制造车间基于RFID与CEP的工件实时监测
2017-05-18 19:23张存吉姚锡凡张剑铭
湖南大学学报·自然科学版 2017年4期
张存吉+姚锡凡+张剑铭
摘 要:为解决智慧制造车间工件异常情况的实时监测问题,以及追踪工件加工过程的轨迹,提出基于RFID与复杂事件处理的实时监测方法.基于信息物理融合系统理念构建智慧制造车间的感知环境和定义各类事件模型,采用基于SMURF的综合方法清洗RFID数据,应用复杂事件处理技术监听工件的异常情况,并形成工件实时状态矩阵.仿真实验证明,该系统可以实现预期功能,为智慧制造车间的主动调度提供依据.
关键词:智慧制造;无线射频识别;复杂事件处理;数据处理;实时监测
中图分类号:TP391;TH166 文献标志码:A
Real-time Monitoring of Workpieces Based on RFID and CEP for Manufacturing Workshop
ZHANG Cunji, YAO Xifan, ZHANG Jianming
(School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract:To solve the problems on monitoring abnormal conditions of workpieces in real time and tracking machining processes in wisdom manufacturing workshop, a real-time monitoring method based on RFID and CEP was proposed. The sensing-aware environment of wisdom manufacturing workshop was built based on Cyber-Physical Systems, and all kinds of event models were defined. A synthetic data cleaning method based on SMURF was adopted to clean the raw RFID data. The complex event processing system was also applied to detect the abnormal conditions of workpieces, and a real-time status matrix was then formed. This system achieves the expected functions by simulation experiment, which provides a basis for proactive job-shop scheduling in wisdom manufacturing.
Key words: wisdom manufacturing; radio frequency identification; complex event processing; data processing; real-time monitoring
随着物联网(Internet of Things, IoT)、云计算(Cloud Computing, CC)、普适信息(Ubiquitous Information, UI)[1]、信息物理融合系统(Cyber-Physical Systems, CPS)[2]等信息技术的迅猛发展,以及工业互联网(Industrial Internet, II)[3]、工业4.0(Industrie 4.0)[4]、中国制造2025[5]的提出,一种面向服务、基于知识运用的人机物协同制造模式——智慧制造(Wisdom Manufacturing, WM)[6]正在兴起.智慧制造强调社会世界(Social World)、信息世界(Cyber World)和物理世界(Physical World)的融合,即形成一个社会信息物理系统(Socio-cyber-physical systems, SCPS)[7],在人、机、物融合的环境下,智慧制造体现制造即服务的理念.
近年来,已经有许多国内外学者尝试将物联网用于制造生产车间,基于无线射频识别(Radio Frequency Identification, RFID)与复杂事件处理(Complex Event Processing, CEP)[8]技术监测产品整个生产过程.黄向明等[9]提出一种基于活动的工程机械再制造过程信息追溯模型;Wang等[10]提出一种在制品(Work In Process, WIP)状态监测模型,描述了在制品状态的分层结构和重要内容;Zhou等[11]描述了基于RFID的远程监测系统;Guo等[12]提出基于RFID的智能决策系统,应用RFID和云技术,实时获取分布式制造环境下的产品信息;Hu等[13]介绍一种基于RFID离散事件(Discrete Event, DE)的制造车间监测系统;Tu等[14]提出基于Agent的分布式产品控制框架,将超高频RFID技术应用于动态的制造环境中;Bichet等[15]介绍了超环境(Hyper Environments)中RFID在装配企业生产流程和供应链中的追踪应用;黄毅等[16]提出一种RFID实时事件处理系统的设计方法及其实现案例;臧传真等[17]定义了智能物件复杂事件的语法、語义和操作符;白翱等[18]研究了从车间物流实时数据中提取有效信息的语义分析原理,将简单事件聚合为6种常见的物流复杂事件;Gyllstrom等[19]开发了一个复杂事件处理系统SASE;Ku等[20]提出一个CEP面向模式的方法处理RFID数据,基于规则的方法用于有效识别原始事件和复合事件;Jin等[21]应用表达流语言(ESL)有效收集RFID事件,并用时间Petri网给复杂事件引擎建模;Bülow等[22]介绍了一种用实时数据进行业务流程监测的方法.
通过分析以上文献得出:RFID可以应用于制造生产车间,监测各种制造资源,从大的框架方面加以论述,然而很少涉及到具体的应用场景,进一步挖掘某一方面的具体应用,诸如只监测工件,或只监测人员等;研究CEP的各种算法、原型,与实际的车间生产流程结合不是很紧密;制造生产过程产品监测的实时性不是很强,不能体现出某物某时在某地的信息以及挖掘出生产过程的异常事件.针对以上问题,本文在总结和借鉴上述研究成果的基础上,构建智慧制造车间具体的应用场景,以离散制造车间机械加工工件为监测对象,实时监测工件由物料加工为产品的过程,监测生产过程中各个工位的异常事件,为制造车间的主动调度提供依据,提高制造车间的生产效率.
1 智慧制造车间感知环境构建
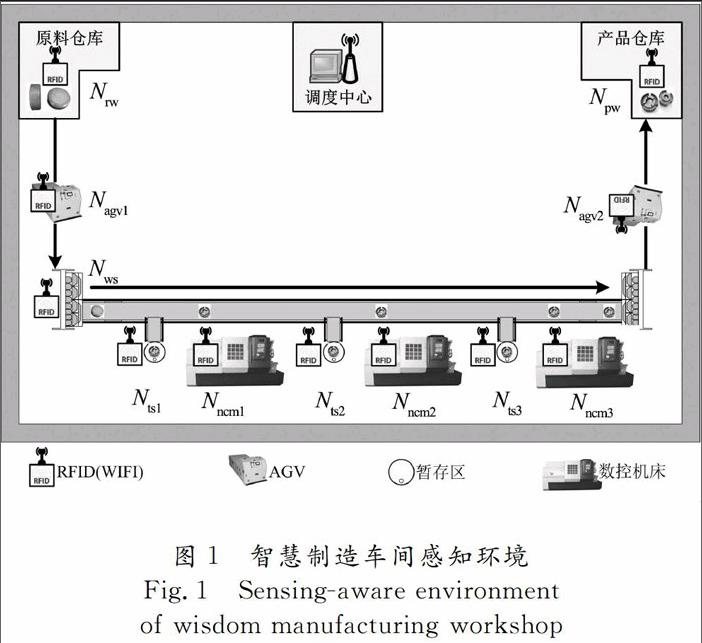
在智慧制造环境下,网络(如LAN,WIFI等)覆盖整个生产车间,基于信息物理融合系统理念构建生产车间感知环境,如图1所示.生产车间由调度中心、原料仓库、AGV、数控机床、工件统计区、暂存区、产品仓库等组成.各个工位安装定向、配置LAN(WIFI)接口的UHF RFID读写器,工件粘贴有抗金属陶瓷RFID标签,完成从原料出库经过机床加工以及产品入库整个加工过程的监测与追踪.在物料所经过的各个工位都配置有RFID感知节点,实时感知到达工件的ID号、时间、位置等数据,该数据经过数据分析,可以实时监测工件的异常事件.
2 RFID事件模型
在智慧制造车间,粘贴了抗金属标签的工件依次经过各个工位时,安装在各个工位的RFID读写器探测到标签,产生大量离散的原始数据,而数据之间缺乏联系,因此,本文采用复杂事件处理(CEP)技术处理原始数据,挖掘出原始数据之间的关系.
2.1 事件
事件是指某件事情正在发生的事实(如系统状态的改变), RFID事件按照粒度从小到大可以分为标签事件、简单事件(原子事件、基本事件)、复杂事件(复合事件、聚合事件).
2.2 标签事件
标签事件是由RFID读写器阅读标签产生的事件,表示RFID读写器于某时间间隔探测到标签,会在短时间内产生大量零碎、重复的标签事件,记为Et,则
其中,wid为工件ID(标签绑定),即对象信息;rid为读写器ID(读写器IP与工位绑定),即空间信息;t为事件发生时间点,即时间信息.标签事件中包含有大量不重要、重复的事件,需要经过收集、聚积、过滤、组合、报告处理,提炼为有意义的简单事件.
2.3 简单事件
简单事件是发生在某个时间点的事件,蕴含的信息直接表征系统的行为状态,记为Es,则
其中,wid和t的含义同上;l为事件发生时工件所在的区域(工位),即实时空间信息.简单事件仅直接反映工件某时间的单一状态,本文所涉及到的工件在各个工位发生的简单事件如表1所示,AEsagv1表示原料(工件,ID为wid)在t时间点到达AGV小车工位Nagv1发生的到达事件;LEsrw表示原料(工件,ID为wid)在t时间点离开原料仓库工位Nrw发生的离开事件,其他事件的含义以此类推.各工位具体位置如图1所示.
2.4 复杂事件
复杂事件是由简单事件或复杂事件再次组合获得,并反映符合特定规则(事件操作符定义)的事件,记为Ec,则
Ec=ewid,l,es,ts,te(3)
其中,wid和l的含义同上;es为构成复杂事件的子事件集合,es={{Es1, Es2,…, Esm},{Ec1,Ec2,…, Ecn}},Esm表示简单子事件,Ecn表示复杂子事件;ts,te为复杂事件发生的开始时间与结束时间,若ts=te,即复杂事件在某时间点发生.构成复杂事件的操作符见文献[23],本文所涉及到的工件在各个工位发生的复杂事件如表2所示,SEcagv1表示原料(工件,ID为wid)在时间段[ts, te]位于AGV小车工位Nagv1停留(加工),发生停留事件;DEcrw-agv1表示原料(工件,ID为wid)在时间段[ts, te]处于原料仓库工位Nrw与AGV小车工位Nagv1之间的盲区,发生消失事件,其他事件的含义以此类推.
3 RFID复杂事件处理
RFID数据具有高流量、实时、逻辑复杂的特征,从实时标签数据挖掘出车间现场的信息,采用复杂事件处理技术实现. 复杂事件流处理(Event Stream Processing, ESP)[24]主要功能是分析传入的事件流,丢弃不重要的事件,标记出相关的事件.RFID复杂事件处理系统的实现如图2所示.
3.1 复杂事件处理系统
位于不同工位配置有LAN(WIFI)接口的读写器,通过路由器/交换机/集线器接入互联网,探测到的标签事件通过互联网实时传输.标签数据的采集、处理与发布采用Rifidi Edge Server[25]实现,该平台由传感器抽象层、应用引擎层、通信层(集成层)和操作、管理层组成,包含ALE中间件和Esper[23]复杂事件处理引擎,并嵌入有Derby数据库,采用MQTT信息协议和Restlet插件,实现信息传送与操作管理.
标签事件预处理的实现基于应用层事件(Application Level Events, ALE),ALE中间件定义EPC处理系统(如RFID读写器)与客户端交互的国际标准,就RFID系统而言,交互活动包括读标签与写标签.对于读标签活动,ALE收集源自于RFID读写器的数据,等时间间隔聚集,过滤并剔除重复和不感兴趣的数据,最后以不同形式发送事件报告,形成蘊含直观信息的简单事件.
简单事件经过创建(声明)而成为含有语义的事件,并插入数据仓库中的历史事件,与事件操作符一起聚合为复杂事件,复杂事件处理采用Esper引擎, Esper采用事件处理语言(Event Processing Language, EPL)定义客户规则,用事件模式(Event Patterns)与事件流查询(Event Stream Queries, ESQ)方法处理事件,监听事件的发生或推送事件结果给订阅者.
3.2 RFID数据清洗
由于受RFID读写器和环境噪声的影响,RFID数据具有内在的不稳定性,经常会发生漏读、多读和重读的情况.重读是指当标签长时间位于读写器的读写范围内时,被读写器多次读写,或者也常发生在多个读写器的重叠区域内.RFID数据清洗对于准确监测工件的异常情况非常关键.
SMURF方法被广泛应用于RFID数据清洗[26],其原理是基于滑窗处理器和二项式采样定理,根据RFID标签在滑窗内的平均读取率,动态调整窗口尺寸,使窗口大小保持最优.每个标签在单个读周期的采样概率定义为pi,t,则
式中Ni为读写器在单个读周期内发出读请求的次数;Nr为读写器接收到的标签响应的次数.
在所有观测周期内的平均读取率为:
式中Si为滑窗内标签i的采样周期数.
在读标签时,首先满足标签读取的完整性,滑窗尺寸需要满足以下条件:
式中wi是滑窗大小(周期数);δ是完整性信任参数.
其次,为满足标签读取的动态性,同时需要满足以下条件:
基于SMURF方法,增加参数p*和η[27-28],提出综合的数据清洗方法, p*是即将进入滑窗读周期标签的读取率,调整窗口尺寸满足如下条件:
式中ω是概率阈值.
在SMURF方法中,平均读取率仅仅是用算术平均值的方法计算,该平均值不能描述观测周期内各个标签的采样概率与平均值的离散程度,文中引入参数varw,用于描述该离散度,定义如下:
在计算平均读取率时,标签动态信任参数η满足以下条件:
綜合的单标签数据清洗算法伪代码如算法1所示,该方法基于信任参数δ, ω和η,动态调整滑动窗口的尺寸大小.
算法1 综合的单标签数据清洗算法
3.3 基于RFID与CEP的异常事件监测
在制造生产车间,RFID读写器IP与工位绑定,标签EPC与工件绑定,RFID读写器IP、工位与触发事件之间对应关系如表3所示.RFID数据的时空性、实时性有助于实时监测车间出现的异常情况,诸如原料缺乏,紧急工件插入,停留(加工)时间异常,暂存区阻塞,无产品入库等,这些异常情况的判断及发现,可以根据工件在各个工位所停留(加工)的时间、读写器是否读出数据等做出决策,结果
通过状态矩阵汇集,为进一步的分析及主动调度提供依据.
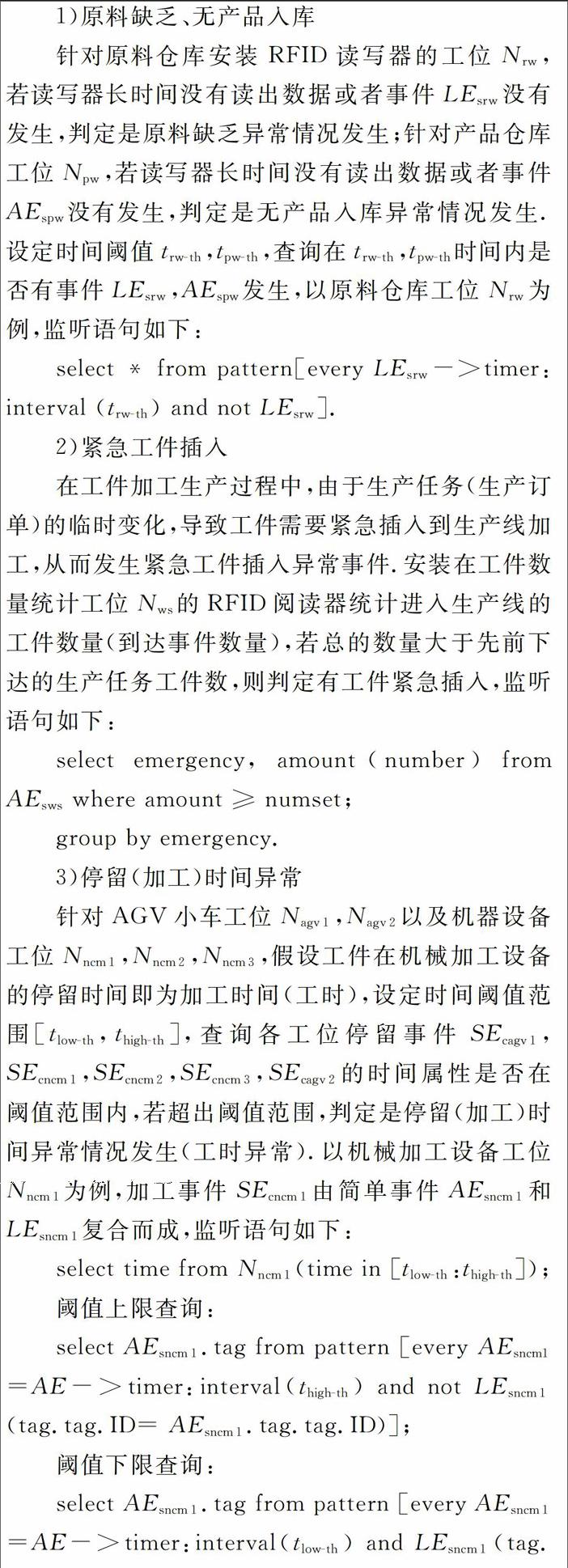
1)原料缺乏、无产品入库
针对原料仓库安装RFID读写器的工位Nrw,若读写器长时间没有读出数据或者事件LEsrw没有发生,判定是原料缺乏异常情况发生;针对产品仓库工位Npw,若读写器长时间没有读出数据或者事件AEspw没有发生,判定是无产品入库异常情况发生.设定时间阈值trw-th,tpw-th,查询在trw-th,tpw-th时间内是否有事件LEsrw,AEspw发生,以原料仓库工位Nrw为例,监听语句如下:
2)紧急工件插入
在工件加工生产过程中,由于生产任务(生产订单)的临时变化,导致工件需要紧急插入到生产线加工,从而发生紧急工件插入异常事件.安装在工件数量统计工位Nws的RFID阅读器统计进入生产线的工件数量(到达事件数量),若总的数量大于先前下达的生产任务工件数,则判定有工件紧急插入,监听语句如下:
3)停留(加工)时间异常
针对AGV小车工位Nagv1,Nagv2以及机器设备工位Nncm1,Nncm2,Nncm3,假设工件在机械加工设备的停留时间即为加工时间(工时),设定时间阈值范围[tlow-th,thigh-th],查询各工位停留事件SEcagv1,SEcncm1,SEcncm2,SEcncm3,SEcagv2的时间属性是否在阈值范围内,若超出阈值范围,判定是停留(加工)时间异常情况发生(工时异常).以机械加工设备工位Nncm1为例,加工事件SEcncm1由简单事件AEsncm1和LEsncm1复合而成,监听语句如下:
阈值上限查询:
阈值下限查询:
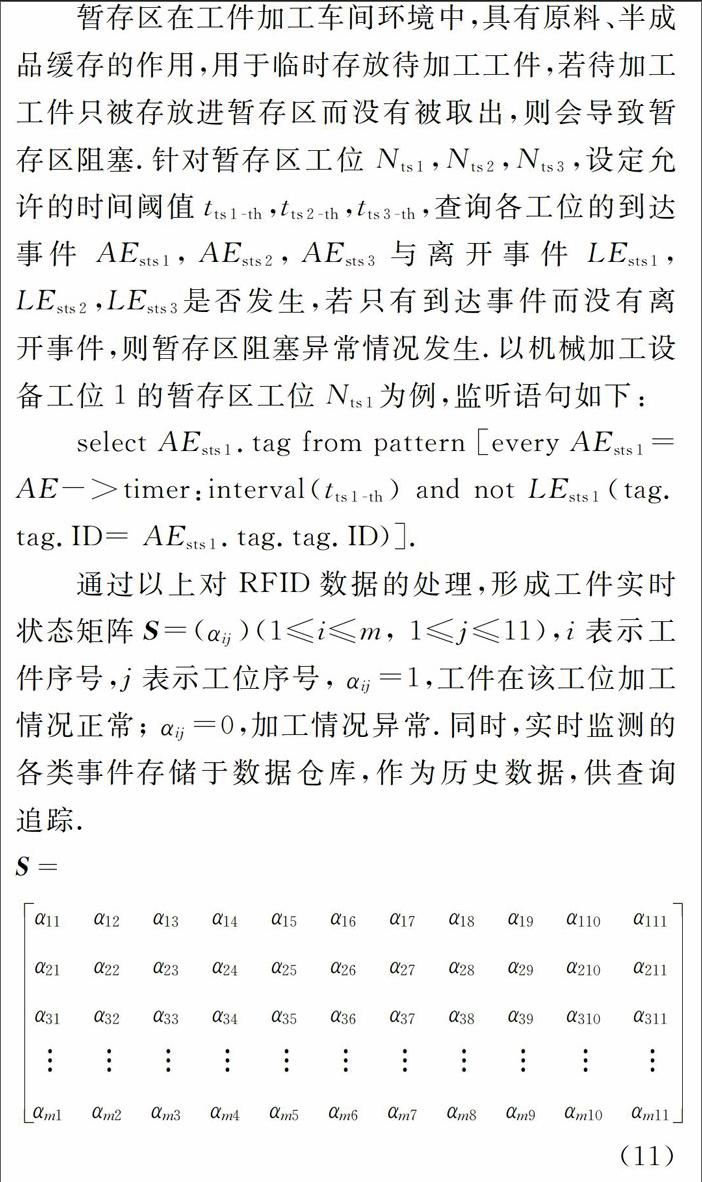
4)暂存区阻塞
暂存区在工件加工车间环境中,具有原料、半成品缓存的作用,用于临时存放待加工工件,若待加工工件只被存放进暂存区而没有被取出,则会导致暂存区阻塞.针对暂存区工位Nts1,Nts2,Nts3,设定允许的时间阈值tts1-th,tts2-th,tts3-th,查询各工位的到达事件AEsts1,AEsts2,AEsts3与离开事件LEsts1,LEsts2,LEsts3是否发生,若只有到达事件而没有离开事件,则暂存区阻塞异常情况发生.以机械加工设备工位1的暂存区工位Nts1为例,监听语句如下:
通过以上对RFID数据的处理,形成工件实时状态矩阵S=(αij)(1≤i≤m, 1≤j≤11),i表示工件序号,j表示工位序号, αij=1,工件在该工位加工情况正常; αij=0,加工情况异常.同时,实时监测的各类事件存储于数据仓库,作为历史数据,供查询追踪.
4 实验结果与分析
4.1 构建实验环境
操作系统windows7,32位,基于开源Eclipse集成开发环境,嵌入Rifidi-SDK3.2,Esper5.2等插件,构建RFID复杂事件处理的仿真实验环境.设定加工工件数量m=10,RFID读写器采用系统支持的Alien.虚拟环境下工件EPC,RFID读写器的IP(单机仿真,用不同端口号表示不同IP)、各属性阈值的设定值如表4所示.
4.2 结果与分析
实验过程中,工件原料wid= 35B2B5A08B3F 39347F4A8FA7离开原料仓库之后,再没有其他原料出库;工件产品wid= 35B2B5A08B3F39347F4A8 FA7进入产品仓库之后,也再没有其他产品入库;工件wid=353DA13164E84B7643142F11在工位Nncm1加工时间过短;工件wid=350922349F908951 CF5F4127在工位Nws停留时间过长,如原料缺乏异常情况监测算法如算法2所示.
经过实验仿真,得出仿真结果如图3所示,可以看出第10个工件在20:55:42离开原料库之后,超过30 s的阈值时间,再没有其他原料出库,在第1个工位即Nrw发生原料缺乏异常情况,状态矩阵中元素a101=0.类似方法可以验证a1011=0;a15=0;a23=0,其他元素为1,证明系统实时监测的可靠性.
5 结束语
本文提出一种基于RFID与CEP的实时监测系统,用于智慧制造车间实时监测工件的异常情况.首先构建了智慧制造车间的感知环境,并且定义了标签事件、简单事件、复杂事件等事件模型,然后提出用Eclipse开发环境并嵌入Rifidi-SDK,Esper等插件,实现RFID复杂事件处理,挖掘出原料缺乏,紧急工件插入,停留(加工)时间异常,暂存区阻塞,无产品入库等异常情况,最后实验证明系统的可行性.
制造系统非常复杂,智慧制造理念也是刚刚萌芽,本文主要针对制造车间的机械加工工件提出一种实时监测方法.在以后的研究中,将进一步探讨车间设备的健康状态监测与预测,甚至其他相关影响因素的监测,为智慧制造车间的主动调度提供依据.
参考文献
[1] VODANOVICH S, SUNDARAM D, MYERS M. Research commentary-digital natives and ubiquitous information systems[J]. Information Systems Research, 2010, 21(4): 711-723.
[2] GILL H. NSF perspective and status on cyber-physical systems[R]. Austin :National Science Foundation, 2006: 1-14.
[3] EVANS P C, ANNUNZIATA M. Industrial Internet: Pushing the Boundaries of Minds and Machines[R]. New York:General Electric, 2006: 1-37.
[4] KAGERMANN H, WAHLSTER W, HELBIG J. Recommendations for implementing the strategic initiative INDUSTRIE 4.0[R]. Munich: National Academy of Science and Engineering, 2013: 1-84.
[5] 國务院. 中国制造2025[EB/OL]. (2015-05-19)[2016-04-20].http://www.gov.cn/zhengce/content/2015-05/19/content_9784.htm.
State Council. Made in China 2025[EB/OL]. (2015-05-19)[2016-04-20].http://www.gov.cn/zhengce/content/2015-05/19/content_9784.htm. (In Chinese)
[6] 姚锡凡,练肇通,杨屹,等. 智慧制造——面向未来互联网的人机物协同制造模式[J]. 计算机集成制造系统, 2014, 20(6): 1490-1498.
YAO Xifan, LIAN Zhaotong, YANG Yi, et al. Wisdom manufacturing: a humans-computers-things collaborative manufacturing model[J]. Computer Integrated Manufacturing Systems, 2014, 20(6): 1490-1498. (In Chinese)
[7] 张存吉,姚锡凡,张翼翔,等. 从“数控一代”到“智慧一代”[J]. 计算机集成制造系统, 2015, 21(7): 1734-1743.
ZHANG Cunji,YAO Xifan, ZHANG Yixiang, et al. From "NC Generation" to "Wisdom Generation"[J]. Computer Integrated Manufacturing Systems, 2015, 21(7): 1734-1743 . (In Chinese)
[8] WANG Fusheng, LIU Shaorong, LIU Peiya. Complex RFID event processing[J]. International Journal on Very Large Data Bases, 2009, 18(4): 913-931.
[9] 黄向明,张传杰,王伏林,等. 工程机械再制造过程信息追溯模型研究[J]. 湖南大学学报: 自然科学版, 2015, 42(2): 17-21.
HUANG Xiangming, ZHANG Chuanjie, WANG Fulin, et al. Research on information tracing model for the process of construction machinery remanufacturing[J]. Journal of Hunan University: Natural Sciences, 2015, 42(2): 17-21. (In Chinese)
[10]WANG Zhiguo, XU Jiahong, ZHANG Jun. Real-time WIP status monitoring model in discrete manufacturing workshop[C]// Proceedings of the 2009 WRI Global Congress on Intelligent Systems. Washington, DC: IEEE Computer Society, 2009: 379-383.
[11]ZHOU Shouqin, LING Weiqing, PENG Zhongxiao. An RFID-based remote monitoring system for enterprise internal production management[J]. International Journal of Advanced Manufacturing Technology, 2007, 33(7/8): 837-844.
[12]GUO Z X, NGAI E W T, YANG Can, et al. An RFID-based intelligent decision support system architecture for production monitoring and scheduling in a distributed manufacturing environment[J]. International Journal of Production Economics, 2015, 159:16-28.
[13]HU J W, LEWIS F L, GAN O P, et al. Discrete-event shop-floor monitoring system in RFID-enabled manufacturing[J]. IEEE Transactions on Industrial Electronics, 2014, 61(12): 7083-7091.
[14]TU M, LIN J H, CHEN R S, et al. Agent-based control framework for mass customization manufacturing with UHF RFID technology[J]. IEEE Systems Journal, 2009, 3(3): 343-359.
[15]BICHET M A D, DE FREITAS E K H, ROCHA R S, et al. Utilization of hyper environments for tracking and monitoring of processes and supplies in construction and assembly industries[C]// Proceedings of the 2013 Symposium on Computing and Automation for Offshore Shipbuilding (Navcomp 2013). New York: IEEE, 2013: 81-86.
[16]黃毅, 鄭力, 向晴. 基于复杂事件处理的RFID辅助实时生产监控[J]. 清华大学学报:自然科学版, 2013, 53(5): 721-728.
HUANG Yi, ZHENG Li, XIANG Qing. RFID integrated real-time manufacturing monitoring based on complex event processing[J]. Journal of Tsinghua University: Natural Sciences, 2013, 53(5): 721-728. (In Chinese)
[17]臧传真, 范玉顺. 基于智能物件的制造企业复杂事件处理研究[J]. 计算机集成制造系统, 2007, 13(11): 2243-2253.
ZANG Chuanzhen, FAN Yushun. Complex event processing of manufacturing enterprises based on smart items[J]. Computer Integrated Manufacturing Systems, 2007, 13(11): 2243-2253. (In Chinese)
[18]白翱, 唐任仲, 吕景祥,等. 面向U-制造的车间物流实时数据语义分析[J]. 计算机集成制造系统, 2012, 18(3): 550-559.
BAI Ao, TANG Renzhong, LV Jingxiang. Semantic analysis of discrete shop logistics real-time data oriented to ubiquitous computing-based intelligent manufacturing[J]. Computer Integrated Manufacturing Systems, 2012, 18(3): 550-559. (In Chinese)
[19]GYLLSTROM D, WU E, CHAE H-J, et al. SASE: Complex event processing over streams[DB/OL].(2016-04-20)[2016-12-22].http://arxiv.org/abs/cs/0612128.
[20]KU L T, ZHU Y L, HU K Y, et al. A novel pattern for complex event processing in RFID applications[C]// MERTINS K,RUGGABER R, POPPLEWELL K, et al. Enterprise Interoperability III: New Challenges and Industrial Approaches. London: Springer, 2008: 595-607.
[21]JIN X Y, LEE X D, KONG N, et al. Efficient complex event processing over RFID data stream[C]// Proceedings of the 7th IEEE/ACIS International Conference on Computer and Information Science. Los Alamitos: IEEE Computer Society, 2008: 75-81.
[22]BLOW S, BACKMANN M, HERZBERG N, et al. Monitoring of business processes with complex event processing[C]// Proceedings of the Business Process Management Workshops. Switzerland: Springer International Publishing, 2014: 277-290.
[23]Esper Team and EsperTech Inc. Esper Reference Version 5.2.0[EB/OL]. (2015-03-15)[2016-04-20].http://www.espertech.com/esper/release-5.2.0/esper-reference/pdf/esper_reference.pdf.
[24]DAVIS J. Open source SOA[M]. Greenwich: Manning Publications Co, 2009: 61-79.
[25]TRANSCENDS,LLC. Rifidi Edge Server Developers Guide [EB/OL]. (2015-03-18)[2016-04-20].http://www.transcends.co/www/docs/Rifidi_Edge_Server_Developer_3.2.pdf.
[26]JEFFERY S R, GAROFALAKIS M, FRANKLIN M J. Adaptive cleaning for RFID data streams[C]// Proceedings of the 32nd International Conference on Very Large Data Bases. Almaden: VLDB Endowment Inc,2006: 163-174.
[27]LI Lingjuan, LIU Tao, RONG Xiang, et al. An improved RFID data cleaning algorithm based on sliding window[C]// Proceedings of International Workshop, IOT 2012.Heidelberg:Springer, 2012: 262-268.
[28]ZHAO Hongsheng, TAN Jie, ZHU Zhiyuan. Limitation of RFID data cleaning method—SMURF[C]// Proceedings of the 2013 IEEE International Conference on RFID Technologies and Applications (RFID-TA).New York: IEEE, 2013: 1-4.
猜你喜欢
计算技术与自动化(2022年1期)2022-04-15
科技创新导报(2021年33期)2021-04-17
科学导报(2020年22期)2020-04-21
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
电子技术与软件工程(2016年24期)2017-02-23
吉林农业·下半月(2016年12期)2016-12-26
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年21期)2016-10-17
电脑知识与技术(2016年11期)2016-06-17