
输入电流与切削进给速度对木材激光烧蚀效果的影响*
2017-01-04 01:36吴哲郭强杨春梅白岩马岩
西部林业科学 2016年6期
吴哲,郭强,杨春梅,白岩,马岩
(东北林业大学 机电工程学院,黑龙江 哈尔滨 150040)
输入电流与切削进给速度对木材激光烧蚀效果的影响*
吴哲,郭强,杨春梅,白岩,马岩
(东北林业大学 机电工程学院,黑龙江 哈尔滨 150040)
针对浮雕家具表面的毛刺无法实现机械化砂光的问题,提出了采用纳秒脉冲激光烧蚀的解决方法。在本研究设计的激光加工试验平台上,以山杨木材为试材,研究不同输入电流、切削进给速度对木材激光烧蚀效果的影响,观察烧蚀后木材微观组织的变化,探讨纳秒脉冲激光试验参数对烧蚀深度的影响。试验结果表明,随着输入电流的增加,木材表面的炭化加剧,输入的电流为5mA时,获得最优的表面质量,同时在不同的进给速度下,烧蚀出现深度拐点。
浮雕家具;山杨;砂光;激光烧蚀;微观组织
我国是世界上最大的浮雕家具生产国。由于其良好的装饰作用和高档价值,使浮雕家具在人们的生产生活中占据着重要的地位。但在浮雕家具的曲面铣削加工过程中,铣刀会破坏木纤维的连续性和完整性,使加工表面的木纤维出现撕裂、崩掉、劈裂、搓起,加之木材细胞的空心结构,进而使浮雕表面出现大量的不规则微观毛刺,导致浮雕家具的表面质量变差。微观毛刺直接影响着浮雕家具的美观度,砂光打磨工序就是为了去除其表面的毛刺,提高木制品的表面光洁度[1~3]。现阶段,在浮雕家具的生产过程中,各个工序基本都可以实现机械化,仅表面砂光和打磨工序还只能以手工为主。这主要是由于浮雕木制品表面高低形貌变化大,机械化打磨容易出现过砂或者漏砂的现象。基于此,本研究提出采用纳秒脉冲激光的方式进行木材表面毛刺加工,以实现浮雕家具毛刺的机械自动化打磨。
纳秒脉冲激光加工木材是一种特殊的方法,具有作用持续时间短,加工热影响区小,加工表面效果好等优点。其基本原理是利用高能量、短脉冲激光聚焦照射在木材表面,通过材料吸收激光能量产生热烧蚀效应,进而实现木材热分解和炭化,达到去除木材表面材料的目的[4~5]。在激光加工中,聚焦后极细的高能脉冲激光束或连续激光束如同刀具一般,可将物体表面材料逐点去除,属于非接触性加工,不产生机械挤压或机械应力,激光加工实质上是光学、热学、力学等学科的交叉耦合过程,是电磁场、光场与物质结构的相互作用及能量转换的过程。激光束的照射过程中将产生冲击强化、热吸收、表面融化和气化4个过程[6~7]。在激光去除材料的过程中存在着光化学机制和光热机制[8]。木材由于其内部是多孔组织结构,在激光加工中不容易出现光化学机制,所以分析认为采用纳秒脉冲激光加工木材存在的主要是光热机制。对于木材来讲,它是一种由有机质构成的复合体,主要由纤维素、半纤维素和木素构成,这些物质和水分与醣类粘液体构成木材的整体。在受热以后,瞬时的高温首先引起水和粘液体醣类发生熔化,将热量沿木材的细胞管进行传导,提高木质部的温度,当温度超过纤维素和木素的燃点以后,这些物质将开始燃烧,由于激光的能量大到可以将它们气化,因此,木材的燃烧过程是极快的[9]。本文采用自行设计的激光烧蚀设备,通过改变激光的输入电流强度和切削进给速度来研究激光对所加工木材表面质量和切削加工深度的影响,观察烧蚀后木材表面的微观形貌,比较不同条件下的烧蚀深度,筛选出合适的木材激光烧蚀工艺,得到了初步的试验结果,为实现浮雕家具的机械自动化打磨奠定了一定的理论和试验基础。
1 材料与方法
1.1 材料与设备
试验选取家具制造中常用的山杨(PopulusdavidianaDode)为试材,首先在木工机床上把试件加工成大约为130mm×80mm的小木块,要求试样表面加工平整、光滑,无裂缝、瑕疵、节疤、腐朽等缺陷。
试验所用纳秒脉冲激光烧蚀设备的光源采用JDW3-250型激光电源,激光器采用YAG激光器,冷却系统采用PH-LW06-BLP型激光冷水机,聚焦系统由多片光学镜片组合而成。
1.2 方法

2 结果与分析
2.1 输入电流对木材激光烧蚀效果的影响
试验首先在1cm/s的切削进给速度下进行,图1为纳秒脉冲激光加工后木材表面的微观组织。图中黑色部分为木材炭化后留下的痕迹,说明在激光加工的过程中木材表面发生过高温燃烧。从图1-a中可以观察到,输入电流为5mA时,激光加工后的木材表面很少有炭化痕迹存在;输入电流为10mA时,木材表面能观察到明显的炭化痕迹,如图1-b中箭头所示,但炭化区域不是很大;随着输入电流的加大,当输入电流达到15mA时,木材表面的炭化明显加剧,如图1-c中箭头所示;当输入电流达到20mA时,木材表面的炭化进一步加剧,如图1-d中箭头所示。图1表明输入电流是影响木材表面加工质量的重要因素,输入电流越大,木材炭化越严重,加工后木材的表面质量越差。在图1中还可以明显观察到木材的表面存在很多亮白色的区域(如图1-c和1-d中的箭头所示),这是激光烧蚀后把木材的管胞击穿而留下的痕迹。由于不同种木材的材性存在很大的差异(木材材性包括含水率、容积重、纤维方向和木材强度等),因此在加工不同种木材的时候要选择不同的输入电流才能得到理想的表面加工质量。在1cm/s的切削进给速度下,木材激光加工山杨的最佳电流为5mA,此种电流下烧蚀后的木材表面状态最好。

图1 不同输入电流木材烧蚀后表面的微观组织
2.2 加工速度对木材激光烧蚀的影响
分别在1cm/s、3cm/s、5cm/s和10cm/s的加工进给速度下进行木材烧蚀试验,比较不同输入电流(输入电流分别选取5mA、10mA、15mA、20mA和25mA)对木材烧蚀深度的影响。根据烧蚀结果绘制不同切削进给速度下的电流(X)——切削深度(Y)曲线图,如图2-a、图2-b、图2-c和图2-d所示,从4个图中的曲线可以观察到在相同的输入电流下,切削进给速度对切削深度有着明显的影响。例如:当输入电流都为10mA时,切削深度会随着切削进给速度的增加而明显减小,当进给速度为1cm/s时,切削深度为0.92mm;当进给速度为3cm/s时,切削深度为0.45mm;当进给速度为5cm/s时,切削深度为0.32mm;当进给速度为10cm/s时,切削深度为0.28mm。分析其原因,随着切削进给速度加快,激光束在加工表面停留的时间会变短,而加工表面积聚的热量就会减少,从而最终导致切削深度的降低。通过对图2的对比观察可以确定:当输入电流为15mA,进给速度为1cm/s时,切削深度最大。
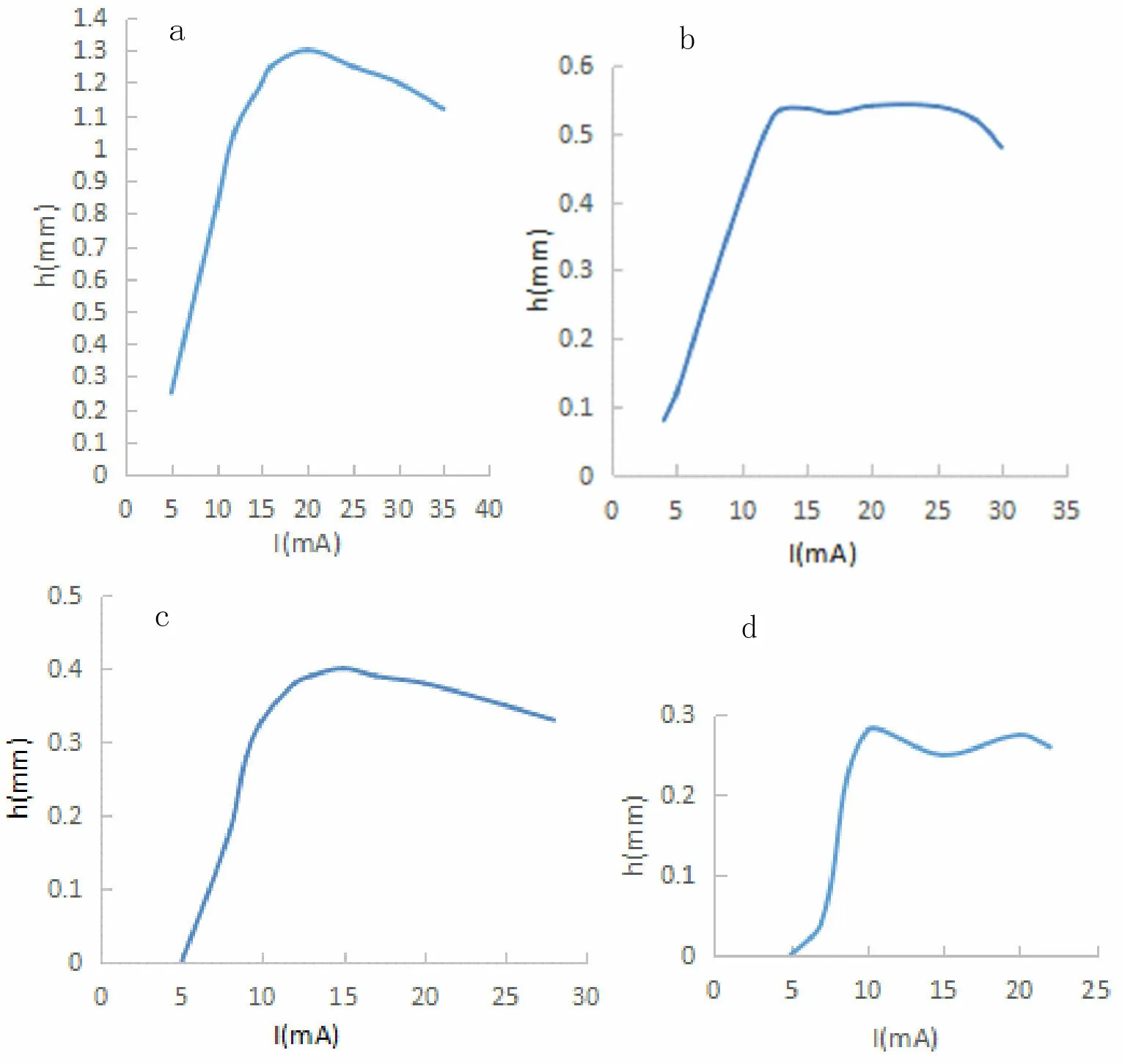
图2 不同切削进给速度下,输入电流(横坐标)与切削深度(纵坐标)的关系
注:a为切削进给速度为1cm/s,b为切削进给速度为3cm/s,c为切削进给速度为5cm/s,d为切削进给速度为10cm/s
Fig.2 The relationship between input current and cutting depth at different cutting speed
通过对图2-a、图2-b、图2-c和图2-d的观察还可以发现,切削深度并不是随着输入电流的增大而一直呈现线性变化,而是当输入电流达到一定的数值时出现深度拐点。在1cm/s、3cm/s和5cm/s的切削进给速度下,深度拐点出现在输入电流为15mA时;在10cm/s的切削进给速度下,深度拐点出现在输入电流为10mA时。当输入电流达到深度拐点时,继续增大输入电流时,切削深度没有得到提高,反而出现降低趋势。结合图2中激光烧蚀后的微观组织对此现象进行分析,可以发现,在1cm/s的进给速度下,随着输入电流的增加,木材的炭化区域明显增大;而在输入电流为15mA切削深度出现拐点时,木材表面的炭化较输入电流为10mA时明显加剧,如图2-b和图2-c所示。因此可以据此分析,出现切削拐点主要是由于输入电流的增加使木材炭化区域增大以及炭化层的厚度变深所导致。因为木材炭化的加剧会改变木材的材性,进而降低原有木材的传热能力[12],使脉冲激光产生的热量向木材内部的渗透减弱,从而引起切削深度的降低。
3 结论
(1)采用纳秒脉冲激光烧蚀木材的过程中,输入电流的变化会对加工后木材表面的质量产生明显影响。输入电流的增加会使木材表面的炭化加剧,因此选择合适的输入电流是获得良好表面质量的关键。对山杨而言,最佳输入电流为5mA。
(2)木材在相同输入电流的情况下,随着切削进给速度的提高,切削深度会逐渐减小。
(3)木材在相同的切削进给速度下,随着输入电流的逐渐增加,切削深度存在拐点。在拐点之前,随着输入电流的增加,切削深度增加;在拐点之后,随着输入电流的增加,切削深度减小。
[1]李赐生.木家具的砂磨技术和设备[J].家具,2000(5):14-15.
[2]付齐江.实木门加工工艺研究及重点[J].木材工业,2006(6):19-22.
[3]沈文荣.关于影响抛光成本若干因素的分析[J].中国人造板,2007(12):16-20.
[4]李阳龙,王伟平.激光与聚合物的相互作用及其应用[J].光电技术应用,2010,25(2):8-13.
[5]王文君,姜歌东,梅雪松,等.飞秒激光掩模版加工中的精度控制方法[J].红外与激光工程,2010,39(2):320-324.
[6]张松,胡金玲,王强.等.医用钛表面激光显微加工工艺参数的优化[J].沈阳工业大学学报,2008,30(4):424-427.
[7]王伟,王璞璇,郭艳玲.选择性激光烧结后处理工艺技术研究现状[J].森林工程,2014,30(2):101-104.
[8]Lippert T .Interaction of photons with polymers:from surface modification to ablation[J].Plasma Processes & Polymers,2005,2(7):525-546.
[9]马洪斌.木材SLS加工机理和木制品RPM制造理论研究[D].哈尔滨:东北林业大学,2002.
[10]王斌.不同脉宽激光致光学薄膜元件损伤特性和机理分析[D].南京:南京理工大学,2012.
[11]赵志培.毫秒脉冲激光烧蚀下金属靶材温度场与热应力分析[D].天津:天津大学,2011.
[12]王雪花.粗皮桉木材真空热处理热效应及材性作用机制研究[D].北京:中国林业科学研究院,2012.
The Effect of Input Current and Cutting Feed Speed on Laser Ablation Wood
WU Zhe,GUO Qiang,YANG Chun-mei,BAI Yan,MA Yan
(College of Mechanical and Electrical Engineering,Northeast Forestry University,Harbin Heilongjiang 150040,P.R.China)
Mechanized sanding of the burrs existed in the surface of anaglyph furniture cannot be conducted,and an approach of laser ablation with nanosecond pulse was proposed in this study.On the platform of laser processing,by usingPopulusdavidianaDode as tested material,the effect of input current and cutting feed speed on laser ablation wood was analyzed,and the change of wood microstructure after laser ablation was observed.The results showed that the wood carbonization was intensified with the increase of input current,and the best quality of wood surface was produced when the input current was 5 mA.In the meantime,the ablation depth inflection point occurred at different feed velocity.
embossed furniture;PopulusdavidianaDode; sanding; laser ablation; microstructure
10.16473/j.cnki.xblykx1972.2016.06.006
2015-12-29
国家自然科学基金项目(31200434),高等学校博士学科点专项科研基金新教师类资助课题(20120062120009),中国博
吴哲(1980-),男,副教授,博士,主要从事木材激光加工等方面研究。E-mail:wuzhepersonal@126.com
简介:杨春梅(1977-),女,副教授,博士,主要从事木材加工等方面研究。E-mail:53996102@qq.com
TS 65;TH 145.9
A
1672-8246(2016)06-0033-04
士后基金(2013M531007)。
猜你喜欢
军事文摘(2021年16期)2021-11-05
环境卫生工程(2021年4期)2021-10-13
少儿科学周刊·少年版(2021年20期)2021-01-17
智慧少年·故事叮当(2020年9期)2020-10-09
建材发展导向(2020年16期)2020-09-25
山东冶金(2019年2期)2019-05-11
安徽建筑(2018年4期)2019-01-29
儿童故事画报·智力大王(2017年3期)2017-06-30
幼儿智力世界(2015年5期)2015-08-20
新型炭材料(2015年3期)2015-01-01
