
基于压电执行器的GMAW焊接解耦控制方法及机理的研究
2017-07-12 06:00朱孝祥白立来
焊接 2017年6期
朱孝祥 刘 嘉 白立来
(北京工业大学 机械工程与应用电子技术学院,北京 100124)
基于压电执行器的GMAW焊接解耦控制方法及机理的研究
朱孝祥 刘 嘉 白立来
(北京工业大学 机械工程与应用电子技术学院,北京 100124)
采用基于压电执行器的焊丝回抽机构,结合以DSP为核心的控制系统,研究额外力对熔滴过渡的影响。通过焊接过程高速摄像,研究不同参数对熔滴过渡的影响。结果表明,采用基于压电执行器的焊丝回抽机构,可以给熔滴增加额外分离力,实现熔滴过渡;回抽时间越长,焊接电流越大,送丝速度越大,越容易实现熔滴过渡;焊接过程几乎没有飞溅;可以在电流较小时实现非短路过渡的熔滴过渡。
压电执行器 回抽 熔滴过渡
0 序 言
随着国内制造业的迅猛发展和焊接技术的不断进步, 焊接技术得到了泛的使用,每年的焊接工程量巨大,这对焊接效率和质量都提出了更高的要求。在诸多焊接方法中,熔化极气体保护焊(GMAW)具有生产效率高、焊接质量好、易于实现自动化焊接、可全位置焊接、节能等优点, 成为高效化焊接方法的重要选择之一[1-2]。GMAW已应用到汽车、造船、航天等先进领域[3]。尽管GMAW优势明显、应用广泛,并应用到一些先进制造领域,但其所占的比重并不大。这是由于GMAW采用的是短路过渡,具有飞溅大、成型差、且热输入量大、变形严重的缺点[4-5]。因此焊接质量不能满足高精密焊接的要求是影响其进一步发展的因素。利用压电陶瓷的快速响应[6-7]特性对熔滴过渡过程进行控制,研究额外力对熔滴过渡的影响,通过对焊接过程进行高速摄像图像采集,研究不同参数对熔滴过渡的影响。
1 试验原理、控制方案及执行机构
1.1 试验原理
熔滴过渡包括复杂的物理现象,可以用力平衡原理来论证熔滴分离的条件。根据力平衡原理,如图1所示,熔滴在焊丝的轴线上受到一个保持力合力fr和一个分离力合力fd。当fd>fr时发生分离。占主导地位的分离力包括:①电磁力fem;②重力mg[8]。

图1 熔滴受力示意图
1.2 控制方案
通过前面对GMAW的工艺特性及熔滴过渡分析,设计基于压电执行器的GMAW熔滴过渡控制方案。控制方法是在焊接过程的燃弧阶段给焊丝一个加速度,此时熔滴由于额外增加的惯性力打破原来的受力平衡发生过渡。首先在熔滴形成过程中,利用在特定机械结构中的压电执行器的动作夹住焊丝使其停止,其次在焊丝被夹住时另一个压电执行器动作使焊丝回抽并保持一段时间。此过程送丝机一直在匀速送丝并在送丝软管内储存一定的焊丝余量,最后负责夹紧和回抽的压电执行器一次取消动作,软管内的焊丝余量加速释放。释放结束后有一个瞬间减速过程,此时熔滴会在惯性力的作用下完成过渡行为。基于此控制方案设计了基于压电执行器的GMAW熔滴过渡控制系统。此控制系统主要有DSP数字控制单元、压电驱动器、压电执行器等几部分组成。其控制方案如图2所示。DSP数字控制单元实现的功能是:通过调控PWM输出方波占空比调节输出电压信号的大小;控制两个压电陶瓷动作的时序及位移量。
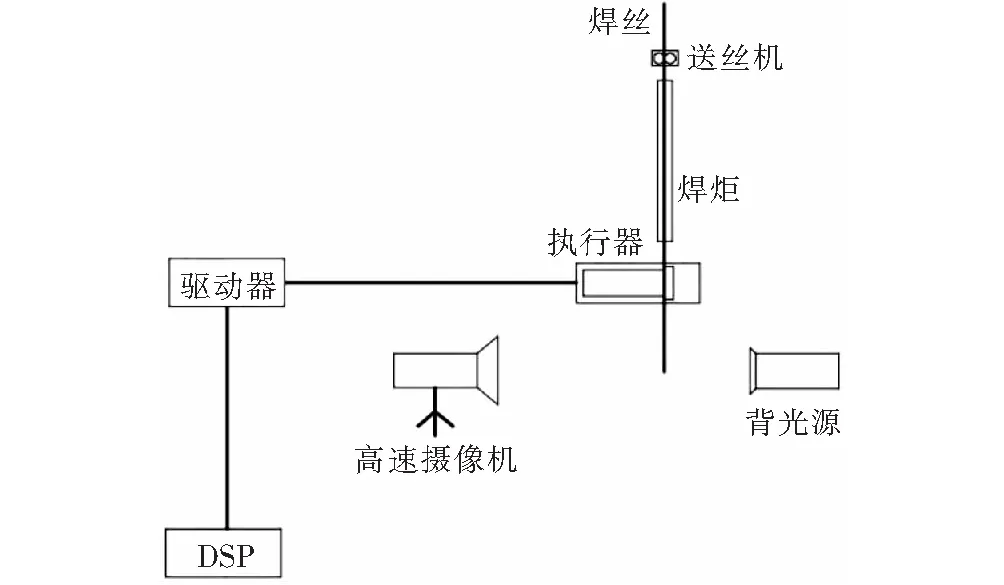
图2 控制方案示意图
1.3 执行机构
根据控制方案,改进了焊枪,设计了执行机构。夹紧及回抽机构如图3所示。
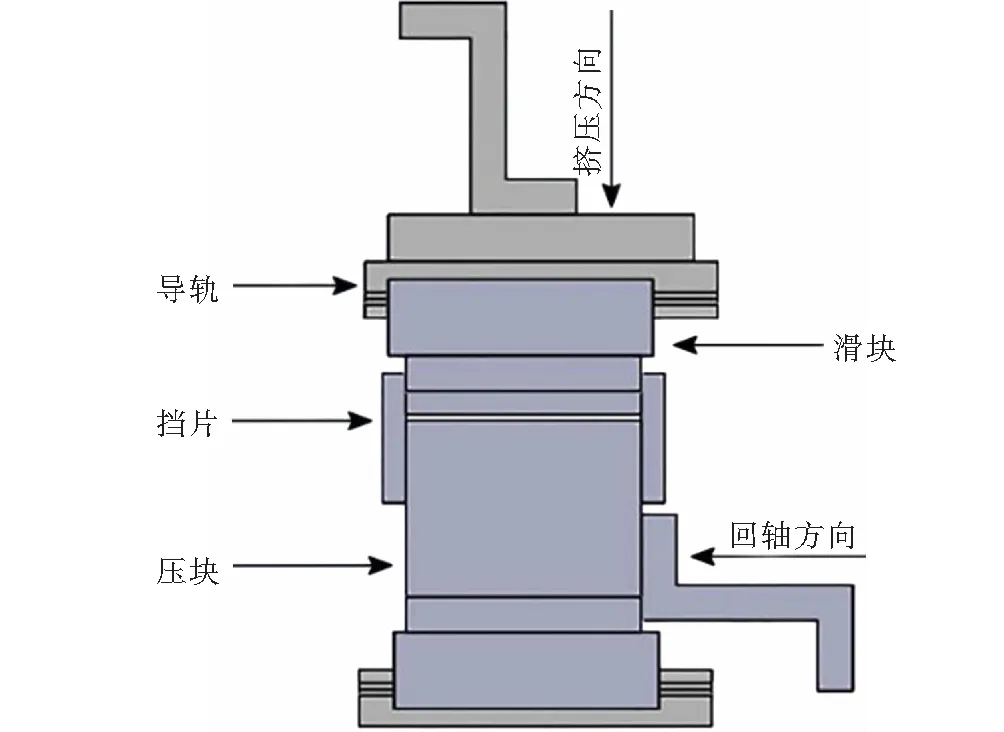
图3 夹紧及回抽机构
由于执行机构的存在,标准的送气管不再适用于试验,因此通过连接杆、转接头改进了送气机构。如图4所示。
夹紧和回抽机构定型后还要设计固定台及装夹机构。回抽机构是在焊枪附近,由于其本身比较笨重,此外加上送气、送电装置都在此安装,不利于手工焊,必需设计合适的装夹机构和固定台,要求质轻、节省空间并易于装卸等。最终整个机构设计如图5所示。

图4 改进的送气机构
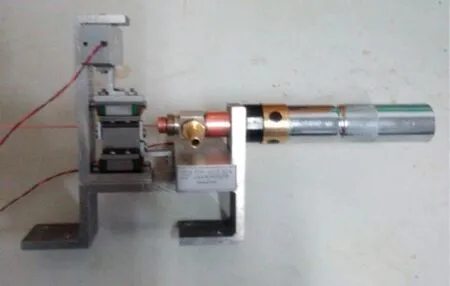
图5 整体装配机构
2 试验结果及分析
2.1 一组参数下回抽与不回抽对比试验
试验的目的是使熔滴在非过渡时刻使其发生熔滴过渡,通过控制焊丝回抽以增加外力,强迫焊接过程发生熔滴过渡。首先在一种电流参数下进行焊接试验,试验条件如下:焊丝:0.8 mm的JD-56;母材:3 mm厚低碳钢冷轧钢板;保护气(纯氩气)的气流量:15 mL/min;焊炬高度:20 mm;焊接速度0.2 m/min;工艺参数:电流70 A,送丝速度4.5 m/min。
在没有加回抽动作时,让其发生非短路过渡的自由过渡。从前一滴熔滴低落时开始,到这一滴熔滴滴落结束,所用时间为0.5 s。熔滴的尺寸较大,如图6所示。
在其他试验参数相同的条件下,通过回抽让其发生非自由过渡,设置回抽频率为30 Hz。每回抽一次就会有一滴熔滴滴落,即过渡一滴熔滴的时间为0.03 s。熔滴尺寸较小,如图7所示。
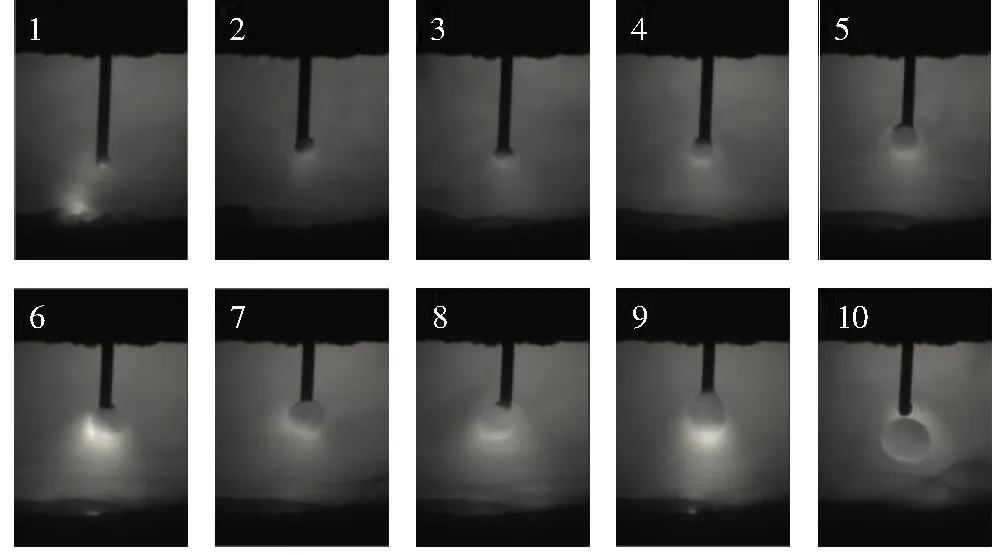
图6 非短路过渡的自由过渡

图7 回抽状态下的非自由过渡
2.2 不同参数对熔滴过渡的影响
回抽将熔滴甩掉的过程受多个参数的影响,主要包括回抽时间、回抽频率、焊接电流。
2.2.1 回抽频率和回抽时间对熔滴过渡的影响
回抽时间指从夹住焊丝回抽到松开焊丝所用的时间。在送丝速度一定的情况下,它能决定送丝软管内的焊丝余量,进而决定焊丝松开后的加速距离及熔滴的惯性力大小。回抽频率即每秒焊丝回抽的次数,它决定熔滴的形成时间,回抽频率越大,熔滴形成的时间越短,熔滴越小。
下面进行了70 A恒流下,同种回抽频率不同回抽时间,以及同种回抽时间不同回抽频率的试验。几种组合下的回抽效果见表1,第一行参数为回抽周期T(T=1/f,f为回抽频率),第一列参数为回抽时间t。回抽效果用“好”、“中”、“差”表示,其中“好”表示能够稳定的将熔滴甩出;“中”表示不能均匀、稳定的将熔滴甩出;“差”表示根本无法将熔滴甩出。
从表1的二、三两行可以看出,随着回抽频率降低熔滴尺寸变大,熔滴甩出变得困难,从高速摄像拍摄的图片分析熔滴尺寸发现:在熔滴直径与焊丝直径比在1.5左右时有利于熔滴甩出。从表的后两列能够看出,随着回抽时间增加,熔滴甩断能力增强。这是因为回抽时间越长,送丝软管内的焊丝余量越多,焊丝松开后的加速距离及熔滴的惯性力越大,越容易实现熔滴过渡。
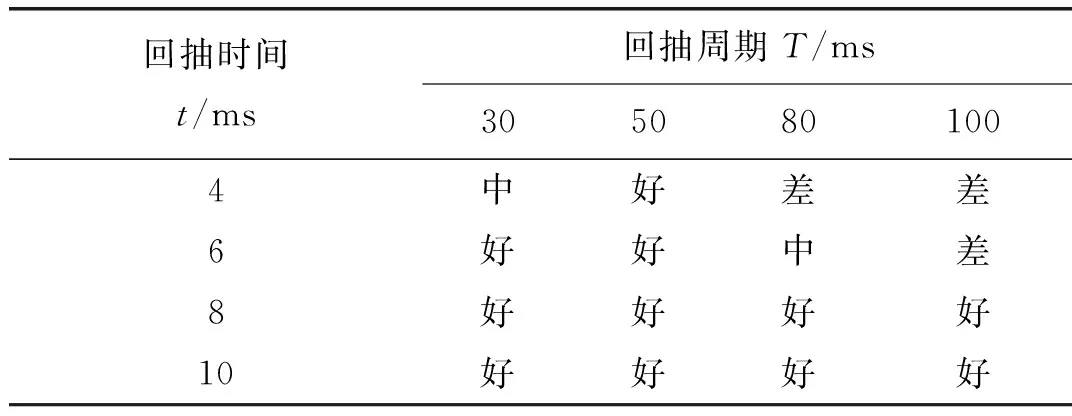
表1 70 A恒流不同回抽频率及回抽时间效果
2.2.2 焊接电流对熔滴过渡的影响
试验条件:焊丝:0.8 mm的JD-56;母材:3 mm厚低碳钢冷轧钢板;保护气,纯氩气和气流量:15 mL/min;焊炬高度:20 mm;焊接速度0.4 m/min。
分别在恒流30 A,50 A,70 A,120 A的条件下进行焊接试验,回抽时间都设置为7 ms,回抽周期都设置为60 ms。恒流条件下焊接电流决定送丝速度,不同的焊接电流对应于不同的送丝速度,电流越大,设置的送丝速度越大。试验结果见表2。

表2 回抽时间7 ms不同电流大小熔滴过渡对比
试验结果表明,焊接电流越大,回抽效果越好,熔滴过渡越容易进行。这是由于电流越大,电磁力越大,所需要回抽来提供的外力就越小;电流越大,送丝速度越大,在回抽的过程中积累的焊丝越长,释放回抽动作时对熔滴的加速度越大。在焊接电流大于70 A时,每次回抽都会把熔滴甩出,实现熔滴过渡。
3 结 论
(1)使用压电材料来设计执行器,通过压电效应使电能高速地转化成机械位移或压力,可以给熔滴增加额外分离力,实现熔滴过渡。
(2)回抽时间越长,熔滴的惯性力越大,越容易实现熔滴过渡。
(3)焊接电流越大,需要的额外分离力越小,越容易实现熔滴过渡;送丝速度越大,在回抽的过程中积累的焊丝越长,释放回抽动作时对熔滴的加速度越大,越容易实现熔滴过渡。
(4)常规GMAW焊接工艺在短路过渡状态下飞溅大、成型差、热输入量大、变形严重。试验可以在非短路过渡状态实现熔滴过渡,几乎没有飞溅。可以在电流较小的情况下实现非短路过渡的熔滴过渡,即消除了飞溅又降低了热输入。在一定程度上解除了电流和熔滴过渡的耦合关系,实现对电流和熔滴过渡的自由控制。
[1] 薛家祥, 黄雯锦, 徐 敏. 铝薄板高速DP-GMAW焊接性能的研究[J]. 焊接, 2016(5):1-4.
[2] 黄军芬, 薛 龙, 黄继强,等. 脉冲GMAW焊接极性对高压环境下焊缝成形的影响[J]. 机械工程学报, 2016, 52(18):64-69.
[3] 丁雪萍, 李 桓. 焊接电流影响GMAW双丝焊电弧等离子体的数值模拟研究[J]. 机械工程学报, 2016, 52(16):71-76.
[4] 殷树言. 气体保护焊工艺基础及应用[M]. 北京: 机械工业出版社,2012.
[5] 殷树言, 冯 雷. 熔化极气体保护焊发展中的问题及对策[J]. 电焊机, 1997(6):1-5.
[6] 王 涛, 王晓东, 王立鼎. 压电陶瓷快速响应特性与应用研究[J]. 传感技术学报, 2009, 22(6): 785-789.
[7] Liu M W, Tong J H, Wang L D, et al. Theoretical analysis of the sensing and actuating effects of piezoelectric multimorph cantilevers[J]. Microsystem Technologies, 2006, 12(4): 335-342.
[8] 宋加强. 熔化极气体保护焊滴状过渡熔滴行为的数值模拟研究[D]. 哈尔滨:哈尔滨工业大学硕士学位论文,2012.
[9] 杨新华. 熔化极气体保护焊电流与电压调节[J]. 电焊机, 2016, 46(9): 118-120.
2017-01-16
国家自然科学基金资助项目(51375022)
TG444+
朱孝祥,1989年出生,硕士研究生。主要从事嵌入式控制和GMAW焊接工艺研究工作,已发表论文2篇。
刘 嘉,1969年出生,副教授,硕士研究生导师。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
电焊机(2022年5期)2022-06-01
焊接(2021年4期)2021-07-07
焊接(2021年2期)2021-05-07
金属加工(热加工)(2020年9期)2020-11-04
制造技术与机床(2019年8期)2019-09-03
热喷涂技术(2019年2期)2019-08-22
金属加工(热加工)(2018年2期)2018-03-22
制造技术与机床(2017年9期)2017-11-27
自动化学报(2016年8期)2016-04-16
