一种相交孔加工方法的分析与验证
2017-05-22 02:24王朝清曲娜
汽车实用技术 2017年17期
王朝清,曲娜
(陕西法士特汽车传动工程研究院,陕西 西安 710119)
前言
变速器上盖零件上的三排孔、弹子孔(如图1所示)的先后加工顺序不仅影响孔加工质量,如位置度等,同时也会制约生产线的工序布局,造成布局不合理,给物流转运造成混乱等后果;依据目前的实际经验总结,先加工上盖零件上的三排孔后加工弹子孔,则两组孔系的位置度均能满足设计要求,而如果先加工弹子孔后加工三排孔,则三排孔的位置度会超差;

图1
三排孔的位置度设计要求如图2所示:

图2
因此,目前我公司的上盖零件的生产线工序安排均是按照图3布置的:三排孔在工序10加工,弹子孔在工序20加工,即先加工三排孔再加工弹子孔;
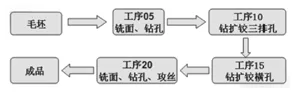
图3
但是在一些特殊情况下,一些实际生产中的限制因素决定了生产线的工序布局必须是先加工弹子孔后加工三排孔,比如另一型号变速器上盖精益线自动上下料的改造就要求加工设备都是立式加工中心的05工序和20工序要相邻布局,以形成流水线作业;这就必须要在此种情况下探索如何减少已经加工的弹子孔对三排孔的影响,并达到保证三排孔位置度的设计要求。
1 解决方案的分析及确立
先加工完弹子孔再加工三排孔时的加工示意图如图4所示,当加工三排孔的钻头钻削至弹子孔下方时,由于钻头上部是已经加工过的弹子孔,而下方是实体,钻头两侧加工余量不均匀,下方的切削力会大于上方的切削力,导致钻头向上引偏,最终导致三排孔出口偏向结合面W面,造成三排孔位置度超差。

图4
由上述分析可知,加工三排孔时钻头两侧加工余量不均匀是造成三排孔位置度超差的关键原因,因此要保证三排孔的位置度,解决的思路之一就是要设法保证三排孔两侧的加工余量均匀,而图纸又要求弹子孔和三排孔必须要贯通,因而只能设法在加工弹子孔时增加其深度,直至三排孔底部,即 Z向座标由-31.25改为-40.75,深度方向增加三排孔的半径值。设想的加深弹子孔深度之后,加工三排孔的示意图如图5所示:

图5
另需说明的是,由于增加了钻孔的深度,弹子孔的孔深以近60,深径比接近5,因此在钻孔时应采用啄钻的方式,先进刀再退刀再进刀,以利于排屑、冷却及保护刀具。
2 效果验证
依照上述分析及构想,分别在1#车间的9档变速器上盖线和2#车间的8档变速器上盖线进行了加工验证,三座标测量报告及综合检具均测量合格;
调整弹子孔深度之前,9档上盖的三排孔出口平均位置度在Φ0.24左右,Z向偏离-0.17左右;将弹子孔的钻孔深度座标由Z-31.25调整至Z-40后,具体测量数据如下表1所示:
8档上盖验证加工时直接借鉴9档上盖的加工经验,调整了弹子孔的加工深度,测量结果满足图纸要求。

表1
3 结语
本文从变速器上盖零件弹子孔和三排拨叉轴孔的先后加工顺序及由此带来的孔位置度超差情况入手,分析了其产生偏差的原因,并在车间进行调整加工,验证了构想,解决了在不可能变更加工顺序情况下如何保证三排孔位置度的工艺难点,这对后期生产线自动化改造及技改时生产线的科学合理布局奠定了基础。
参考文献
[1] 韩步愈,金属切削原理与刀具[M].3版.机械工业出版社,2015.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
中国管理信息化(2021年11期)2021-07-30
昆钢科技(2021年1期)2021-04-13
润·文摘(2020年10期)2020-12-14
公民导刊(2020年1期)2020-04-27
北京理工大学学报(2019年1期)2019-02-22
现代商贸工业(2017年30期)2018-01-22
中小企业管理与科技·中旬刊(2017年7期)2017-09-08
科技视界(2016年24期)2016-10-11