
检验过程中测量温度对量规的影响
2017-05-30 23:23方强
科技尚品 2017年2期
方强
摘 要:量规是一种精密测量器具,它结构简单,操作性好、准确性高。通常为具有准确尺寸和形状的实体。用量规检验工件常采用通止法(利用量规的通端和止端控制工件尺寸使之不超出公差带)。量规控制的是尺寸或规格的上下限,一般包含全部的公差带。由于量规使用过程中要与工件多次接触,如何保证检验结果的可靠性,这与测量温度的关系很大。因此,必须合理正确地使用量规。精密工件应与量规都处在标准温度是20℃时,才能获得准确的测量结果。
关键词:量规;精确测量;温度补偿;泰勒原则
1 概述
ISO国际标准规定,工业长度测量的标准温度是20℃。针对工作中精密加工的零件,公差要求越来越严。标准件和测量装置稍稍偏高这一温度,测量的尺寸就会发生难以接受的变化。作为检验人员,应该时刻注意零件和测量工具的温度变化。只有工件和测量工具都处于20℃环境温度下,才能获得精确的测量结果。
下面我就介绍一下采用自制的量规,测量工件时的注意事项。
2 量规的设计及选材
量规也称为光滑极限量规,它分为塞规和卡规两种。在这里就使用量规来谈谈温度的影响,量规由通端量规和止端量规两部分组成,以检验孔的作用尺寸和实际尺寸是否在极限尺寸的范围内。光滑极限量规结构简单、使用方便,且检验效率高,是加工和检验时经常使用的量具之一。
由于量规的测量面要求耐磨,在选材上我选择的材料为碳素工具钢(T12A),量规测量表面的硬度为HRC58~65。
根据GB1800-79的规定,及极线尺寸判断原则(又称泰勒原则)。泰勒原则,是指孔的作用尺寸不允许超过最大实体尺寸。即对与孔,其作用尺寸应不小于最小极限尺寸;对于轴,则应不大于最大极限尺寸。
在任何位置上实际尺寸不允许超过最小实体尺寸。即對于孔,其实际尺寸不应大于最大极限尺寸;对于轴,则不应小于最小极限尺寸。
3 量规工作尺寸的计算
假设,零件孔的尺寸为、依据GB1800—79计算出量规通端T1、止端Z1的 工作尺寸如下:
因为,尺寸的上偏差 ES=+0.052
尺寸的下偏差 EI=-0.052
查光滑极限量规的尺寸公差T和位置要素Z值表得:
量规公差:T=0.006
位置要素:Z=0.011
形状和位置公差=T/2=0.003
所以,量规通的上、下偏差为:
通规(T1):上偏差=EI+Z+T/2
=-0.052+0.011+0.003
=-0.038
下偏差=EI+Z-T/2
=-0.052+0.011-0.033
=-0.044
止规(Z1):上偏差=ES
=+0.052
下偏差=ES-T
=+0.052-0.006
=+0.046
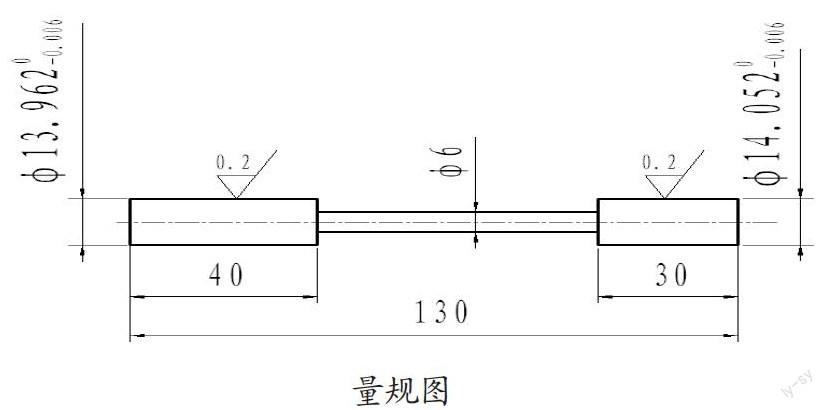
所以 T1=13.962°-0.006 Z1=14.052°-0.006
根据泰勒原则及计算出的工作尺寸,绘制出如下图所示的极限量规。
4 温度对测量的影响及误差分析
量规国际上规定了测量的标准条件:温度为20℃、测力为零。但是,由于一般物体具有热胀冷缩的特性;所以,在不同温度和不同测量力下所得到的测量结果也是不同的。因此,在实际应用中,都要在这样标准的条件下进行测量是很困难的,也是不经济的。为了减小测量误差,应尽量使量规与被测量零件等温后进行测量,使用的力尽可能小些。
当偏离标准条件下进行测量时,必然会带来一定的测量误差,对此可以进行修正测量结果,一般可用下式来计算:
ΔL1=L[a1(t1-20)-a2(t2-20)]
或 ΔL1=L[a1(t1-t2)+(a1-a2)(t2-20)]
式中:
a1和a2——分别为工件和测量工具的材料线膨胀系数;(1/℃)
t1和t2——分别为测量时工件和测量工具的实际温度;(℃)
L ——测量尺寸(mm)。
ΔL1——由于偏离标准温度而引起的测量误差(mm)。
由上式可知,当t1=t2=20℃时,则ΔL1=0。即测量时,工件和测量工具的温度均为20℃时,即使它们的线膨胀系数不同,对测量结果也不会有影响。
当a1=a2,但t1=t2≠20℃时,亦会有ΔL1=0。即工件和测量工具的材料线膨胀系数相同,测量时它们的实际温度也相同,那么虽然偏离标准温度,对测量结果也不会有影响。
在实际工作中,要求t1=t2=20℃,或者a1=a2、t1=t2是不太实际的,因此,只能使工件和测量工具的线膨胀系数和测量时两者的温度尽量相近,若由此所引起的测量误差对测量结果的影响甚少而可以忽略时,则可以不对测量结果进行修正。
5 量规的使用及注意事项
使用量规检测工件时,应将工件和量具保持在标准温度20℃条件下测试。当使用条件偏离标准温度时,要予以修正。因为物体热胀冷缩,温度的变化(特别是温度显著变化时)对零件尺寸会有一定的影响。所以,国际上明确规定了一个统一的温度标准,即标准温度20℃。
应将零件和量规擦干净,以免零件在测试过程中造成误差。在使用过程当中,通端T通过,而止端Z不通过,则该零件合格,否则该零件不合格。
6 小结
通过对量规的设计,不但了解了量规的计算、误差分析和测量时温度的影响,而且经过检测合格的零件,在装配和调试过程中能完全满足设计要求。
量规操作使用方便,且在机床上也能检验被加工零件的合格状态、测量快速、准确。能在加工和检验过程中显示出明显的优势。通过对量规的设计,为今后的工作积累了宝贵经验。
参考文献
[1]公差与配合手册[M].机械工业出版社,2009.
[2]公差配合与测量技术[M].机械工业出版社,2010.
(作者单位:中航洛阳电光设备研究所)
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
吉林电力(2022年1期)2022-11-10
中学生数理化·八年级物理人教版(2022年9期)2022-10-24
中学生数理化·八年级物理人教版(2021年9期)2021-11-20
中学生数理化·八年级物理人教版(2018年12期)2019-01-31
物联网技术(2016年11期)2017-01-12
现代商贸工业(2016年9期)2017-01-07
科学家(2016年3期)2016-12-30
文体用品与科技(2016年22期)2016-03-14
人间(2015年10期)2016-01-09
