
Φ114 mm CPE机组高精度小直径薄壁管的生产
2016-11-10 07:36许才斌王纯凯张家琛张万超
钢管 2016年4期
郑 臻,许才斌,马 辉,王纯凯,王 奎,张家琛,张万超
(1.江苏常宝钢管股份有限公司,江苏常州213018;2.山东华宸高压容器有限公司,山东济南250000;3.江苏常宝普莱森钢管有限公司,江苏常州213200)
Φ114 mm CPE机组高精度小直径薄壁管的生产
郑 臻1,许才斌1,马 辉2,王纯凯3,王 奎3,张家琛3,张万超3
(1.江苏常宝钢管股份有限公司,江苏常州213018;2.山东华宸高压容器有限公司,山东济南250000;3.江苏常宝普莱森钢管有限公司,江苏常州213200)
介绍了Φ114 mm CPE机组热轧生产径壁比∧27的Φ89 mm×3.2 mm、Φ108 mm×3.5 mm高精度小直径薄壁管的工艺方案及控制措施,分析了其生产控制的难点和重点。试制结果表明:穿孔壁厚偏差控制在7%以内和有效控制顶管工序纵向壁厚波动是保障成品尺寸的前提;热轧生产径壁比∧27、外径允许偏差(-0.5%~+0.5%)D、壁厚允许偏差(-9%~+9%)S的高精度小直径薄壁管是可行的。
CPE机组;小直径薄壁管;径壁比;穿孔;顶管;壁厚精度
CPE机组(Cross-Roll Piercing and Enongation)属长芯棒多机架连续变形机组,因产品质量稳定、生产节奏快、投资少、生产成本低,且在小直径薄壁管控制方面具有优势,CPE机组逐步在中小直径无缝钢管的生产中成为主力机组之一[1-5]。虽然CPE机组具备生产小直径薄壁管的优势,如常见规格Φ42 mm×4 mm(径壁比在10左右)可实现批量稳定轧制,但生产径壁比达到20以上,或小直径薄壁管壁厚允许偏差在±10%以内的管材,则需要冷加工工序的配合方能实现;而冷加工工序金属消耗高、工艺流程长、产品质量不稳定且环境污染相对较大[6],这些导致CPE机组的小直径薄壁管(径壁比≥20)的成材率无法得到提升。
为了打破生产径壁比≥20或壁厚允许偏差在±10%以内的小直径钢管只能辅以冷加工生产的局面[7],江苏常宝普莱森钢管有限公司(简称常宝普莱森)在Φ114 mm CPE机组上生产试验了热轧生产径壁比∧27的Φ89 mm×3.2 mm、Φ108 mm× 3.5 mm高精度小直径薄壁管。下面对生产情况进行介绍。
1 目标规格的选定
气瓶管用无缝钢管在Φ114 mm以下的常见规格有Φ60 mm×3.5 mm、Φ63.5 mm×3.5 mm、Φ89 mm×4 mm、Φ108 mm×4 mm。以37Mn钢Φ89 mm和Φ108 mm的氧气瓶用无缝钢管为例,其承压最小壁厚分别为2.3 mm和2.9 mm;但采购只有两种选择,要么采购壁厚4 mm及以上的热轧管(单瓶钢管质量增加),要么采购壁厚3.5 mm及以下的冷加工钢管(单瓶钢管价格增加),这两种方案均会导致单只钢瓶的钢管成本增加。经与气瓶生产单位沟通,确定了Φ108 mm×3.5 mm和Φ89 mm×3.2 mm气瓶用管的主要尺寸要求,具体见表1。
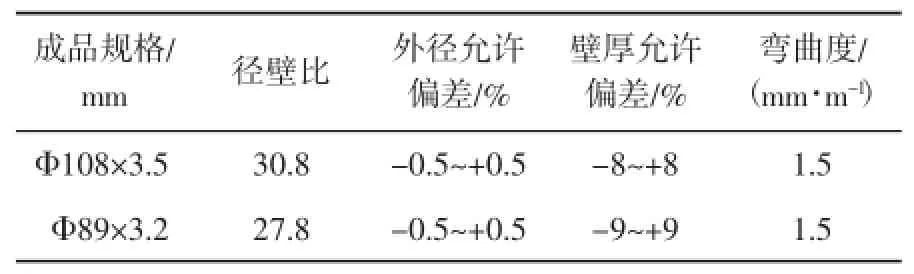
表1 Φ108 mm×3.5 mm和Φ89 mm×3.2 mm气瓶用管的主要尺寸要求
2 存在的问题及应对措施
2.1 工艺规格的确定
经过对多套工艺方案的计算论证,确定了Φ108 mm×3.5 mm和Φ89 mm×3.2 mm气瓶用管的热轧工艺方案,具体见表2。此方案的控制难点是各工序中间管的长度,尤其是顶管工序的控制。
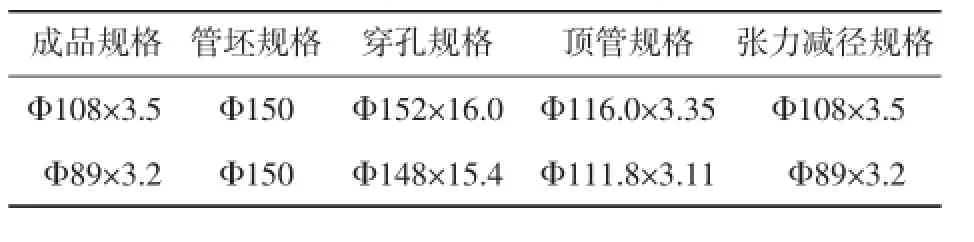
表2 Φ108 mm×3.5 mm和Φ89 mm×3.2 mm气瓶用管的热轧工艺方案mm
2.2 穿孔偏心的控制
由表1可知,表2中两种规格热轧成品管的壁厚偏差需控制在±0.28 mm以内。由于有效控制穿孔偏心是保障成品尺寸的重要前提[8-9],这就需严格控制穿孔偏心。通过对过去生产的产品的壁厚分布数据进行傅里叶分析可知,影响穿孔偏心的主要因素是:①管坯加热的整体均匀性,②穿孔中心线和顶杆等工装模具中心线的重合度。由此制定穿孔工序控制要点如下。
(1)生产前调整穿孔中心线,使其水平与标高调整在±0.4 mm以内。
(2)保障工装模具,穿孔顶杆直度保证在0.5 mm/m以内。
(3)延长环形加热炉管坯加热时间到70 min,确保管坯截面温度均匀。
(4)试穿时,穿孔壁厚控制在7%以内方可批量生产。
2.3 顶管工序的控制
鉴于张力减径工序总减径量较小,顶管工序要实现精确定壁;因此,主减壁及对最终成品壁厚公差的控制交由顶管工序承担。顶管后荒管壁厚分别达到3.35 mm和3.11 mm(对应成品Φ108 mm×3.5 mm和Φ89 mm×3.2 mm)。顶管生产这样的薄壁中间管,极易形成顶穿、拉断、内壁收缩、松棒印等质量问题[10];同时,壁厚精度要求高,芯棒尺寸及芯棒温度需进行特定的选择及重点控制,以确保有效控制全长的壁厚精度;因此,顶管工序控制的重点为预防顶穿、拉断和准备工具。在充分考虑Φ114 mm CPE顶管机组承载能力的前提下,确定顶管工序的控制要点如下。
(1)对顶管孔型进行微调优化[11],设计出新的孔型系列。顶管孔型设计方案见表3。①在孔型设计上充分考虑薄壁管的顶管变形特点——在最后工作机架及可调机架处管壁薄、顶速快、钢温低,钢管易出现内壁拉凹及拉断的事故,因此在薄壁管低温变形区(壁厚S∧6 mm)对孔型尺寸进行调整,实现椭圆度及减面率的合理过渡,避免低温剧烈变形带来的拉断产生;②充分利用床身长度,合理调整机架间距,在高温厚壁区密排机架(前3机架),在主减面区(4~8机架)增加机架间距,保证金属的充分延伸,并利于同时咬钢机架数量的减少,降低事故风险。
(2)芯棒尺寸及芯棒温度控制。①建立专用芯棒的概念:芯棒支数匹配生产节奏,确保生产顺行时芯棒温度的稳定;芯棒尺寸单支纵向偏差∧0.15 mm,同组芯棒的外径∧0.2 mm。②通过芯棒循环线(芯棒区段冷却系统与区段补温系统)实现芯棒全长温度的均匀性,头尾温差控制在30℃,有效控制因芯棒膨胀量不同带来的纵向壁厚不均。
(3)芯棒润滑系统的监控。根据检测的芯棒温度的反馈调整喷涂,确保喷涂均匀附着在芯棒表面,减少润滑不均带来的变形不均[12-13]。
(4)松棒质量的保证。①生产前必须更换松棒辊,确保松棒辊面质量好,以保证松棒后钢管内外表面不产生松棒印;②调整松棒角度和压下量,以保证辊面与钢管表面贴合度超过80%,同时控制松棒平均电流不超过160 A,有效避免松棒印的产生;③增加顶管机架椭圆度,以便利于薄壁管脱棒。
2.4 张力减径工序的控制
根据生产工艺尺寸变形的分配,张力减径工序总减径率低于21%,导致张力减径是增壁减径过程。即使依托德国Meer张力减径机的Carta(Computer aided rolling technology application)系统,也仅能将壁厚增加控制在0.1 mm内[14]。不同总减径率允许的壁厚改变率范围如图1所示。

表3 顶管孔型设计方案mm

图1 不同总减径率允许的壁厚改变率范围
2.5 钢管外表面质量的控制
因气瓶管的使用特性,其对外表面质量的要求远高于油管、高压锅炉管等。本次生产试制对钢管外表面控制进行了全流程策划[15]。
(1)采用低温张力减径工艺和中间加热+中频感应加热相结合的中间加热方案,并有针对性地对中间加热炉的烧嘴角度、空燃比及炉内气氛进行调整,避免因荒管壁厚薄、中间加热过程中表面氧化导致的钢管外表面缺陷的产生。
(2)矫直工序对矫辊表面粗糙度的测定和修磨,控制调整矫辊角度和压下量,确保包辊面达75%以上,以避免产生矫痕、矫凹、矫伤。
(3)检查拨料机构、落料机构,控制走钢线辊道,防止拨料和平辊空转导致的钢管表面擦伤和落料砸伤。
(4)严格规定成品堆放的层数,防止成品钢管变形。
3 成品管试制情况
3.1 几何尺寸
通过上述工艺设计、工装模具的精度保障及各工序生产过程的有效监控,Φ114 mm CPE机组热轧径壁比∧27高精度薄壁成品管的尺寸参数的检测数据见表4。其中,外径的检测方式为长度每隔1 m测量一个单截面外径4个数据点,从而取得钢管全长外径的最大值和最小值;壁厚的检测使用超声波全长测厚的方式获取钢管轴向的最大壁厚和最小壁厚。
由表4可知,试制的两种规格热轧高精度小直径薄壁管成品尺寸达到设计要求,为后续开发径壁比∧30及壁厚∧3 mm热轧高精度薄壁管奠定了基础。因省去了冷加工工序,有效降低了气瓶管及高精度小直径薄壁管的钢材成本,并缩短了交货周期。
3.2 金属收得率
因气瓶管为切断使用,在保证运输的前提下,按长度上限交货有利于降低气瓶加工单位的管头损失,也有利于充分发挥顶管机组的能力并提升金属收得率。Φ108 mm×3.5 mm和Φ89 mm×3.2 mm成品管的生产指标见表5。

表4 Φ114 mm CPE机组热轧径壁比∧27高精度薄壁成品管的尺寸数据
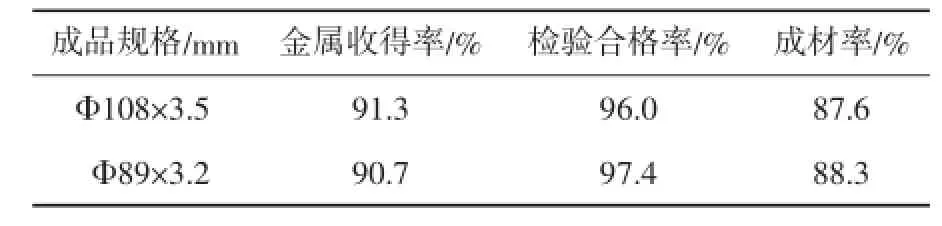
表5 Φ108 mm×3.5 mm和Φ89 mm×3.2 mm成品管的生产指标
4 结论
(1)通过合理的工艺设计和有效的全流程工序控制,常宝普莱森新建的Φ114 mm CPE机组目前具备了生产径壁比∧27的高精度小直径薄壁成品管的能力,省去了冷加工工序,缩短了交付周期,减少了金属损耗。
(2)通过对生产过程的监控和分析可知,Φ114 mm CPE机组生产径壁比∧27小直径薄壁管的控制重点在于穿孔壁厚精度的控制和顶管工序的有效控制。
(3)通过此次有益的生产尝试,提高了产品毛利率,也为气瓶生产企业和高精度小直径薄壁管的客户降低了钢材成本。
[1]殷国茂.中国钢管飞速发展的10年[M].成都:四川科学技术出版社,2009.
[2]张海军,翟东生,石虎珍.CPE机组生产小无缝钢管的优势分析[J].冶金设备,2012(特刊1):44-47.
[3]丁大宇,郑冶平.CPE工艺生产小直径薄壁无缝钢管的优势[J].钢管,1996,25(6):60-62.
[4]常建设,庄钢,钟锡弟.我国小直径无缝钢管生产机组的发展[J].钢管,2012,41(5):15-21.
[5]殷国茂,杨仙,李国昌.中国无缝钢管技术装备的现状分析[J].河北科技大学学报,2005,26(4):259-264.
[6]李晓红.我国小直径无缝钢管生产发展与装备选择之探讨[J].钢管,2012,41(1):14-22.
[7]陈国安,傅香如,范天锦.高精度小直径高压无缝钢管制造工艺[J].机械工程与自动化,2013(5):115,118.
[8]叶志海,孙福杰,高丽娜.浅谈改善钢管壁厚偏差[J].一重技术,2004(1):35-36.
[9]李群,刘家泳,焦纪纲.导板·导盘——浅析二辊斜轧穿孔导围工具与变形过程[J].钢管,2014,43(1):67-71.
[10]魏贤宇.Φ102 mm CPE顶管机组的创新及效果[J].钢管,2008,37(5):55-58.
[11]陈俊杰,郝润元.CPE顶管机的孔型计算[J].钢管,2013,42(2):32-36.
[12]王秀军,吕良.关于热轧无缝钢管系统芯棒石墨润滑系统的设计[J].科技风,2014(13):47,51.
[13]陈浩文,朱东仁.热轧无缝钢管芯棒润滑剂[J].钢管,1995,24(5):16-20.
[14]李金锁,吕庆功.无缝钢管张力减径张力系数的理论计算与分析[J].钢管,2015,44(3):40-43.
[15]庄钢,尹溪泉.连轧无缝钢管产品缺陷(欠)分析[J].钢管,2006,35(5):26-29.
Production of Hi-precision,Small-sized and Light-wall Pipes with Φ114 mm CPE Pipe Rolling Plant
ZHENG Zhen1,XU Caibin1,MA Hui2,WANG Chunkai3,WANG Kui3,ZHANG Jiachen3,ZHANG Wanchao3
(1.Jiangsu Changbao Steel Tube Co.,Ltd.,Changzhou 213018,China;2.Shandong Huachen High-pressure Vessel Co.,Ltd.,Ji'nan 250000,China;3.Jiangsu Changbao Precision Steel Tube Co.,Ltd.,Changzhou 213200,China)
Described in the paper are the process scheme and control measures for production of the Φ89 mm× 3.2 mm and Φ108 mm×3.5 mm hi-precision,small-sized and light-wall pipes with D/S∧27 with the Φ114 mm CPE hot-rolling pipe mill.Also analyzed are the control difficulties and key points concerning the production activities. Result of the trial production demonstrates that the preconditions for guaranteeing the finished product dimensions are to get the pierced shell WT deviation within 7%,and properly control the longitudinal WT fluctuation during the push bench process,and that it is practical to use the hot-rolling process to produce the hi-precision,small-sized and light-wall pipe with D/S∧27,allowable OD tolerance D as(-0.5%~+0.5%)and allowable WT tolerance S as(-9%~+9%).
CPE pipe plant;small-sized,light-wall pipe;D/S;piercing;push bench process;W.T.tolerance
TG335.71
B
1001-2311(2016)04-0051-04
2015-11-10;修定日期:2016-03-01)
郑臻(1981-),男,工程师,主任工程师,从事高压锅炉管、油井管的生产工艺研究和质量控制等工作。
猜你喜欢
河北水利(2022年4期)2022-05-17
天津冶金(2021年4期)2021-08-18
建材发展导向(2021年13期)2021-07-28
汽车工程(2021年12期)2021-03-08
钢管(2020年4期)2020-10-29
模具制造(2019年7期)2019-09-25
现代冶金(2018年6期)2018-02-20
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2015年3期)2015-11-11
中国水利(2015年12期)2015-02-28
