
环保型全干式套管光纤余长控制方法
2017-01-09 01:18珠海汉胜科技股份有限公司曾辉杨乔云张卓
现代传输 2016年6期
>> 珠海汉胜科技股份有限公司 曾辉 杨乔云 张卓
环保型全干式套管光纤余长控制方法
>> 珠海汉胜科技股份有限公司 曾辉 杨乔云 张卓
引言
光缆在日常使用中常受到外界环境(拉伸、温度、湿度)等诸多因素影响,具体表现为光缆在短期拉伸作用下其纤应变应小于或者等于缆应变的33.33%;而在长期拉力下纤应变应小于缆应变的20%。故而对于套管内的光纤余长控制显得愈加重要;这将关系到下一道工序成缆绞合乃至成品高低温循环光纤传输性能的合格率。因此,本文着重结合实际生产工艺特点在设备改进、气压调整、水温处理以及干式紧压装置等方面不断改善,期光纤光学传输、环境性能、机械性能均通过符合YD/T 901-2001和IEC60794-1标准。
一 存在问题
在全干式套塑工序中,其束管色谱和结构按照客户要求,采用干式PBT+色母粒形式生产,外加纵拖1根阻水纱ZSS-10.0,在全干式光缆中光纤余长控制关系到成品的光学性能衰减不合格,其现象通常表现为:
a.光纤容易粘连到松套管内壁而造成光纤微弯。在传统的油膏填充式光缆光纤松套管生产中,填充的纤膏不但起到阻水作用,还起到一定的润滑和悬浮光纤的作用,使光纤不与松套管内壁粘连,防止光纤余长过大,从而防止了光纤衰减性能变差。在全干式光缆光纤松套管生产时,松套管在通过挤塑机高温挤出时未完全冷却,松套管内壁柔软且有一定黏性,但此时取代传统的纤膏的非润滑阻水纱无法对光纤起到一定的润滑和悬浮作用,使光纤极易粘连到松套管内壁上,导致光纤余长过大,并且冷却后粘在松套管内壁上的光纤也不易自如地与松套管内壁分离,从而造成光纤微弯,衰减增大、超标。

图1 全干式套管结构截面图
b.松套管的直径及圆整度欠佳而造成光纤余长控制欠佳。在传统的油膏填充式光缆光纤松套管生产中,填充的纤膏起到支撑松套管的作用,通过调节生产线的螺杆转速和油膏填充泵转速可以方便的控制松套管的壁厚,以及松套管的圆整度。在全干式光缆光纤松套管生产中,阻水纱起不到支撑作用,挤出后的松套管会立刻变形,无法保证工艺所要求的松套管直径均匀性和圆整度,造成光纤余长控制欠佳,衰减增大、超标。
c.阻水纱与松套管内壁较大的摩擦因数而造成光纤余长变大。在全干式光缆光纤松套管生产中,阻水纱与松套管内壁之间的摩擦因数较大,使挤出的松套管未能自由收缩,待之后的冷却时松套管会加速收缩,导致光纤余长变大,衰减增大、超标。
二 余长机理
在光纤分布套管路径光纤是以类似弯曲形式分布,其余长自此获得,设定套管距离为L1,纤长为L2;光纤余长为ε:其具体表达式如下:

因为光纤在松套管内是以弯曲形式存在),可将路径大致以螺旋形式排布(详见图2),在一定定长OM的松套管内部纤长终点为O,当将其余长被拉长时可移至N;故而可将余长ε′表示为:

其中,r=R1-R2,R1为松套管内径,R2为光纤束的等效直径,故而将螺旋分布与光纤拉直可得如图2所示的比对;当然,对于光纤束的等效直径可通过确保圆整性地正六边形定则,设定光纤直径为,对于光纤束而言,X根光纤可以等效包裹在该光纤周围,放置Y圈之后,则两者之间关系可表示如下:

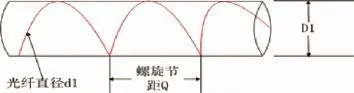
图2 光纤在套管内分布模拟图
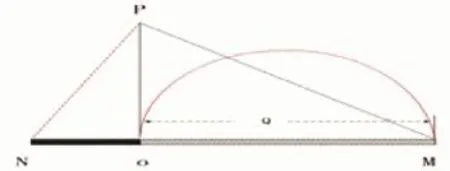
图3 余长螺旋分布与光纤拉长对比
三 控制方法
通过以上理论数学几何模型构建,结合实际生产情况;在二次套塑工序中产出圆整度较好、余长控制适宜地全干式松套管对于后期成缆、放护至关重要,直接关系到成品的拉伸试验、高低温循环测试;因此,在对干式套管生产中工艺控制是必不可少的重要环节。一般从以下几个方面需要注意:
(1)在对其穿纤之前需对光纤放线架导轮、摆杆进行清洁处理,防止光纤高速放线粘附灰尘进入套管,影响后期附加衰减;必要时对挡纤杆仔细清洗。
(2)光纤与阻水纱在穿绞合头时候,尽可能保持阻水纱位于光纤束上面,同时,对过阻水纱的瓷眼进行吹风处理,防止受潮阻水纱上面粘附颗粒、粉尘;引起套管出现鼓包现象。
(3)采用吹气装置来替代充纤膏,充气装置各部分连接之间不得漏气、气压不稳等现象出现;其主要是为了保证套管的圆整性。
(4)对于气压压强设置,要根据套管实际大小的需要进行现场调节,直至套管圆整为止。
(5)采用干式PBT-(Q02)材料,相比普通PBT料其结晶温度稍微偏高点,且结晶时间更加平缓,收缩变化不显著。
(6)在干式松套管生产时,增加了紧压式牵引装置,紧压式牵引轮的速度高于主牵引轮的速度;这样,可使挤出机机头与紧压式牵引装置之间的松套管被拉伸,紧压式牵引装置与光纤余长主牵引装置之间的松套管被压缩,很好地补偿了松套管材料内部的晶格取向,保证在松套管成型和冷却后几乎不存在后收缩现象。通常松套管的后收缩现象与生产速度成正比,多次生产试验表明,在采用紧压式牵引装置后,以任何生产速度生产的松套管的后收缩几乎为零。
(7)一般在可将纤针略伸出模口0.5-1mm;其主要目的在于确保管内纤不受机头高温影响,在一定程度上对生产出合格全干式套管是有益的。
(8)若紧压式轮与主牵引轮速度差过大,则光纤余长偏小,且主牵引轮出现压线、垮线现象;反之,速度差过小,则会出现光纤余长偏大现象;在此过程中控制紧压式装置的电位器直至出现束管成“轻微游摆”。
(9)对于温水槽禁止放水,热水槽和冷水槽跟油膏式套管温度一样;其主要作用在于防止刚过热水槽的干式套管在进入紧压轮出现打滑现象;从而对后期束管余长控制带来很大不利。
(10)在放阻水纱时,常将其放在固定滚动架上进行被动进管,且要保证阻水纱跟其它光纤平行纵拖;防止阻水纱出现跳线、拉断情况出现。
综合上述,在全干式套管生产中,依据1-10所示方法去注意生产工艺细节;对生产出质量合格、性能兼优的干式套管有一定指导意义。
四 小结
随着通信行业日新月异发展,对光缆在施工便利、绿色环保上提出更高要求;本文引用余长控制机理,由浅入深对其形成过程采用几何数学方式模拟分析,进而针对实际工艺生产提出一些个人经验;对生产出套管圆整性较好、余长纤差控制在0.05%及以下的全干式套管具有一定借鉴指导价值。
猜你喜欢
上海涂料(2021年5期)2022-01-15
昆明医科大学学报(2021年8期)2021-08-13
文物季刊(2021年1期)2021-03-23
昆钢科技(2021年6期)2021-03-09
小哥白尼(趣味科学)(2019年7期)2019-11-16
中国临床医学影像杂志(2019年5期)2019-01-07
中国特种设备安全(2018年10期)2018-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年2期)2017-05-04
现代传输(2016年2期)2016-12-01
