
重(大)型轴系及艉管总成的新型安装工艺研究
2016-10-19 10:58祝腾,陈猛
船舶标准化工程师 2016年5期
祝 腾,陈 猛
(上海江南长兴造船有限责任公司,上海 201913)
重(大)型轴系及艉管总成的新型安装工艺研究
祝 腾,陈 猛
(上海江南长兴造船有限责任公司,上海 201913)
重(大)型轴系及艉管总成(整体艉轴管)是船海工程动力推进系统非常重要的部分,其快速、便捷的安装,可以加快船海工程推进系统及整体建造的进度。文章对重(大)型轴系及艉管总成的安装工艺开展研究,对比江南长兴的新型安装工艺与传统安装方法,详细介绍了江南长兴的新型安装工艺如何快速便捷的开展施工。
重(大)型轴系;艉管总成;安装工艺
0 引言
船海工程中有一些轴系(艉轴、中间轴)体积及重量比较大(有的直径已经接近990 mm,长度达到十几米,重量接近90 t),由于艉轴与艉管衬套的安装间隙非常小,安装时需要特别注意作业的安全性和精确性[1]。此外,部分船海工程采用艉管总成的安装形式,艉管总成已经安装了进油管、回油管、温度传感器等艉管附件。
如何安装重(大)型轴系及艉管总成,一般采用吊车与手拉葫芦相配合、普通轨道小车等安装方式。这些安装方式有的存在劳动强度较大、作业时间较长等缺点;有的存在结构复杂、成本高等缺点;有的容易发生磕碰或者损坏,影响后续安装等工作[2]。
为了克服上述现有技术中存在的不足,实现安全、快速、精确安装重(大)型轴系及艉管总成,江南长兴的施工人员和技术人员开展了大量研究。目前研究出了一种新型安装工艺,能够有效防止重(大)型轴系及艉管总成安装时发生碰撞、碰伤等情况,有效减少人力操作的工作量,显著提高工作效率,降低劳动负荷和强度,提高艉管总成及重(大)型轴系的安装质量和效率,已在很多船海工程中开展了应用,取得了很好的经济效益。
1 传统的重(大)型轴系及艉管总成安装方法介绍
小型船舶的艉管较小,常用起重葫芦送进;中型船舶的艉管较长,采用滑车或小车送进较为适宜;大型船舶的艉管大而重,用小车送进为好[3]。对于传统的重(大)型轴系及艉管总成的安装,有的采用吊车与手拉葫芦相配合的安装方式,有的采用轨道小车安装方式等。
1.1 吊车与手拉葫芦相配合的安装方式
采用吊车与手拉葫芦相配合的安装方式是最为传统的安装方式,主要依靠起重工与手拉葫芦相配合,这种方式的绝大部分工作量需要靠人力来完成,工作人员的劳动强度较大,劳动时间较长。
在安装重(大)型轴系时,容易发生碰伤重(大)型轴系、艉管衬套等情况,影响后续轴系安装等工作的正常进行,甚至严重影响船坞周期。在安装艉管总成时,艉管总成被安装在船体结构的过程中,容易发生磕碰或者损坏艉管总成的情况,从而影响艉柱、前艉管座与艉管总成之间环氧浇注等工作的正常进行[4]。
1.2 轨道小车的安装方式
图1为国内某船厂采用重型钢结构轨道小车的方式安装大型轴系,船厂在轴隧内提前安装轨道及小车,将轴系放置在轨道小车上,通过轨道小车将轴系安放到具体需要安装的位置。此方式相比吊车与手拉葫芦相配合的安装方式已方便很多,但在高度方向需要人工手动调节顶升螺丝等。

图1 某船厂重型钢结构轨道小车
图2为国内某船厂安装大型散货船艉管总成时使用的轨道小车。该轨道小车装置的设计、制作较为复杂,造价较高,轨道小车整体体积较大(加上轨道长度一般至少3 m以上),重量较重(主体采用钢结构,总重一般约500 kg以上,包括两对钢制轮子和数米长的钢轨道),使用时劳动强度较大(起重作业人力工作量较大),辅助工作量较大(需要支撑、固定轨道小车装置并搭设脚手等)。

图2 某船厂艉管总成安装的轨道小车
2 重(大)型轴系及艉管总成的新型安装工艺介绍
为了实现安全、快速、便捷的安装重(大)型轴系及艉管总成,有效防止碰撞、碰伤等情况,减少工作量,提高工作效率,提升重(大)型轴系及艉管总成的安装质量。江南长兴的施工人员及技术人员在以往安装方式的基础上,充分发挥各自的优点,研究出了新型重(大)型轴系及艉管总成的安装方法,并成功在多个项目中进行了应用。
2.1 重(大)型轴系的新型安装工艺
江南长兴在充分借鉴以往重(大)型轴系安装的轨道小车等工装的基础上,研制了拥有自主知识产权的重(大)型轴系安装辅助装置,见图3。
该辅助装置包括有V型托架2、调整架4、液压油缸8、驱动行走机构18、滚轮10和重轨17等。V型托架2上部V型凹槽内用以放置重(大)型轴类,V型托架2底部置于滚针轴承5上,滚针轴承5的底部为轴承底板6,该轴承底板6置于所述的液压油缸8上,液压油缸8的底部设有具有下降缓坡的底座,在底座的边缘设有调整架4,底座和轴承底板之间设有两个锁紧斜铁16,两个锁紧斜铁16分别对称地设于液压油缸8的两侧。调整架4上穿设有锁紧螺栓7,锁紧螺栓7对应地抵于锁紧斜铁16上,调整架4上部靠近顶部位置设有调整螺栓3,该调整螺栓3的顶部抵于V型托架2的侧壁上。底座的底部通过螺钉固定于滚轮底板9上,该滚轮底板9的底部设有两组滚轮10,驱动行走机构18连接并驱动滚轮10,滚轮10架设于两根重轨17上,在每根重轨17的底部设有厚壁无缝管14。
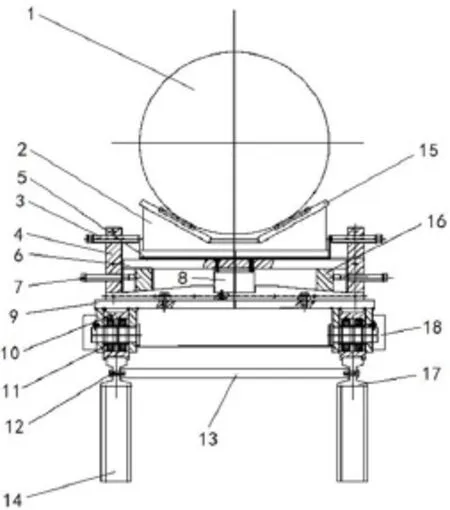
图3 重(大)型轴系安装辅助装置
在使用重(大)型轴系安装辅助装置基础上,安装重(大)型轴系主要工艺及步骤如下:
1)先将辅助装置中的等距拉杆13、厚壁无缝管14和重轨17运送到正在建造中船海工程的机舱区域,该机舱区域作为重(大)型轴系的安装区域,将两根平行的所述重轨17之间安装上等距拉杆13,在等距拉杆13的端部与重轨17之间设有拉紧固定螺栓12,厚壁无缝钢管14则置于机舱相关区域内,通过这种结构设计来作为整体小车的运行轨道,使得整体小车托着重(大)型轴系在轨道上运动。
2)将辅助装置中V型托架2、调整架4、液压油缸8、驱动行走机构18和滚轮10组装成为一个整体小车。在整体小车中,V型托架2底部置于滚针轴承5上,滚针轴承5的底部为轴承底板6,该轴承底板6置于液压油缸8上,液压油缸8的底部设有具有下降缓坡的底座,底座的底部通过螺钉固定于滚轮底板9上,该滚轮底板9的底部设有两组滚轮10,在驱动行走机构18连接并驱动所述的滚轮10,在底座的边缘设有调整架4。在底座和轴承底板6之间设有锁紧斜铁16,两个相同的锁紧斜铁16分别对称地设于液压油缸8的两侧,锁紧螺栓7对应地抵于锁紧斜铁16上。整体小车根据实际情况需要制成两个或多个,将整体小车吊装到重轨17上面,使得整体小车的滚轮10卡在重轨17上。
3)将需要安装的重(大)型轴系放置在整体小车的V型托架2内,在V型托架2上部放置两块可调换衬板15在轴系底部,根据轴系的长短、重量选择来多个整体小车的V型托架,目的在于使得整体小车和轴系的受力均匀。
4)通过整体小车上的驱动行走机构18来驱动滚轮10,使得整体小车拖着重(大)型轴系在重轨17上缓慢行走,实现艉轴顺利地进入艉轴衬套中,中间轴顺利就位,完成重(大)型轴系的安装工作。
此外,在重(大)型轴系吊装到辅助装置后运行过程中,如果多个整体小车之间的间距过小或者过大需要调整时,通过机舱起吊设备提升轴系,使其脱离整体小车的V型托架,然后重新调整多个整体小车之间的间距,以合理布置整体小车上V型托架与轴系的接触面及接触位置,使整体小车和重(大)型轴系的受力更为均匀合理。
2.2 艉管总成的的新型安装工艺
江南长兴为了快速便捷的安装艉管总成,研制了拥有自主知识产权的艉管总成运送板及滚轮支架(见图4和图5),采用合理的作业方法,能够较快较好地完成艉管总成的安装。
在使用艉管总成运送板、滚轮支架等基础上,安装艉管总成主要工艺及步骤如下:
1)将运送板与艉管总成的艏端面通过螺栓连接紧固,将钢丝绳索与运送板上的吊耳(拉耳)1连接牢固。将多个滚轮支架预先安装在艉轴管分段内的船体结构上,并将其焊接牢固,通过调整螺栓2使尼龙滚轮3到达合适的高度(见图6和图7)。
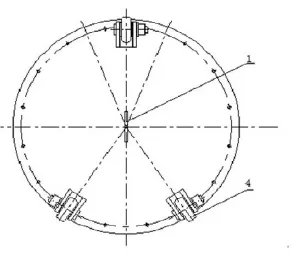
图4 艉管总成运送板
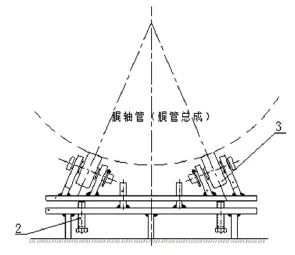
图5 艉管总成滚轮支架

图6 艉管总成运送板安装到位
2)将装配好的运送板与艉管总成吊装到船坞内安装区域,将艉管总成的艏端部分放入艉轴管分段的船体结构中,确保与预先放置的滚轮支架上的尼龙滚轮3充分接触,确保受力均匀。使钢丝绳索穿过艉轴管分段的船体结构,到达艉部机舱区域内。
3)在机舱区域内,通过电动装置拉动钢丝绳索,与船坞内艉管总成安装区域的吊装作业相配合,使艉管总成在尼龙滚轮3上滚动并穿过艉轴管分段的船体结构,运送板上的防撞、导向尼龙滚轮4起到防止碰伤艉管总成和导向的作用,直到艉管总成初步安装到位(见图8)。

图7 预先放置在艉轴管分段船体结构中的滚轮支架
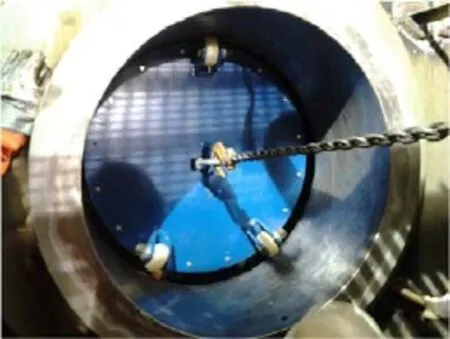
图8 艉管总成顺利通过艉管船体结构(基本安装到位)
4)通过调节装置精确调节艉管总成的位置,直到艉管总成最后准确安装到位,有效固定艉管总成,准备后续环氧浇注等工作的正常进行(见图9)。
2.3 重(大)型轴系及艉管总成的新型安装工艺的优点
重(大)型轴系的新型安装工艺主要有以下优点:整套辅助装置可以拆分为18个组件,便于机舱狭小空间的吊装、安装;电动液压油缸可以轻松将重(大)型轴系基本调整到位;V型托架底部的滚针轴承,可以使调整螺栓实现对重(大)型轴系的精确调整;锁紧螺栓可以锁定重(大)型轴系的最终安装位置,确保安装过程的安全;整体小车上的驱动行走机构驱动滚轮,使得整体小车拖着重(大)型轴系可以在重轨上轻松、缓慢、平稳行走,使得中间轴顺利就位,使得艉轴顺利安装在艉轴衬套中,完成艉轴的安装工作。
艉管总成的新型安装工艺主要有以下优点:专用运送板及滚轮支架,结构简单、重量较轻(可以方便地组装、拆卸、搬动),造价成本较低,可以重复利用,节约人力、物力;防撞、导向尼龙滚轮能够保证安装时的精确度,很好地保护着艉管总成,防止艉管总成发生碰撞而损坏;安装时摩擦力相对较小(滚动摩擦),使用吊耳(拉耳)可以明显提高安装的工作效率;有三个固定在运送板上的防撞滚轮,构成三角稳定结构,防撞效果最佳;底板中的两个调整螺栓可以方便地在安装前预先调节运输滚轮的高度,以适应不同艉管总成的安装要求。

图9 艉管总成安装成功后准备轴系望光
3 结论
由于江南长兴重(大)型轴系及艉管总成的新型安装工艺有着明显的优势,已在公司内进行了大量推广应用。目前重(大)型轴系的新型安装工艺已经成功应用于8 888箱、9 400箱集装箱系列船上,艉管总成新型安装工艺已经成功应用于114 500 t散货船、9 400箱集装箱船(MSC项目)系列船舶上,为公司取得了非常好的经济效益。如果能够进一步在其他公司推广,相信可以带来更高的经济效益和一定的社会效益。
[1]中国船舶工业总公司.船舶设计实用手册轮机分册[M].北京:国防工业出版社,1999.
[2]许乐平.船舶动力装置技术管理[M].大连:大连海事大学出版社,2006.
[3]胡适军.船舶动力装置安装工艺[M].哈尔滨:哈尔滨工程大学出版社,2007.
[4]孙培廷.船舶柴油机[M].大连:大连海事大学出版社,2002.
Research on New Type Installation Workmanship of Heavy (Big) Shaft and Stern Tube Assembly
Zhu Teng,Chen Meng
(Shanghai Jiangnan-changxing Shipbuilding Co.,Ltd.,Shanghai 201913,China)
The heavy (big) shaft and stern tube assembly (entire stern tube) is a very important part for shipping propulsion system.The quick and easy installation could improve the shipping propulsion system and entire ship building speed.The paper researches on heavy (big) shaft and stern tube assembly installation workmanship.Comparing with the new type workmanship of Jiangnan-changxing to traditional installation,the paper introduces how the new workmanship to achieve quick and easy installation.
heavy (big) shaft; stern tube assembly; installation workmanship
U671.91+1
A DOI:10.14141/j.31-1981.2016.05.009
祝腾(1965—),男,工程师,研究方向:船舶建造管理。
猜你喜欢
防爆电机(2022年4期)2022-08-17
防爆电机(2022年3期)2022-06-17
冰雪运动(2019年2期)2019-09-02
中国航海(2019年2期)2019-07-24
船舶标准化工程师(2019年4期)2019-07-24
汽车实用技术(2018年18期)2018-09-26
商品与质量(2018年35期)2018-04-25
价值工程(2017年31期)2018-01-17
阅读(中年级)(2016年11期)2017-01-23
专用汽车(2016年8期)2016-03-01
