
甲醇回收装置运行参数模拟优化
2016-12-01 08:37牛付才杨海波李志超
石油化工应用 2016年1期
牛付才,杨海波,李志超
(中国石油长庆油田分公司第三采气厂,内蒙古乌审旗017300)
甲醇回收装置运行参数模拟优化
牛付才,杨海波,李志超
(中国石油长庆油田分公司第三采气厂,内蒙古乌审旗017300)
针对苏里格第三天然气处理厂甲醇回收装置运行不稳定、操作难度大、能耗大等问题,通过理论分析,并根据现场采集精馏塔的运行数据和Aspen Plus化工软件模拟相结合的方法,找出装置运行中存在的主要问题在于塔顶温度控制参数设置不合理、塔底出料余热未充分利用,造成装置运行不稳定,能耗高,难以达到处理要求。根据处理厂甲醇污水水质及甲醇精馏塔的实际情况,利用软件模拟、优化,确定并优化了典型操作工况下精馏塔的运行参数并提出了稳定运行的对策,保证了精馏塔的高效、平稳运行,降低了能耗。
甲醇回收;精馏;Aspen Plus;能耗
苏里格气田投用天然气处理厂6座,最主要对各集气站来天然气进行计量、增压、脱油脱水,然后外输。各天然气处理厂脱油脱水装置均采用丙烷制冷低温分离技术,分离出天然气中的含醇污水和轻烃组分[1]。分离出来的含醇污水主要来自各脱油脱水装置注入的甲醇(以第三天然气处理厂为例,每天三套装置的注醇量在15 m3左右)及集气站来气中所含的少量甲醇。第三天然气处理厂甲醇回收装置设计气田含醇污水处理能力为100 m3/d,设计要求塔顶产品甲醇含量≥95%(wt),塔底污水甲醇含量≤0.1%(wt)。投产后装置运行不稳定,员工调节操作难度大,部分时间内产品甲醇和塔底水含甲醇量达不到指标要求。本文利用软件模拟不同操作工况下塔的运行情况,优化了精馏塔的运行参数并提出了装置稳定运行的对策,保证了精馏塔的高效、平稳运行,降低了能耗。

图1 甲醇回收工艺流程
1 甲醇回收装置运行现状分析
含醇污水经过预处理后进入甲醇回收塔回收甲醇[2],甲醇回收工艺流程(见图1),甲醇精馏塔结构参数(见表1)。

表1 苏里格第三天然气处理厂精馏塔的设计参数表
(1)对第三天然气处理厂甲醇回收装置2014年10月化验结果进行统计,产品甲醇浓度平均为89.08%,远远低于设计要求≥95%。11月进行了塔顶温度优化实验,最终塔顶温度控制参数由原来的64℃优化为63℃,优化后的产品甲醇浓度平均为92.58%,塔顶产品浓度有很大提高,但仍达不到设计要求。可见,要想达到设计要求,有必要对塔顶温度控制参数进一步优化。
(2)现场发现,在原料罐倒罐之初,常出现装置不稳现象,塔顶塔底甲醇含量波动较大,远远偏离设计要求。可见,当进料状态改变时,甲醇回收装置操作不稳定,达不到设计要求。
(3)进料温度为30℃,进料位置处塔板温度明显高于60℃,温差过大导致进料位置附近塔板主要起传热作用,影响塔板传质效率,而塔底出料温度在100℃左右,塔底出料余热也未得到充分利用。
2 甲醇回收装置精馏工艺模型的建立
苏里格第三天然气处理厂甲醇精馏塔精馏段为1 m 350Y型规整填料,该金属规整填料等板高度(HETP)取为0.25 m,则精馏段换算为4块理论塔板。提馏段为36块斜孔塔板,O'connell关联式如下:

由式(1)计算出ET=0.47,则提馏段换算为17块理论板。依据上述计算结果,使用流程模拟软件Aspen Plus模拟甲醇回收工艺过程,将工艺设计参数与模拟计算结果进行对比(见表2)。
由表2可知:模拟的结果与工艺设计的参数基本吻合(塔顶压力由于空冷器及管道阻力压强略高于常压),说明完全可以利用Aspen Plus软件依据现场情况进行工艺参数的模拟优化。
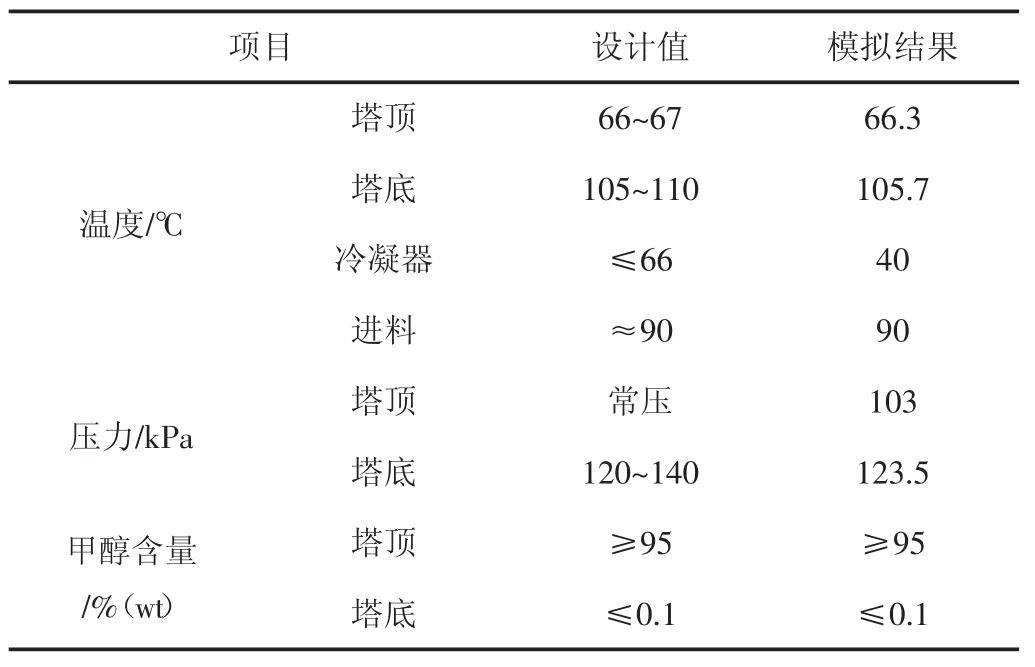
表2 甲醇回收工艺设计参数与模拟计算结果
3 甲醇回收装置精馏塔运行参数模拟优化
3.1 塔顶温度控制参数优化
苏里格气田甲醇回收精馏塔采用精馏段控制方案,通过控制塔顶温度进而控制塔顶产品的浓度,所以塔顶温度的控制参数显得尤为重要[3]。
塔顶温度与塔顶压力以及塔顶产品组成有关。苏里格第三天然气处理厂所在苏米图苏木年均大气压为86.69 kPa,比标准大气压偏低。通过Aspen Plus软件物性分析[4],得出在101.325 kPa、86.69 kPa下甲醇和水混合组分的T-xy相图(见图2)。

图2 101.325 kPa、86.69 kPa下甲醇和水混合组分的T-xy相图
由图2可知,对相同组成的甲醇与水的混合组分,101.325 kPa、86.69 kPa下其泡点温度有明显的差距。
导出86.69 kPa下甲醇和水混合组分的T-xy相图的具体数值(见表3)。
苏里格第三天然气处理厂在塔顶温度优化实验之后将塔顶温度控制在63℃,实际运行中中控人员一般将其控制在62.5℃~63℃,产品甲醇浓度为92.58%,与表3相符。但在这一温度下无论怎样调节回流比等其他参数,塔顶产品浓度依然不可能达到其设计要求(≥95%)。
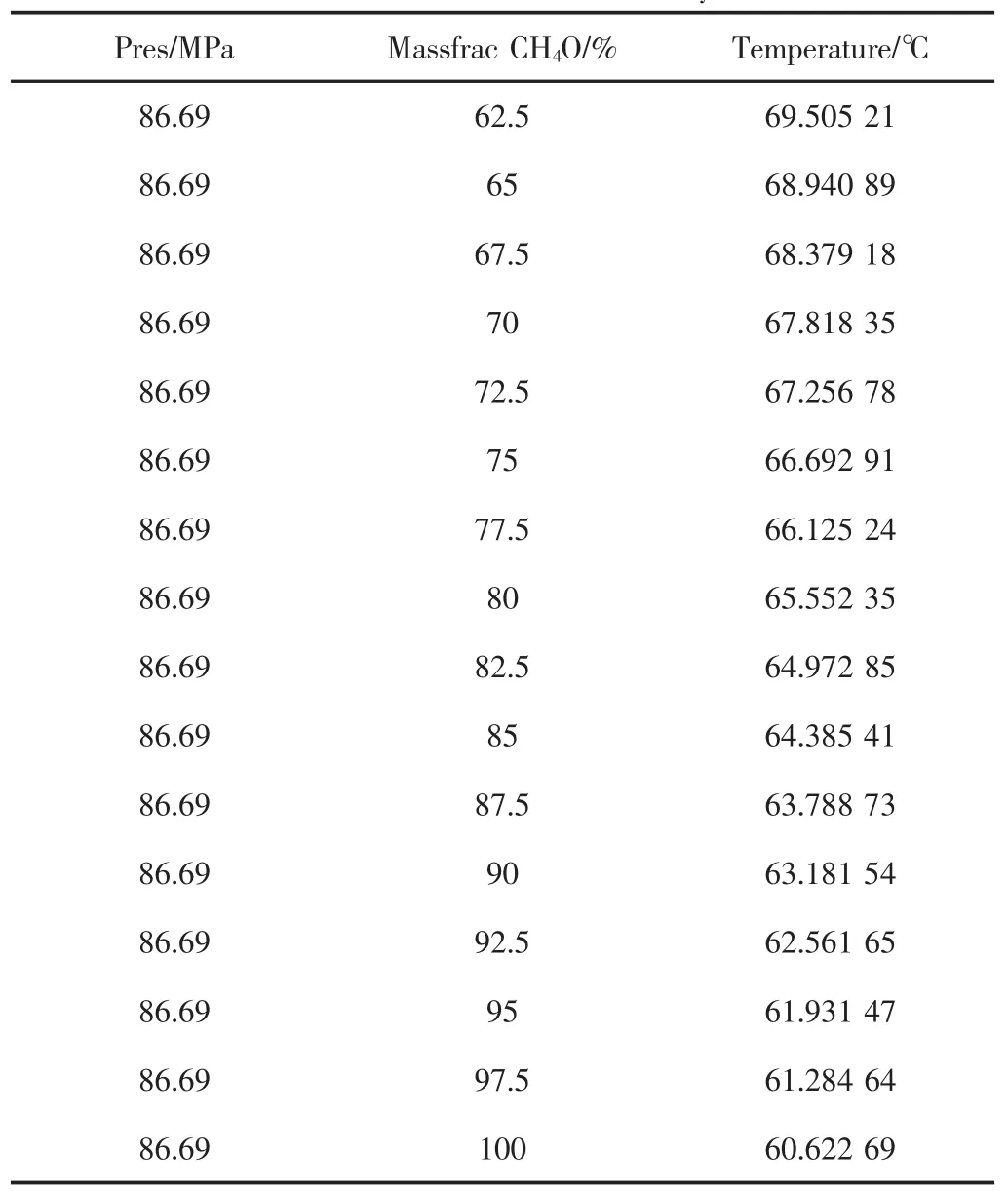
表3 86.69 kPa下甲醇和水混合组分的T-xy相图具体数值
由表3可知,在86.69 kPa下要想满足95%的分离要求,理论上必须将塔顶温度控制在60.6℃~61.9℃,因此可将塔顶温度控制在61.5℃左右。
实际运行中塔顶温度和压力略有波动,所以实际操作过程中将塔顶温度严格控制在61.5℃很难实现,于是苏里格天然气处理厂将塔顶温度控制在61℃~62℃,实验数据统计(见表4)。

表4 塔顶浓度化验数据统计
由表4可知,塔顶产品浓度平均为96.7%,其最大值、最小值及其平均值均与结论相符,进一步证明了理论的正确性。
3.2 典型操作工况运行参数模拟优化
精馏稳态操作要保持精馏装置物料守恒和能量守恒。
塔顶易挥发组分的物料衡算式如下:

式中:F-进料量,kmol/h;D-塔顶产品量,kmol/h;W-塔底产品量,kmol/h;xF-原料液组成,摩尔分数;xD-塔顶产品组成,摩尔分数;xW-塔底产品组成,摩尔分数。
根据式(2)可知,对于一定的原料液流量F和组成xF,只要确定了分离程度xD和xW,馏出液流量D和釜残液流量W也就被确定了。而xD和xW决定了气液平衡关系、R和理论板数NT(适宜的进料位置),因此D和W或采出率D/F与W/F只能根据xD和xW确定,而不能任意增减,否则进、出塔的两个组分的量不平衡,必然导致塔内组成变化,造成操作波动,使操作不能达到预期的分离要求。
含醇污水原料罐倒罐时,进料状态改变,要保持xD和xW不变,维持操作稳态,由物料守衡就要相应的改变D和W,由能量守恒就要改变塔底再沸器以及塔顶冷凝器的热负荷。因此在原料罐倒罐之前,需对原料罐含醇浓度进行化验,并保持稳定的进料量以及进料温度,进而对D和W参数作出相应调整以保证精馏塔的高效、平稳运行。
提高进料温度可降低塔底再沸器的热负荷,因此对塔底出料余热进行合理利用可有效降低装置能耗。依照甲醇回收装置2种典型的操作工况,对甲醇回收装置运行参数进行模拟、优化(见表5)。

表5 模拟典型工况下甲醇回收装置运行参数
4 能耗分析
提高进料温度再沸器热负荷减小。30℃和60℃的进料温度下再沸器热负荷(见表6)。

表6 典型工况、不同进料温度下再沸器热负荷
由表6可知:在含醇浓度20%(wt)的工况下,进料温度由30℃提高到60℃,再沸器热负荷减小50 789 kJ/h。在含醇浓度40%(wt)的工况下,进料温度由30℃提高到60℃,再沸器热负荷减小59 794 kJ/h。
工业上每立方米天然气燃烧热值约为33 487 kJ,视导热油炉的热效率为70%,换热器换热效率为90%。则在含醇浓度20%(wt)的工况下,进料温度由30℃提高到60℃可节约天然气2.4 m3/h。在含醇浓度40%(wt)的工况下,进料温度由30℃提高到60℃可节约天然气2.8 m3/h。
可见,在含醇浓度20%(wt)和40%(wt)的条件下,进料温度由30℃提高到60℃,再沸器热负荷减小量相近,以节约天然气2.6 m3/h计。天然气价格约为1元/立方米,则可节约成本62.4元/天,苏里格第三天然气处理厂甲醇回收装置每年大约运行300天,则可节约18 720元/年。
5 结论及建议
(1)优化了塔顶温度控制参数,理论上确定了塔顶甲醇产品浓度达到设计要求所需要的温度参数。
(2)确定并优化了典型操作工况下精馏塔的运行参数并提出了稳定运行的对策,保证精馏塔的高效、平稳运行。
(3)通过能耗分析,利用塔底余热提高进料温度可避免进料温度和进料位置处塔板温差过大而影响塔板传质效率,提高进料温度虽然可在一定程度上降低装置能耗,但影响不大,所以不建议后续新建甲醇回收装置增设进料加热器以节约设备投资费用。
(4)以上结论适用于本地区所有含醇污水甲醇回收装置。
[1]李亮亮.苏里格气田污水处理研究[D].西安石油大学,2009.
[2]王登海,等.长庆气田含醇污水甲醇回收工艺技术探讨[J].石油与天然气化工,2001,30(3):151-152.
[3]王新星,等.含醇污水甲醇回收精馏塔运行参数模拟优化[J].石油化工应用,2010,29(9):103-107.
[4]邓伟,等.甲醇回收工艺在苏里格气田的应用[J].石油化工应用,2011,30(1):100-103.
TE962
A
1673-5285(2016)01-0118-04
10.3969/j.issn.1673-5285.2016.01.032
2015-12-23
猜你喜欢
江苏安全生产(2022年5期)2022-06-16
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
制冷技术(2016年4期)2016-08-21
中学数学杂志(2016年1期)2016-02-16
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
天然气与石油(2015年1期)2015-02-28
天然气勘探与开发(2015年1期)2015-02-28
化工管理(2014年12期)2014-03-16
天然气勘探与开发(2014年3期)2014-02-28
