
醋酸乙酯提纯工艺方法研究
2017-05-30 00:14姚明月
科技尚品 2017年2期
姚明月
摘 要:醋酸乙酯是一种需求量大且十分重要的精细化学品,其具有较强的溶解能力,可用于生产涂料、人造革、乙醚纤维素等,在化学工业中占据重要地位,应用十分广泛。本文从醋酸乙酯的生产现状入手,分析了醋酸乙酯的生产提纯工艺,仅供参考。
关键词:醋酸乙酯;提纯;催化剂;转化率
1 醋酸乙酯概述及其生产现状
1.1 醋酸乙酯概述
醋酸乙酯又名乙酸乙酯,在工业生产中应用十分广泛,醋酸乙酯的溶解性能良好,是一种快干性且应用十分优良的工业溶剂。其可应用于醋酸纤维、乙基纤维、氯化橡胶、乙烯树脂、乙酸纤维树脂、合成橡胶等化工制品的生产中。另外,也可用于生产复印机用液体硝基纤维墨水、纺织工业中的清洗剂、特殊改性酒精的香味萃取剂。此外,还可用作生产菠萝、香蕉、草莓等水果香精和威士忌、奶油等香料的原料,其用途十分广泛,发展前景十分可观。
1.2 醋酸乙酯的生产现状
化工行业生产醋酸乙酯的方法主要有乙酸酯化法、乙醛缩合法、乙醇脱氢法和乙酸/乙烯加成法等4种。在我国主要以乙酸酯化法工艺来提纯醋酸乙酯占总产能的68%,其次是乙酸/乙烯加成法占1l%,乙醛缩合法占18%,乙醇脱氢法占3%。而国外一些发达国家基本已经淘汰了乙酸酯化法,取而代之的是损耗低、产率高的乙酸/乙烯加成法或乙醇脱氢法。乙酸酯化法采用乙酸和乙醇为原料,在硫酸催化作用下,直接酯化生产醋酸乙酯。酯化法工艺具有操作相对简便、技术较为成熟,但其生产成本高、设备腐蚀性强、乙酸利用率低、副反应多、环境污染严重。随着我国化学工业的不断发展,醋酸乙酯行业也得到了快速的发展,对醋酸乙酯的需求量也呈现出增加的趋势,根据我国2009~2013年醋酸乙酯的进出口数据统计表调研发现,出口量从2009年的2亿到2013年的4亿,增长将近两倍,未来也将持续上涨。由于对醋酸乙酯需求量的逐渐提升,对醋酸乙酯的生产工艺也提出了更高要求。
2 醋酸乙酯的提纯生产工艺
2.1 醋酸乙酯传统的生产方法
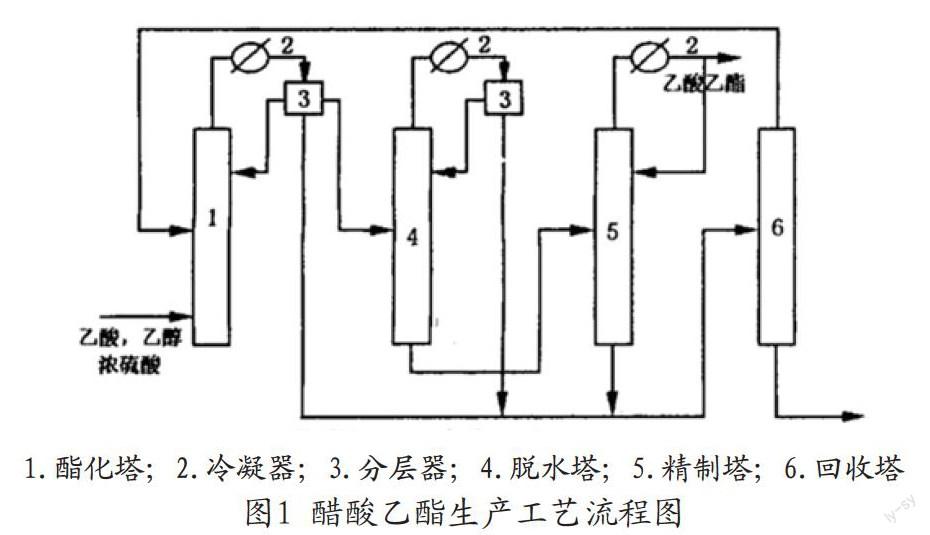
酯化法制备醋酸乙酯的生产工艺是用浓硫酸作为催化剂,通过浓硫酸的催化作用使乙醇与醋酸发生酯化反应生成醋酸乙酯,化学反应方程式为:C2H5OH+CH3COOH→CH3COOC2H5+H2O,通常采用由酯化塔、脱水塔、精制塔和回收塔构成的四塔连续工艺过程。在生产过程中不加硫酸作为催化劑,虽然也可以进行上述反应,但是反应速度较慢,无工业生产价值。而根据以往经验,升高反应温度对乙酸和乙醇的酯化反应基本没有影响,当反应温度为10℃时,醋酸乙酯的转化率为69.18%,40℃时转化率为69.15%,说明温度的升高对反应没有帮助,表现为单调递减,反应温度越低越利于醋酸乙酯的合成。这是因为醋酸乙酯的反应原料乙醇和乙酸是极易挥发的物质,反应的有效相是液相,温度过高不利于反应的进行。考虑到温度处理成本,最佳进料温度为常温。进料压力对醋酸乙酯的收率影响不大,由于醋酸乙酯的酯化合成反应是一个液相反应,它的有效相是液相,一般而言,压力对液相反应影响不大。考虑了加压成本,最佳进料压力定在常压。醋酸乙酯的提纯工艺是采用浓硫酸为催化剂的催化反应,实验发现,随着硫酸浓度的增加反应速度加快,但硫酸加入量太多反而会给后续残液的处理带来麻烦,故合理控制好硫酸浓度也是工艺生产中的重点问题。
由于其催化作用不受塔内温度的限制,所以在全塔内都能进行催化反应。乙酸、乙醇和浓硫酸从酯化塔底部连续进入,塔顶连续采出醋酸乙酯、乙醇和水,冷凝分相,上层有机相(富含醋酸乙酯,含少量乙醇和水)一部分分水后回流,另一部分进入脱水塔。脱水塔顶冷凝分水,塔底物进入精制塔。精制塔顶分出成品醋酸乙酯,塔底重组分和酯化塔顶及脱水塔分出的水相(富含水,还含有少量醋酸乙酯和乙醇)一起进入回收塔。回收塔顶的有机相返回酯化塔,塔釜废水排出。该工艺过程主要是利用醋酸乙酯—乙醇—水的恒沸组成与常温下互溶度的差别,进行循环精馏—冷凝—回流脱水。但由于恒沸组成的含水量与常温下部分互溶的含水量相差较小,回流酯的带水能力很差,导致酯化塔和回流塔的回流比过大,结果使醋酸乙酯的生产能耗很高。
2.2 醋酸乙酯的提纯新方法
为了降低工业生产中的生产成本及生产能耗,可以在上述的工艺操作中添加CM、CL促进剂,以通过改变原有生产工艺中的“液—液”平衡状态,实现常温下分出水达到提纯的目的。其原理是向醋酸乙酯—水及醋酸乙酯—乙醇—水体系中添加CM、CL促进剂,可以改变它们的互溶度,可以有效的分离醋酸乙酯和水,同时使水相中醋酸乙酯的含量大大降低,减少其回收能耗。用CM、CL萃取液提纯醋酸乙酯,酯化塔顶组分冷却分层,有机相经过萃取柱萃取脱水后,再进入酯化塔回流脱水或进入脱水塔。在萃取比为0.6,经三级错流萃取后,有机相中醋酸乙酯的浓度从89%提高至98.8%,水的浓度从6%降至0.6%,同时水相中醋酸乙酯含量从7.85%降至约2.62%。经过热量衡算表明,与传统的醋酸乙酯提纯工艺相比,该分离方法节省了40%的能耗,且工艺稳定,促进剂容易回收。
3 结语
在原有传统的醋酸乙酯生产工艺中添加促进剂,可以通过改变其互溶度的方式来提高醋酸乙酯的提纯效果。同时,在实际醋酸乙酯的生产过程中添加CM、CL促进剂得到了很好的收益,且由于其操作简便、能耗低等优点在全国得到了应用。
参考文献
[1]醋酸乙酯生产技术及进展[J].石油化工技术与经济,2012,28(2):38.
[2]王丹阳,匡国柱.反应精馏制备乙酸乙酯的工艺分析[J].辽宁化工,2010,39(8):816-819.
(作者单位:安徽华谊化工有限公司)
猜你喜欢
机械工业标准化与质量(2022年6期)2022-08-12
石油石化绿色低碳(2019年6期)2019-02-13
石油石化绿色低碳(2019年6期)2019-01-14
中国调味品(2017年2期)2017-03-20
浙江大学学报(工学版)(2016年11期)2016-06-05
Coco薇(2016年2期)2016-03-22
中国资源综合利用(2016年4期)2016-01-22
中学化学(2015年2期)2015-06-05
理科考试研究·高中(2014年8期)2014-10-17
应用化工(2014年3期)2014-08-16
