
焦化废水热解控制系统开发与应用
2016-11-21 02:14王丽娟曹晓峥王学恩
山东冶金 2016年5期
王丽娟,曹晓峥,王学恩
(山钢股份莱芜分公司自动化部,山东莱芜 271104)
焦化废水热解控制系统开发与应用
王丽娟,曹晓峥,王学恩
(山钢股份莱芜分公司自动化部,山东莱芜271104)
为降低焦化厂产生的废水污染物含量,山钢股份莱芜分公司开发了焦化废水热解自动化控制系统,其自动化仪表过程控制主要包括水箱控制回路、蒸氨废水泵控制回路,新水配水模式,蒸氨废水配水模式、蒸汽控制回路。该控制系统利用转炉高温烟气热解焦化废水,达到了炼钢一次除尘烟气排放标准和转炉煤气回收标准,降低了焦化废水处理费用,每月可节省70万元。
焦化废水;热解;自动控制;控制回路
1 前言
焦化产生的废水污染物含量高,对环境危害大且处理成本高。利用转炉高温烟气热解焦化废水,实现低成本焦化废水的无害化无污染处理,经转炉干法除尘系统高温热解处理后,蒸氨废水中有机物的热分解率达到96.59%,热解副产的碳氢化合物直接进入转炉煤气,有效提高煤气热值,且废水中的耗氧成分能消耗转炉煤气中的自由氧,客观上起了防爆的作用,同时降低了转炉除尘器的新水消耗。为此,山钢股份莱芜分公司开发焦化废水热解自动化控制系统,以利用转炉高温烟气热解焦化废水。
2 工艺原理
焦化厂蒸氨废水输送到炼钢厂氨水箱内,通过自动调节控制氨水泵供水冷却转炉烟气。
在转炉冶炼吹氧阶段,风机高速吹送转炉高温烟气经过烟气冷却系统(活动烟罩、汽化冷却烟道),烟气温度降至800~1 000℃后进入蒸发冷却器;转炉冶炼的初期新水蒸汽混合形成雾化冷汽对转炉烟气进行冷却;冶炼3 min后启动氨水泵,同时模式切换到蒸氨废水模式,与蒸汽混合后形成雾化冷汽对转炉烟气进行冷却;通过蒸发冷却器内12只喷嘴喷射雾化后的蒸氨废水对转炉烟气进行降温,使烟气温度降低到250~270℃。此时将烟气中的粉尘与雾化的冷气进行混合,未热解的有机物在冷媒水中富集,当该有机物富集到一定程度,冷媒水泵将其送至蒸氨废水储存槽中,对冷媒水中富集的有机物进行热解处理,在冷媒水系统末端煤气管道上加入专用气相缓蚀剂,降低焦化废水后烟气的腐蚀性,保护煤气管道设备安全运行[1,2]。
本系统设计自动控制的功能包括:蒸发冷却器新水配水系统、蒸氨废水配水系统、蒸汽控制系统、蒸氨废水泵控制系统、水箱控制、蒸发冷却器出口温度控制、风量控制系统。图1为新水配水系统、蒸氨废水配水系统、蒸汽控制系统布局。
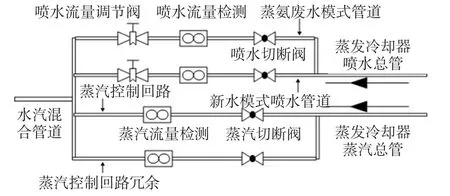
图1 配水控制系统布局
3 自动化控制系统
3.1自动化仪表部分
自动化仪表过程控制主要包括水箱控制回路、蒸氨废水泵控制回路,新水配水模式,蒸氨废水配水模式、蒸汽控制回路。
水箱控制回路仪表包括压力表1台、切断阀1台、流量计1台、水箱液位计1台;蒸氨废水泵控制回路每个子回路仪表泵出口水压力表1台;蒸氨废水配水模式仪表包括压力表1台、流量计1台、切断阀1台、调节阀1台;蒸汽控制回路仪表包括蒸汽压力表1台、进汽流量计1台、切断阀1台。调节阀和切断阀均采用气动阀门。
3.2PLC部分
该自动化控制系统采用西门子S7-400可编程控制器。本控制系统硬件组态为西门子S7-400可编程控制器和IM153远程站。每个远程站配有I/O导轨插槽、背板、SM-300模板等自动化设备。远程站与PLC主站之间通过OLM、IM153接口模板通过光缆进行通讯,上位机和PLC之间通过以太网通讯。1#~4#转炉共计4套S7-400加4个远程站。PLC与工作站之间通过以太网进行信息通讯。为了提高系统可靠性,降低维护风险,远程站采用有源总线模板,实现热插拔功能。焦化蒸氨废水主要PLC系统配置中的远程站实现。
上位机为转炉干法除尘的主控制室电脑,采用Wincc6.2监控软件作为图形界面,组成计算机化的操作台,实现人机交互。
3.3网络系统配置
本方案共有4套S7-400PLC接入到工业以太网中,网络采用环形拓扑结构,对应的4台上位机位于不同的转炉干法除尘系统并通过交换机接入环形网络;上位机采用IP地址,PLC采用MAC地址进行通讯;1台上位机可以通过以太网实现4套控制系统的实时监控;环形网络采用冗余设计,防止断网导致网络瘫痪。
4 控制模式
4.1设计蒸氨废水泵控制回路
蒸氨废水泵通过变频器控制泵出口压力实现恒压供水,控制模式分手动控制和自动控制。手动控制用于实验、检修和紧急情况。
自动控制在蒸氨废水配水模式下使用,自动控制在使用过程中分为两个阶段,第1阶段是在新水模式结束前2~5 s启动,此时间段可在监控画面上设定,默认限定在2~5 s内,泵出口压力限定在0.85~1.0 MPa。当新水模式结束并转换到蒸氨废水配水模式后且泵出口压力不低于0.8 MPa时,切换到第2阶段,此时泵出口压力设定在在1.2~1.5 MPa,泵出口压力设定可在监控画面上可调,默认限定在1.2~1.5 MPa。氨废水泵控制回路有2台蒸氨废水泵,2台泵互为主泵,先启动的即为主泵,当主泵故障、泵出口压力低于0.8 MPa、主泵运行信号没来时备用泵自动启动。
4.2改进水箱控制回路
蒸氨废水箱设计为3 m高,蒸氨废水密闭储存水箱为自动供水,废水储存水箱设高、低水位报警,水箱水位高于2.5 m时水箱进水管道切断阀关闭;当水箱水位低于1.5 m时水箱进水切断阀打开向水箱内注水,同时加药泵启动为蒸氨废水加药。蒸氨废水储存水箱进水管道上设置电磁流量计对焦化废水流量进行实时检测。
水箱控制分为手动和自动控制两种方式,手动模式操作工画面手动控制切断阀的开关和加药泵的启动。自动模式下,进水切断阀开关与加药泵的启停连锁。远程控制、远程操作、画面显示相关参数,有利于岗位人员熟悉操作。
4.3调整新水配水模式
转炉冶炼阶段,当EC入口温度高于300℃时,新水配水模式控制水切断阀打开,此时PLC调节模块处于手动状态,输出50%固定阀位,15 s后PID调节模块转为自动状态,根据配水公式自动调节喷水水量控制蒸发冷却器出口温度。新水配水模式用于控制蒸发冷却器出口温度,此控制由两个多冲量调节系统组成串级调节回路来实现温度控制。蒸发冷却器出口温度PID调节回路的输出值作为蒸发冷却器水调节系统的设定值形成串级调节,根据设定温度控制水调节阀的开度,控制水流量增加或减少并与蒸汽混合后形成雾化喷射,当转炉冶炼到4 min(此时间可在监控画面上根据工艺要求调整)且烟气温度高于500℃时,自动切换到蒸氨废水配水模式,同时退出新水配水模式;当冶炼12 min后再次将模式转换成新水配水模式直到冶炼结束。
4.4优化蒸氨废水配水模式
当转炉冶炼到4 min且烟气温度高于500℃时,由新水配水模式自动切换到蒸氨废水配水模式,同时退出新水配水模式,蒸氨废水配水模式采用与新水配水模式相同的方程式,此时配水介质切换为蒸氨废水,由于此时烟气温度高于500℃,可充分对蒸氨废水进行热解,在转炉冶炼的4~12 min期间,对焦化废水进行热解。冶炼到12 min后蒸氨废水模式结束同时切换到新水配水模式直到冶炼结束。
4.5改进蒸汽控制回路
蒸汽控制回路在转炉冶炼阶段打开蒸汽切断阀,与配水系统配合通过喷嘴将雾化的水汽混合物喷射至蒸发冷却器筒体,对烟气进行降温的同时对蒸氨废水进行热解。
5 结语
通过应用焦化废水自动化控制系统后,满足炼钢一次除尘烟气排放标准和转炉煤气回收标准,4座转炉每月处理焦化废水11 718 t,大幅度降低处理焦化废水费用,焦化废水处理费用按60元/t,每月可节省70万元。炼钢蒸发冷系统使用蒸氨废水部分替代工业新水,节约新水的使用量,每月可节省约3.5万元,同时降低了焦化废水对环境的危害,为莱钢清洁生产提供有力技术支撑。
[1]操卫平,冯玉军,李自树,等.利用炼钢转炉烟气治理焦化废水[J].工业水处理,2005,25(11):74-76.
[2]张建磊,张焕祯,张宏达.焦化废水回用转炉煤气洗涤水系统可行性研究[J].工业水处理,2007,27(9):56-59.
Abstrraacctt::To reduce the pollutants of wastewater coking plant produced,developed coking wastewater pyrolysis automated control system,its automated instrumentation process control including tank control loop,distilled ammonia waste water pump control circuit,new water distribution control system,distilled ammonia waste water distribution control system,steam control loop.This control system uses converter high temperature gas pyrolysis wastewater,it meets steelmaking flue dust emission standards and converter gas recovery standards,reducing the coking wastewater treatment costs,monthly savings of 70 thousand Yuan.
Key worrddss::coking wastewater;pyrolysis;automatic control;control circuit
Development and Application of Pyrolysis Coke Plant Wastewater Automatic Control
WANG Lijuan,CAO Xiaozheng,WANG Xueen
(The Automation Department of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
经济与管理
TP273
A
1004-4620(2016)05-0061-02
2016-05-30
王丽娟,女,1986年生,2009年毕业于济南大学计算机科学与技术专业。现为山钢股份莱芜分公司自动化部工程师,从事仪表自动化维护工作。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
山东冶金(2022年1期)2022-04-19
昆钢科技(2020年6期)2020-03-29
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
创新作文(1-2年级)(2019年1期)2019-07-04
山东冶金(2019年1期)2019-03-30
山东冶金(2019年1期)2019-03-30
山东冶金(2018年5期)2018-11-22
山东冶金(2018年5期)2018-11-22
