双制动裙板冷床在中小棒轧线中的应用
2017-08-10 02:35
中国设备工程 2017年15期
(青岛特殊钢铁有限公司,山东 青岛 266000)
双制动裙板冷床在中小棒轧线中的应用
马强
(青岛特殊钢铁有限公司,山东 青岛 266000)
双制动裙板冷床相比较单制动裙板冷床,允许轧制速度高,小时产量大,但是在国内采用双制动裙板的生产线较少,没有系统的介绍。本文就轧制小规格、高轧制速度情况下的控制原理和应用中出现的各种问题做了详细的介绍。
双制动裙板;控制原理;
1 控制裙板冷床的控制原理
1.1 设备构成简述
主要机械设备由倍尺飞剪、输入辊道、导槽、转辙器、挡墙、1#制动裙板、固定制动裙板、2#制动裙板、静齿条和动齿条等组成;传动设备由倍尺飞剪电机、辊道电机、挡墙电机、1#制动裙板电机、2#制动裙板电机、动齿条电机和各自变频器组成;检测设备为HMD(热金属检测仪),见图1。
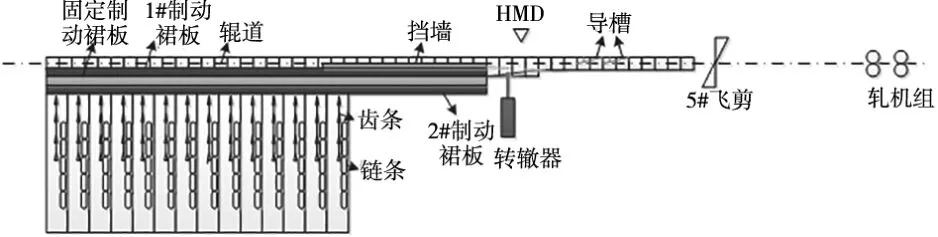
图1
1.2 控制原理概述
(1)动作顺序。转辙器、1#制动裙板、2#制动裙板、动齿条均在低位。①第一根倍尺位于1#制动裙板上。②当第一根倍尺尾部经过转辙器后,转辙器向前推动第二根倍尺的头部,使第一根倍尺头部与第二根倍尺的尾部位于辊道的两个不同的高度处。③当第二根头部刚刚进入挡墙上部时,挡墙抬起,转辙器下降,使第一根倍尺与第二根倍尺位于不同的行走通道,避免追尾。④当第一根倍尺尾部达到制动点时,1#制动裙板抬起,通过固定制动裙板过渡到达2#制动裙板上,经过固定的动作周期,2#制动裙板抬升到高位,把第一根倍尺放在静齿条的第一个齿上。⑤挡墙与1#制动裙板降落到低位,第二根倍尺从挡墙位置滑落到1#制动裙板上。⑥转辙器根据第二根倍尺的尾部信号抬升,同时挡墙根据第三根倍尺的头部信号抬升。⑦当第二根倍尺尾部达到制动点时,1#制动裙板抬起,通过固定制动裙板过渡到达2#制动裙板上,经过固定的动作周期,2#制动裙板抬升到中间位置。⑧动齿条动作,一次抬起第一根倍尺和第二根倍尺,放置在静齿条的第二个和第三个齿上。 后续动作依次类推,见图2。

图2
(2)设备功能介绍。①HMD和5#剪刃闭合信号用于计算轧件速度。②倍尺飞剪。把来料切成定尺(比如6m)的倍数(例如80m)。通过1#HMD和2#HMD通过轧件头部信号计算轧件速度,和PLC内部时钟,积分计算来料的长度,当PLC计算的长度达到设定剪切长度时,倍尺飞剪剪切一次。③加速辊道。倍尺飞剪后辊道为加速辊道。从第一组开始,逐渐加速。
这样使前后两根倍尺逐渐拉开距离,达到转辙器动作周期内分开前后两根倍尺头与尾。④制动裙板。 通过滑动摩擦力把来料从高速降到低速或速度为零;接收来料,并且把来料从辊道上及时转移到齿条上。⑤齿条。校直倍尺钢并向前输送。
1.3 出现过的问题
(1)挡墙抬起上一根倍尺的尾部。现象:在剪切时,倍尺由1#制动裙板上方移动到挡墙上方,当挡墙抬起时,倍尺的尾部就会被挡墙抬起。这种情况会造成倍尺的尾部不能上齿条的现象,进一步阻碍下一支倍尺上冷床。解决措施:一方面,在转辙器前加装导槽,限制倍尺由下向上移动的距离;另一方面,延迟挡墙的抬升,使倍尺尾部滑落到挡墙下方时,再抬起。
(2)挡墙抬起后一根倍尺的头部。现象:因小规格倍尺刚性低、容易弯曲,在头部离开转辙器一段距离后,挡墙不及时升起时,头部容易滑落到1#制动裙板上,导致挡墙抬起后一根倍尺的头部。解决措施:一方面通过调整挡墙抬起的时间点,使挡墙及时抬起。另一方面通过提前转辙器抬升的时间,使其推上一根倍尺的尾部,达到充分推动下一根倍尺的头部。
(3)1#制动裙板不能抬升到位,倍尺不能滑落到2#制动裙板上。现象:1#制动裙板不能达到高位,导致1#制动裙板与固定制动裙板之间有落差,所以倍尺不能被移送到2#制动裙板上,形成堆钢。解决措施:更换了电机,加大输出转矩。另外,加大1#制动裙板平衡气缸的压力。
(4)转辙器推到高位后,持续很长时间后再回到低位。现象:转辙器推到高位后,倍尺的头部离开转辙器很长时间后仍然不回落,导致倍尺的尾部长期停留在挡墙上方,容易产生追尾现象。解决措施:调整好挡墙与转辙器动作时间点。因转辙器回落的条件为倍尺的头部到达挡墙后1s,如果条件变为头部到达挡墙后3s或更长,则转辙器会推迟回到低位的时间点。
(5)短倍尺不能上齿条。现象:当最后一段倍尺长度小于20m时,倍尺速度不能被制动到零,因此在制动过程中,这根倍尺跑出了裙板。解决措施:优化剪切,控制倍尺长度,避免出现低于20m的倍尺。
2 结语
经过长期的经验积累,现在这条生产线,在轧制16mm的棒材时,最高轧制速度达到了18m/s,充分凸显了双制动裙板的优点。
[1]曹亮.鄂钢科技 [J],2015(3):25-27.
[2]矫健 ,何威.冷床制动裙板系统控制模型的研究2012年全国冶金自动化信息网年会.
[3]西马克设计者. 冷床设备说明书.
TG333.1
:A
:1671-0711(2017)08(上)-0133-02
猜你喜欢
建材发展导向(2022年18期)2022-09-22
湖南有色金属(2022年1期)2022-03-09
大型铸锻件(2022年1期)2022-02-12
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
水运工程(2020年2期)2020-02-26
物流技术与应用(2019年6期)2019-07-16
安徽建筑(2018年5期)2018-10-25
中南大学学报(自然科学版)(2018年3期)2018-04-11
建筑工程技术与设计(2015年28期)2015-10-21