
100 MW汽轮发电机铝铁青铜支架夹板铸造工艺改进
2017-05-18 02:21王清宇矫勇
铸造设备与工艺 2017年2期
王清宇,矫勇
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
100 MW汽轮发电机铝铁青铜支架夹板铸造工艺改进
王清宇,矫勇
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
对100 MW系列汽轮机机组使用的支架夹板进行铸造工艺改进,成功应用熔模铸造工艺实现了支架铸件生产。在生产过程中,通过三维实体造型、计算机仿真模拟、熔模铸造工艺等多项新技术、新材料及新工艺相结合,改进生产工艺,成功获得尺寸精度高、表面质量好的铸件产品。
支架夹板;铸造工艺;熔模铸造;计算机模拟
铝铁青铜支架夹板是公司100 MW系列汽轮发电机组中的一种铸件,是公司长期生产的定型产品。图1、图2分别为支架夹板的三维示意图及铸件、零件图。由于这种铸件加工后安装在具有强大磁场和很大震动的工作环境条件下,所以设计中对这种铸件的机械性能要求很高,不允许有任何铸造缺陷。而铸造铝青铜的铸造性能不好,而且对熔化操作、铸造工艺和浇注系统要求很高,经常出现质量问题,必须在铸造工艺上对其攻关、改进,提高产品质量。
1存在问题
根据以往此类铸件生产情况的统计:铸件的主要铸造缺陷表现为加工面气孔和非加工面的局部氧化褶皱,废品率在个别年度曾高达30%以上。质量问题造成经济损失非常严重,同时严重影响公司整机的“准时化生产”进程。
2生产工艺分析
铸铝青铜支架夹板铸件为长线、批量铸件,原铸造工艺方案如图3所示:
1)模型为铝型实样,结构稳定,表面质量好,使用寿命长;
2)加工余量:全部为5 mm;
3)铸件结构简单,凝固过程无阻碍,线性收缩率设定为15/1000;
4)黏土砂造型:打制倾斜平面底胎,上箱造型,倾斜浇注;
5)封闭式浇注系统,提高挡渣能力。
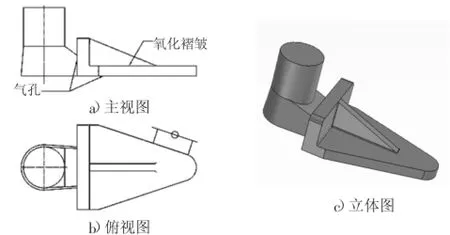
图3支架夹板原铸造工艺图
铸件出现的主要铸造缺陷表现为加工面气孔和非加工面的局部氧化皱褶情况,通过现场确认、查阅了有关资料,分析原因如下:
1)气孔出现原因如下:
①熔炼过程中金属液体中含气量大;
②砂型是湿型,在浇注过程中由于透气性不好,产生的大量气体不易排出型腔;
③水平浇注方向不利于型腔内气体的排出;
④铸件在冷却过程中没有形成顺序凝固,进而使金属液中的气体析出受阻。
2)氧化皱褶出现的原因如下:
①铝铁青铜材质中含铝较高,高温下极易氧化,产生夹杂;
②水平浇注方向使金属液面接触空气面大,造成氧化膜多形成皱褶;
③由于液面面积大,所以液面上升速度相对慢,使液面接触空气时间长,氧化膜增多,形成皱褶。
3改进措施
针对上述形成缺陷的原因,根据铝铁青铜这种金属的铸造特点,经过多次试验,从以下几方面着手进行改进:
1)提高熔化过程中除气剂的质量和操作水平;
2)采取措施使型腔内的气体和金属内析出的气体顺利排出;
3)使铸件在冷却过程中形成顺序凝固;
4)增加型砂的透气性和冷却速度。
根据以上思路,经过多次调整工艺进行生产,发现改变浇注位置和浇注方向可以取得较好的结果,采取具体措施如下:
1)熔化方面,选用质量高的除气剂,严格按工艺规程操作,确保金属液的纯净;
2)为了使型腔内的气体和金属液内含有的气体顺利析出并排出,改变铸件浇注方向并采用底注的浇注系统,冒口由侧冒口改为顶冒口(如图5),这样由于金属液体由型腔底部上升,快速注入型腔,使腔内和金属液中的气体和氧化夹杂由铸件上方的冒口顺利排出;
3)由于采用底注,形成了铸件冷却、凝固过程中的顺序凝固;
4)为了减少金属液体中气体的析出,采用了水玻璃自硬砂加快砂型热传导的速度,使铸型中金属液体的冷却速度大大提高,而且水玻璃自硬砂的透气性也很好;
5)通过改进浇注位置和浇注方向,减小铸件浇注时水平截面,减少金属液由于与空气接触产生的氧化夹杂。
用计算机软件对支架夹板铸件前后铸造工艺进行三维造型,然后与铸造模拟软件(MAGMA)接口,进行铸造工艺过程凝固模拟,如图4所示,可以看出立浇的工艺方案铸件内部致密、质量良好,冒口的补缩效率高。
综合以上各种要素,重新编制了新的铸造工艺,使顺序凝固、快速冷却、排气通顺、补缩充分等优点集于同一工艺。采取卧造型立浇注的工艺方案,使铸型中接触空气的金属液面积大大减小,而且上升速度快,减少了金属表面的氧化机会,消除了铸件表面氧化膜皱褶缺陷。
改进后的铸造工艺简图如图5所示。
经过首批熔模铸造工艺生产支架夹板铸件的加工、装配,发现朝上的小平面冒口周围除个别铸件存在小的夹渣缺陷外,通过调整大平面的加工余量,此问题得到了解决。
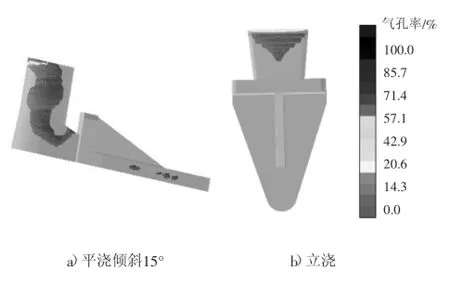
图4支架夹板铸造工艺计算机模拟
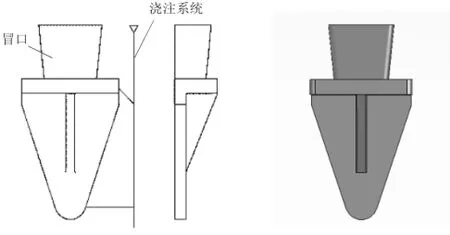
图5支架夹板立浇铸造工艺
4熔模铸造工艺
4.1工艺过程
支架夹板改为立式浇注后,铸件内部质量和氧化夹杂缺陷得到了很大改观。由于使用型砂造型、制芯,虽然通过砂型表面刷锆英粉涂料等措施来提高铸件表面质量,但是铸件依然会存在飞边、错箱、偏芯等尺寸问题,以及砂眼、涂痕等表面质量问题,增加了铸件清理、打磨的难度和尺寸检验等工作的工作量。尤其是公司提倡“精品工程”和“零缺陷产品”生产的质量观念,对铸件的外观提出了新的挑战。决定采用熔模精密铸造方法进行支架夹板铸件生产。精密铸造能获得相对准确的形状以及较高的铸造精度和表面质量,其工艺流程如图6所示。
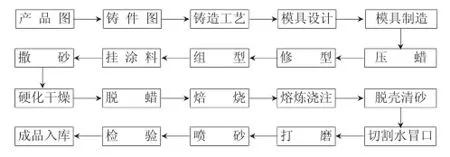
图6熔模铸造流程图
首先根据产品要求进行铸件图和铸造工艺设计,然后设计、制作模具。用注入蜡料的方法获得原始的蜡模,组装浇注系统和补缩冒口;在蜡模组上重复进行涂料与撒砂工序,然后硬化及干燥型壳;再将内部的蜡模溶化掉获得型腔;焙烧型壳以获得足够的强度与透气性能;浇注所需要的金属材料;脱壳后清砂,从而获得尺寸精度高、表面质量好的成品铸件。根据产品需要再进行相应的热处理与机械加工,制造出优良的支架夹板零部件成品。
生产工艺上采用中温蜡料压蜡成型,组树后进行表面细化处理;经机械手挂涂、全硅溶胶制壳、自动控制恒温干燥后,利用中频感应炉冶炼、浇注。
用熔模铸造所制得支架夹板铸件如图7所示,铸件表示质量明显优于砂型铸造。
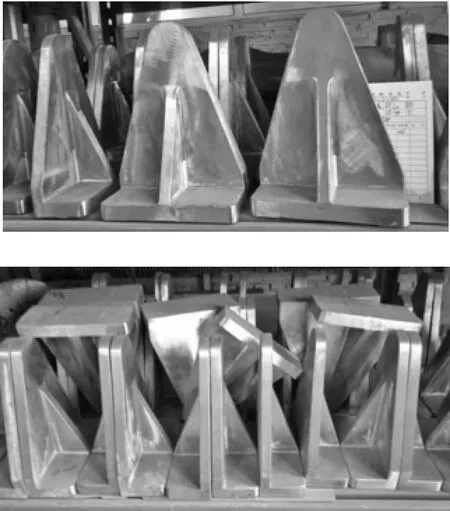
图7支架夹板熔模铸件照片
4.2与砂型铸造对比
通过改变铸造工艺方法,成功生产了支架夹板铸件。比较支架夹板铸件熔模铸造与砂型铸造生产工艺,具有以下优点:
1)使用同一模具铸件尺寸形状精确,重复性好,均一性高,同时铸件的表面光洁度高;
2)取消了砂芯和合箱工序,根除了由于制芯、下芯以及起模、合箱过程引起的尺寸偏差和铸造缺陷;
3)铸件无飞边毛刺,且表面质量好,使清理打磨工作量减少50%以上;
4)可在理想位置设置合理形状的浇冒口,不受分型、取模等传统因素的制约,减少了铸件的内部缺陷;
5)取消了拔模斜度;减少了加工余量,减轻了铸件重量,降低了机加工成本;
6)立式浇注工艺,降低了造型、浇注的难度并减少浇注金属液量,提高了工艺出品率,降低了生产成本。
改变铸造工艺后的效果可以从图2,图7中看到铸件质量的改变。图8为两种工艺生产的支架夹板零件在加工、打磨处理后安装的情况。熔模工艺生产的铸件棱角分明、无夹渣,尺寸精度高、表面质量好。
5结论
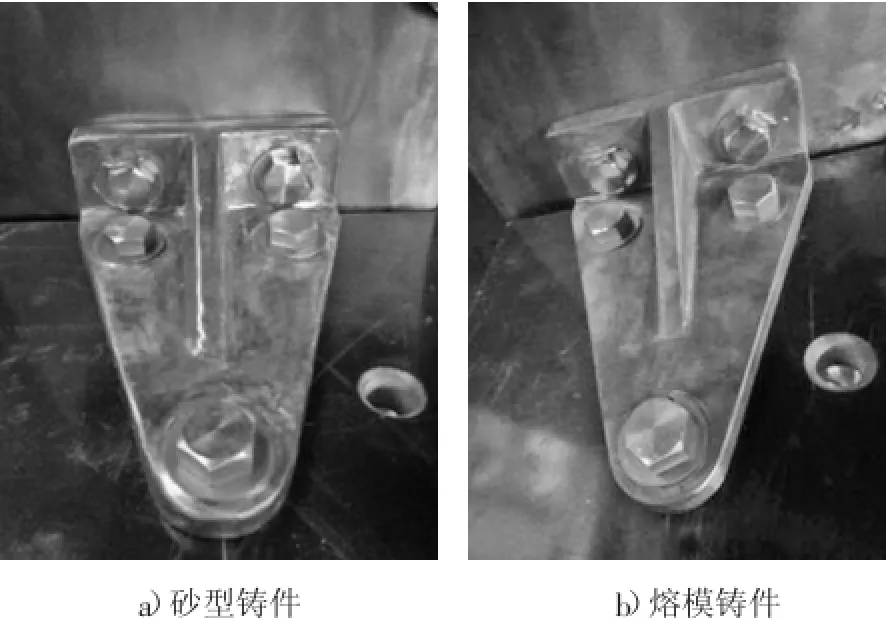
图8支架夹板加工、安装后照片
铸造工艺方法的选择对铸件产品质量有着决定性的作用。一般来讲砂型铸造成本低廉,对产品结构、复杂程度、铸件材质和重量,没有什么特别的约束性,是通用性最为广泛的铸造方法。但是鉴于铸件产品的不同结构、材质、使用工况、技术要求,工艺方法的选择更要根据铸件实际要求来进行,不同的产品应选择最适宜的制造工艺。
Improvement of Foundry Technology of Aluminum-Iron Bronze Support Plate for 100 MW Steam Turbine Generator
WANG Qing-yu,JIAO Yong
(Casting Division,Harbin Electrical Machinery CO.,LTD.,Harbin Heilongjiang 150040,China)
The casting process of the support plate used in the 100MW series steam turbine units was improved,and the support plate was successfully produced using investment casting technology.In the casting process,3D solid modeling,computer simulation,investment casting technology and many other new technologies,new materials and new technology were used to improve the production process.The resulted products have high dimensional accuracy and surface finish.
support plate,casting process,investment casting,computer simulation
TG24
A
1674-6694(2017)02-0007-03
10.16666/j.cnki.issn1004-6178.2017.02.003
2017-12-20
王清宇(1976-),男,满族,工学学士,高级工程师。从事有色合金与特种铸造工艺设计、研究及实体设计、铸造计算机模拟工作。
猜你喜欢
铸造设备与工艺(2022年1期)2022-04-26
铸造设备与工艺(2021年2期)2021-06-08
大型铸锻件(2021年3期)2021-04-30
燕山大学学报(2021年2期)2021-04-12
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
装备维修技术(2020年8期)2020-11-20
模具制造(2019年3期)2019-06-06
铸造设备与工艺(2017年6期)2018-01-28
汽车电器(2014年4期)2014-04-25
