造装备与技术(2015年5期)2015-12-10
液晶与显示(2014年3期)2014-02-28
