
高速/复合数控机床及关键技术创新能力平台
2017-07-18 11:34沈阳机床集团有限责任公司谭
世界制造技术与装备市场 2017年3期
沈阳机床(集团)有限责任公司谭 智
高速/复合数控机床及关键技术创新能力平台
沈阳机床(集团)有限责任公司谭 智
一、概述
高速/复合数控机床是军工、航空航天、能源、发电设备、精密机床等行业需要的关键工艺装备,是高性能数控机床,具有高效、高精度、高复合化的特点,能有效提高零件的加工精度、质量和效率,因此在各行业内需求量逐年增加。国内目前少有生产高速高精并且性能稳定的机床制造厂家,国内市场对此类产品的需求主要依赖进口,而需求部门大多是国民经济的重点行业和国防军工部门,每年都要大量的从国外如德国、日本、美国等进口,进口设备不仅价格昂贵并且还受到各种制约,设备不易购进,而且维修及售后服务的周期长、费用高。这些因素严重影响我国装备制造业向高端发展的进程,所以,进行高速/复合数控机床及关键技术创新能力平台建设,夯实技术基础,突破其中的一些关键技术,针对用户需求,开发一批高档高速/复合数控机床、功能部件及自动生产线,对于装备制造业,尤其是机床行业、汽车制造业、航空航天业的发展都有极为重要的带动作用。
目前,我国数控机床产业自主开发能力相对薄弱,尤其是数控机床在开发周期、性能、可靠性等方面与国外同类产品差距较大,缺乏有效的创新机制来支撑装备制造产业发展,同时共性关键技术是提高产业创新能力的基础,而共性关键技术的提高是一个长期的过程,需要一定机制保证下的人力、物力的持续投入;国内机床行业存在的另一个问题就是行业需求的驱动作用不明显,我国高档数控机床的需求90%以上依靠进口解决,严重阻碍了我国高档数控机床的发展。因此,以重点行业用户的需求为主导,开发针对性地高档数控机床产品及成线技术,并建立长期稳定的研发流程与合作机制,从而有效地利用行业需求对产品创新的驱动作用,提升行业创新能力,是解决我国数控机床产业自主开发能力相对不强的有效方法。
“高速/复合数控机床及关键技术创新能力平台”是以沈阳机床为主体,建设起比较完备的科研设施条件,健全企业和“产、学、研”相结合的技术创新体系。在平台建设中优化全行业创新资源配置,充分利用已有资源,实施相关共性与关键技术的研究,突破单元技术瓶颈,开发一批高档高速/复合数控机床、功能部件和自动生产线,并使之成为高档数控机床研究开发的重要技术支撑和人才集聚基地,从而提升行业在高速/复合数控机床研发上的创新能力。
在研发团队建设上是以沈阳机床为主体,由北京航空航天大学、同济大学、西安交通大学参与共同组建一流的核心研发团队,在此基础上通过创新资源的优化配置,按需组建由“数控机床高速精密化技术创新战略联盟”的参加单位及行业用户组成的科研团队;通过高速/复合数控机床综合性能实验平台、单元技术实验平台、数字化设计及知识管理平台的建设,建成一流的研发设施和实验检测环境,支撑研发团队从事高速/复合数控机床领域的高水平研究;通过对高速切削理论、高速机床动态综合误差补偿等共性关键技术的研究,突破高速主轴和高速运动部件等单元技术瓶颈,开发出高水平的高速/复合数控机床、功能部件和自动生产线,以满足航空航天、汽车、发电设备等领域重点客户需求,并形成若干国际知名品牌产品。通过创新能力建设,使平台能够长期、高效地进行高速/复合数控机床现有技术和创新技术的成果转化。通过对核心技术的深入研究,将技术成果向行业转移,使平台成为高速/复合数控机床领域研究的重要技术支撑力量和人才集聚基地,打造一个集整机研发、功能部件研发、关键技术研究、用户工艺整体解决方案于一体的创新能力公共服务平台,为提高我国高档数控机床及装备制造业的整体水平做贡献。
二、平台建设情况
1.整机性能测试平台建设
整机性能测试平台的建设以建立全面的产品性能测试能力和检测环境为核心,以建立系统化、科学化的检测流程和测试方法为根本,以形成各类产品性能优化及评价能力为目标,围绕产品升级换代以及高端产品研发主题,研究测试技术和测试方法,形成一套从各类整机检验测试硬件平台→整机各项性能检验测试流程和方法→全面的产品性能测试及评价能力→成熟可推广的产业技术的长效、良性和可推广的研究路线。技术的重点是开展各类机床检验测试环境建设,并建立相应的检测流程和方法,最终目的是形成各类产品的性能优化及评价能力,针对目前国内机床行业的现状来说是非常有意义的。
针对高速/复合数控机床的“高速度、高加速度、动态性能要求高、发热量大、控制性能要求高、工艺复杂”等特点,平台建设的整机综合性能测试平台主要包括动态特性测试平台、热特性测试平台、伺服优化测试平台、几何精度测试平台、可靠性测试平台、切削验证平台六个子平台。经过对整机综合性能测试平台的大力建设,目前已经具备国内领先国际先进的数控机床整机性能测试能力。

图1 整机性能测试平台组成
高速/复合数控机床综合性能实验平台规划的测试内容包括:几何运动精度测试、几何形状误差测试、动态特性测试、主轴动平衡测试、柔量和滞后测量、静刚度试验、动态变形试验、热变形与控制技术、电能测试与分析、旋转轴的角度精度校准、噪声测试、多轴联动精度测试、温升测试、抗振性切削试验、加工精度检测、生产率试验、切削稳定性试验、极限切深试验等,目前整机综合性能测试平台拥有性能测试设备150台套。
2.单元技术实验平台建设
高档数控机床核心功能部件的性能对机床整机的品质起到至关重要的作用,通过单元技术实验平台的建设可以细化对高速/复合数控机床关键技术尤其是核心功能部件的研究,排除不确定因素的干扰。在实验平台上对核心功能部件的各项性能参数的测试比整机组装后的测试既便于操作也更具准确性,对后期关键技术的突破提供准确的数据基础,还可以为可靠性设计、工艺参数优化等方面的深入研究提供帮助,并为行业内其他企业提供测试服务,带动国内机床制造行业在高速/复合数控机床技术的整体提升。
围绕共性技术、可靠性技术等四个方面,平台建设了四大类功能部件单元技术实验台。

图2 搭建的实验台
3.关键技术研究
(1)误差测试与补偿技术研究
技术研究目标
将机床误差通过辨识分类进行研究,将几何误差,热误差,运动误差等检测出来,并分别建模,补偿,通过机床的伺服轴,主轴运动控制策略来进行补偿,将机床的几何误差,热误差进行实时的补偿,以达到改善机床精度的目的。
测试及补偿效果

图3 定位误差测试

图4 主轴误差分析仪检测主轴误差
热误差测试完成之后,将热误差测试数据、温度数据及机床的位置建立热误差模型,对温度数据和误差数据在机床伺服轴的相对位置上进行数据拟合。得出以温度值为自变量,热误差补偿值为函数值的伺服轴实时补偿曲线。
实际建模的时候可以尝试不同的数据拟合运算,以达到对热误差精确建模的目的。例如,VMc850p的Y轴的热误差测试试验中,测试曲线如图5所示,经过数据拟合的测试误差实际值与预测值的残差曲线,如图6所示,残差在-2.326~0.178微米范围内。
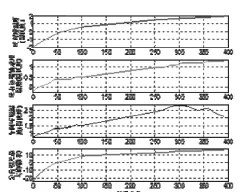
图5 各项温度和误差曲线图

图6 测试误差实际值与预测值的残差曲线
通过动态实时误差补偿软件,将自动建模软件得到的机床待补偿轴的模型库加载到动态实时误差补偿软件平台上,通过与CNC的通讯,实现自动的在线实时补偿功能。
技术成果
主要形成了热误差及综合误差建模软件,针对机床的主轴、伺服轴运动温升,环境温升所引起的位置变化,通过试验建模建立了热误差补偿模型,生成预测误差的补偿值,写入数控系统,从而控制伺服驱动机构执行补偿运算。
(2)五轴联动机床精度测试技术研究
技术研究目标
由于五轴机床的复杂性,测试出五轴机床两个旋转轴轴线的几何偏差是非常繁琐的。本技术研究的目标是通过一种快速高效的测试方法,能够准确得出五轴机床旋转轴轴线的几何偏差。
测试流程
针对双摆台式五轴加工中心,该技术的使用流程如图7所示,包括A轴半径方向圆测试、A轴轴线方向圆测试、C轴轴线方向圆测试、C轴半径方向圆测试、几何偏差计算、几何偏差补偿和补偿效果验证等几个步骤。计算和补偿的几何偏差,具体操作步骤如下:

图7 双摆台式五轴加工中心简图及各项几何偏差

图8 技术使用流程图
技术应用效果
目前该技术已经在我公司生产的VMC0656e双摆台式五轴加工中心上进行了应用,应用效果良好。该技术的应用对于提高高速立式五轴加工中心的空间精度具有很大意义,以下是优化调整前的测试数据:

图9 A轴轴线方向及径向测试结果
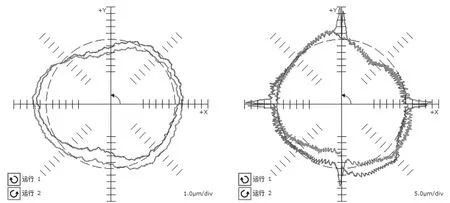
图10 C轴轴线方向及径向测试结果

表1 通过误差分离算法计算得出的误差值
通过技术研究,目前总结了五轴机床旋转轴轴线几何偏差测试流程,编写了误差自动计算成。该技术的研究成果有力支撑了打造世界品牌,提高机床精度的总体目标。
(3)叶片多轴数控加工工艺技术研究
技术研究目标
平台针对多轴数控加工工艺开展相关关键技术研究, 在分析现有叶片单刀加工过程中变形的基础上,基于双刀加工原理,根据叶片单刀加工工艺和表面形状,研究叶片双刀加工工艺、双刀加工轨迹规划技术和切削力抵消变形的方法等双刀加工方法。基于单刀五轴加工后置处理方法,结合数控系统的控制方法,研究了双刀加工的后置处理技术。
关键技术研发
关键技术一:叶片双刀加工刀具轨迹规划技术
结合双刀加工工艺方法,采用两把刀具在叶片的叶盆和叶背两侧同时对刀加工,根据叶片型面的表面几何数据,以优化施加在叶盆和叶背两侧切削合力(矩)为优化目标,形成双刀加工的刀具轨迹,并在一条横截面路径上验证双刀对刀加工路径轨迹规划方法能够降低叶片变形。在此过程中综合考虑了铣削方式、精度范围内的步长和行距的规划以及干涉问题,结合叶片双刀加工原理,优化并规划了双刀纵向加工的刀具路径。
关键技术二:叶片多轴双刀加工后置处理
为了验证双刀刀具轨迹的有效性以及双刀加工设备加工的需要,需将切削点轨迹转化为可执行的数控代码。根据刀具切削点轨迹转化为刀位轨迹,结合双刀加工机床的结构形式,将双刀加工刀位轨迹和刀轴矢量经过后置处理算法转换成可被机床识别的G代码。利用Vericut模拟双刀机床的加工环境,仿真验证了双刀加工无干涉刀位轨迹的有效性,能够满足加工过程的需要。

图11 技术研发路线
技术应用效果
根据叶片多轴加工工艺技术,结合现有叶片五轴加工机床的结构形式,研发了叶片加工多轴联动专用数控机床,取得了良好效果。
在参考国内外叶片单刀数控加工机床和综合考虑叶片加工工艺的基础上,为了满足因叶片的叶盆和叶背型面曲率的不同引起刀具姿态和位置的不同,叶片双刀加工机床拟采用卧式双面双工位的结构形式,以及解决两把刀具移动的不同步误差,具体结构布局如图12所示。两把刀具分别设置直线运动和沿Y轴摆动的自由度,共用工件自身旋转的回转轴,其中一侧的坐标轴设置为X1、Y1、Z1和B1轴,另一侧的坐标轴设置为X2、Y2、Z2和B2轴,工件旋转轴为A轴,两侧坐标轴通过工件A轴旋转的位置姿态,分别调整X、Y、Z和B轴的进给量以确定满足加工过程的刀具姿态。

图12 叶片双刀加工机床结构示意图
4.知识产权
课题在研究过程中,共发表及投稿科技论文50篇,其中在国外知名刊物发表论文3篇;课题累计申请专利及软件著作权36项,其中授权10项:课题形成企业技术标准11项及9项技术规范。
三、成果应用与推广情况
1.技术支撑
(1)支撑重点行业装备国产化
平台支撑了针对重点行业的关键装备的国产化研发,对样机进行的测试及优化包括机电耦合参数优化、机床的定位精度和联动精度、传动系统特性、机床能耗、结构静/动态特性、直线轴和旋转轴的静/动态特性等。机床结构经过多次优化,具有足够的静态、动态及热态刚性,保证了系统具有良好的动态品质,为重点用户提供了性能优异的国产高速复合数控机床。

图13 为成都飞机工业(集团)有限责任公司提供国产化装备

图14 为沈阳飞机工业(集团)有限公司提供国产化装备
(2)支撑重点领域设备成线应用
平台依托建成的软硬件条件近年来对沈阳机床自动线产品在轴承行业、齿轮、工程机械、电梯、电机、传动轴、轮毂、小型通用件等行业的应用进行了技术支撑,提升了沈阳机床产品的整体品质与稳定性,获得了用户的认可与好评,近年来累计提供成线设备300多台套。

图15 支撑重点领域的设备成线应用
(3)支撑世界首款智能数控系统研发优化

图16 支撑世界首款智能数控系统的研发优化
创新平台课题组与沈阳机床上海研究院i5智能数控系统研发团队针对i5系统机电集成性能、切削性能以及稳定性三个领域开展了性能试验;针对i5系统的双向补偿功能、空间补偿功能的实际应用效果进行了对比试验,试验涵盖的机型包括立式加工中心、数控车床、数控车削中心等,用来对比的国内外系统包括发那科、西门子、广数等。通过对比测试,应用i5系统的数控机床无论在定位精度、重复定位精度还是实际工件切削试验中都比配备其他系统的数控机床高50%左右;同时目前课题组还开展了实时热误差补偿、振动诊断等功能的开发,目前各项技术与i5系统的全面融合将进一步促进国产数控系统及数控机床的“质”的提升,在国内外高端数控装备市场的竞争中斩获优势。
2.经济效益
依托创新平台项目的建设,项目承担单位形成了一定的实验和开发能力,在企业高端设备、专用设备的开发中起到了很明显的支撑作用,平台针对多台份的样机进行了功能验证、完善。面向航空航天领域,累计支撑开发31台套多轴联动数控机床;面向发电设备领域,累计支撑开发11台套多轴联动数控机床产品复合数控装备;面向汽车零部件加工行业,累计支撑开发35台套加工中心及车削中心等,累计实现产业化目标5.36亿元。
3.社会效益
平台通过建设及实施目前指导了东北大学、吉林大学 、上海交通大学等7家数控机床专项任务单位完成相关课题研究;累计向行业内转移了实时热误差补偿、伺服参数优化等30项技术研究成果,受到了技术受益方的好评;支撑了面向航空航天等重点领域的77台套高档数控机床产品的研发生产。
未来沈阳机床将进一步依托创新平台项目健全企业技术创新体系,形成完备的科研设施条件,充分利用已有资源,实施共性与关键技术的研究,突破单元技术瓶颈,开发一批高档数控机床,从根本上扭转我国在高档数控机床基础、共性、关键技术方面研究薄弱的局面,增强我国高档数控机床乃至整个装备制造业的核心竞争力和国际竞争力。□
猜你喜欢
中国设备工程(2022年12期)2022-07-11
今日农业(2021年8期)2021-11-28
今日农业(2021年13期)2021-11-26
现代畜牧科技(2021年3期)2021-07-21
落叶果树(2021年6期)2021-02-12
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年11期)2017-12-18
