
5500dt/d六级预热器烧成系统的开发应用
2017-08-16 13:18马娇媚刘芳郭天代陶从喜彭学平
水泥技术 2017年4期
马娇媚,刘芳,郭天代,陶从喜,彭学平
5500dt/d六级预热器烧成系统的开发应用
Development and Application of 5 500t/d Pyro-system with 6-stage Preheater
马娇媚,刘芳,郭天代,陶从喜,彭学平

最新投产的河南孟电集团有限公司5 500t/d生产线由天津水泥工业设计研究院有限公司设计,集成了天津院有限公司最新的技术路线,尤其是六级预热器和低氮分解炉的开发研究,达到了理想的技术指标,代表了高能效低氮预热预分解及先进烧成技术的水平。综合前期开发思路和后续调试过程,本文总结了该生产线的节能减排措施,为水泥生产线烧成系统的设计和生产调试提供参考。
六级预热器;脱硝;烧成系统;节能减排
1 概述
目前水泥生产企业面临激烈竞争,必须通过采用新型节能技术及装备来降低生产线的能源消耗,减少影响环境的废弃物排放(包括CO2、NOX等)。河南孟电集团水泥有限公司减量置换5 500t/d水泥熟料生产线是为落实国家行业准入条件及节能减排环保要求,在原有几条水泥熟料生产线拆除基础上建设而成的。该生产线由天津水泥工业设计研究院有限公司设计,集成了天津院有限公司自主研发的高效低阻型六级预热器、两档短窑、带中置辊式破碎机的行进式稳流冷却机、大推力煤粉燃烧器、煤粉辊磨等,代表了该公司最新的技术和装备水平,尤其代表了高能效低氮预热预分解及先进烧成技术水平。笔者参与了该项目前期开发设计、施工安装、调试运行及达产达标的整个过程,本文对该生产线的技术进行提炼总结,为日后水泥工艺开发提供参考。
天津水泥工业设计研究院有限公司作为总设计方和主机供货商,针对全厂制定了最佳的技术方案,为该生产线的良好运行创造了条件。该生产线烧成系统主机设备全部国产化,在低阻低耗、能效指标不断提高的前提下,降低了废气中NOX、SO2等有害组分的排放,同时该生产线采用了大功率变频调速技术、余热发电技术、低温除尘技术,设计上考虑了水泥窑协同处置工业废弃物和城市垃圾技术,实现了资源的综合利用和节能减排,全面提升了生产线的性能。该生产线采用石灰石、粘土、砂岩、硫酸渣配料,烟煤作为燃料,烧成车间设备见表1。
2 主要节能减排技术

表15 500t/d烧成系统主要设备
2.1 新型六级预热器预分解炉系统
预热预分解技术是预分解烧成工艺的核心技术。窑尾预热器系统的作用是对生料进行预热,并使大部分碳酸盐分解,出分解炉生料经最下级预热器分离后入窑煅烧。因此预分解系统的级数及性能对烧成系统热耗和预热器系统出口压力有很大影响。当原料综合水分较低时,国外水泥企业普遍倾向于采用六级预热器系统以降低烧成系统热耗,而国内由于余热发电技术的推广,六级预热器系统难以得到大力发展[1]。采用六级预热器系统与采用五级预热器系统相比,生料磨停时,六级预热器系统可降低管道喷水难度并节约三分之一左右的喷水量,六级预热器系统适合于原料水分不是很高的工程,尤其对能源短缺和水资源短缺的地区是很好的选择。
六级预热器系统采用高效低压损的旋风筒,可有效降低预热器系统出口温度和阻力,整个窑尾系统结构布置紧凑,降低了窑尾框架高度和大小,有利于节省投资。旋风筒采用270°两心大蜗壳结构,通过优化的结构型式,降低旋风筒压损,并提高旋风筒分离效率,最上级旋风筒分离效率达到95%以上;除C1旋风筒外,其他级内筒采用耐热钢分片式结构,便于安装和检修更换;为吸收热膨胀,旋风筒顶盖采用预拉处理,结构布置上充分采取径向和轴向热补偿措施,各级料管设置独立的膨胀节;根据预热器系统布置,旋风筒采取歪锥结构,有效降低塔架高度,同时有效防止锥部积料堵塞。

图1 C1旋风筒

图2 中间级旋风筒
六级预热器系统采用固定式撒料装置,确保生料在管道中均匀分散,提高管道换热效果,孟电项目在以往风管和撒料盒数值模拟研究[2]的基础上再次进行优化,在合理风速的前提下,撒料盒能够进一步下移,加强了气固换热。下料管道上采用翻板阀进行锁风,在运行投产前,逐一调整了每个配重杆的配重至最佳位置,运行期间定期检查包括锁风阀等各处部位的密封情况,进行必要的堵漏工作,保证系统的锁风和密封效果,为降低预热器出口温度、废气风量和系统热耗创造了条件。
表2为六级预热器与五级预热器系统设计指标对比,通过分析可以得出:
(1)从指标看,六级预热器系统相对五级预热器系统,热耗降低~125kJ/kg熟料,电耗基本不变。
(2)从投资成本看,六级预热器系统窑尾设备和土建投资相对五级预热器有所增加,但余热发电锅炉和汽轮机配置变小[3],整体上带六级预热器系统的生产线综合投资少。
2.2 低氮分解炉系统
通过分料控制分解炉柱体结构的温度梯度,创造高温区,有利于分解炉内燃料的燃烧,提高燃料的燃尽率,避免未燃尽的燃料在预热器内后燃,节约了煤耗。分解炉中柱段预留废弃物处置口,可满足一定要求的废弃物处置。分解炉通过脱硝风管采用三次风分级燃烧的措施,燃烧空气分级加入,形成一个低于化学当量燃烧系数的还原燃烧区域,在这个区域内,一方面由于不完全燃烧形成了大量的一氧化碳,可以对已经形成的氮氧化物进行还原,另一方面抑制燃料中的氮元素向氮氧化物转化,降低系统NOX的排放。从运行数据来看,通过调节C5分料比例、三次风三个阀门的开度,可以稳定窑况,不影响产质量。

表2 5500t/d六级预热器与五级预热器系统对比
调试过程中,三次风管主管的阀门一定要与脱硝风管的阀门配合使用,避免窑系统的通风受到影响。脱硝阀门加大开度时,要同步降低主管的阀门开度。脱硝风管创造还原区的同时,在监测分解炉和塔内三次风管不结皮的前提下,还需要通过C4料管的分料阀提高分解炉主燃区的温度至1 050~1 200℃范围内。烧成气氛上,在分解炉完全燃烧的基础上,控制分解炉出口的氧含量<2%,预热器出口的氧含量<3%。
通过脱硝风管进行三次风的分级设置,分解炉的中柱体及下柱段有较大脱硝空间,调节脱硝风管使其形成高温还原气氛,可满足NOX<550mg/m3(标)(10%O2)的要求,脱硝效率45%以上,同时分解炉出口管道预留SNCR喷氨位置,根据实际情况可满足更严格的环保排放要求,目前氮氧化物排放指标低于320mg/m3(标),实际控制值为260±30mg/ m3(标)。
2.3 两档支撑短窑
两档支撑短回转窑,采用L/D为12的两支承短窑,由于筒体长度有较大减短,其散热损失相应减少,相同规模窑的散热损失相差约21kJ/kg熟料,此外还具有装备、土建费用低等一系列优点。配套高性能大推力燃烧器,一次风量为8%,提高了高温风的用量,降低了系统热耗。
考虑到两档窑窑尾温度较高,烟室使用了料幕技术,通过控制烟室温度减少结皮的生成。如图3所示,料幕系统将生料分一股通过风机及风翅打散进入烟室,生料的分解吸热可以迅速降低烟室温度,减少液相出现,提升了系统的适应性,也为日后废弃物处置预留了可能,当烧成系统出现硫、碱、氯等元素内循环时易造成局部结皮,烟室料幕也有一定缓解作用。
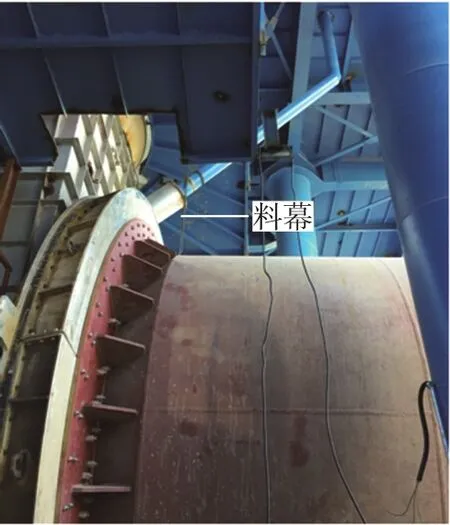
图3 烟室料幕系统
2.4 带中置辊式破碎机第四代行进式稳流冷却机
第四代行进式稳流冷却机纵向单元通风,避免了熟料经篦床下落造成纵向层阻力变化,有利于均匀通风,第四代冷却机的热回收效率>75%,回收热量按照入冷却机的热料温度计算,全部热量约为1 547kJ/kg熟料,每提高1%的热回收效率则回收热增加15.5kJ/kg熟料,考虑到燃烧器改进后入窑二次风量相应增加的因素,采用第四代行进式稳流冷却机热回收率较现有冷却机的热回收效率平均提高4%以上,相当热耗降低62kJ/kg熟料。
冷却机系统的电耗统计为5.5kWh/t熟料,较常规冷却机节电1.0kWh/t熟料。同时,中置辊式破碎机提高了窑头余热发电的发电量,有效利用了余风热量。
3 生产运行状况
孟电减量置换5 500t/d水泥生产线作为先进烧成技术示范线已投产运行五个月。生产线运行月度产质量统计见表3,从表中可看出,点火以来熟料月均产量为5 655t/d,月均标煤耗为97kg/t熟料,熟料电耗月均值为56kWh/t熟料,3d熟料强度31MPa,28d熟料强度56MPa。
八月底进行了系统热工标定,测试期间窑系统熟料日均产量达5 944t,大大超过了设计指标,两档窑单位容积产量达6.07t/d.m3,远高于三档窑的单位容积产量;熟料烧成热耗为2 771kJ/kg熟料,优于设计指标,烧成电耗为20.15kWh/t,电耗低于设计值。图4为烧成窑尾的典型中控画面。预热器出口的温度较五级预热器低30~50℃,压损与五级相当,高温风机的电耗约7.0kWh/t熟料,各项技术经济指标均为国际先进水平。标定该冷却机的总鼓风量为1.872 0m3(标)/kg熟料,小于第三代篦冷机的正常用风量[1.9~2.1m3(标)/kg熟料],篦冷机的热回收效率>75%。
采用三次风分风的方式可实现脱硝效率45%以上,分解炉出口在喷氨前NOX浓度约为500ppm,折算成10%氧含量为600mg/m3(标),SNCR系统氨水用量从脱硝风管投运前的2.0m3/h降低到0.5m3/ h,吨熟料节约了3元的运行成本,可见窑尾脱硝风管可有效降低系统NOX的排放浓度。

图4 烧成系统中控操作画面
4 技术经济效益分析
孟电5 500t/d生产线于2016年6月成功运行,在较短时间内实现了稳定运行与生产达标。回转窑产量稳定,取得了明显的经济效益和社会效益。经热工标定5 500t/d减量置换一线单位熟料热耗为2 773kJ/kg熟料,标准煤耗95kg/t熟料以下,烧成电耗为20.15kWh/t熟料,氮氧化物排放达到290mg/m3(标)以下,喷氨量0.5m3/h,粉尘排放15mg/m3(标)以下,能耗水平先进。与能耗限额标准的新建水泥生产线限额准入值相比,一条生产线投产后预计每年可节省标准煤2.7万吨,节约用电~3 000×104kWh,回收余热发电~4 500×104kWh,每年实现CO2减排~8.1万吨,脱硝风管实现NOX减排~2 300t,同时还能有效降低粉尘等污染物排放,对生态环境的持续改善具有积极的推动作用。该新一代节能、环保、高效水泥熟料生产线的推出,集成采用天津设计院有限公司先进、成熟的国产化新技术、新装备,为水泥工业的技术进步和节能减排提供了示范作用,推动了水泥工业从产品质量、污染物控制、绿色环保等诸方面质的提升。

表3 生产线产质量月报表
5 结语
经过调试生产,5 500t/d带六级预热器生产线烧成系统运行平稳,验证了之前的科研开发思路,归纳技术要点主要有:
(1)六级预热器通过增加一级换热降低了预热器出口的温度,起到了很好的节能效果,在电耗不增加的前提下,热耗大大降低。公司六级预热器系统目前已在孟电项目、沙特UCIC项目、印尼BOSOWA项目等多条生产线上得到应用,使用效果良好。
(2)低氮分解炉通过三次风管分出一支作为脱硝风管进行分级燃烧,达到了很好的脱硝效果。
(3)六级预热器、低氮分解炉,配套两档支撑短窑、第四代中置辊式破碎机冷却机,代表了天津院有限公司先进的工艺装备技术水平。
(4)新开发的5 500t/d六级预热器烧成系统经过生产调试,烧成系统的电耗、煤耗和NOX排放较低,各项指标良好,实现了显著的节能减排效果。
[1]陶从喜,孙洁.浅析六级预热器的推广与应用[J].水泥技术,2009(6):31-34.
[2]陶从喜,赵林,俞为民,张凯,胡芝娟.六级预热器优化的数值模拟[J].天津大学学报,2011,44(4):369-376.
[3]俞为民.六级预热器系统开发的探讨[J].水泥技术,2007(4):25-26.■
TQ172.622.26
A
1001-6171(2017)04-0022-05
天津水泥工业设计研究院有限公司,天津300400;
2016-12-05;编辑:赵莲
猜你喜欢
炼油与化工(2022年6期)2023-01-10
建材发展导向(2022年24期)2022-12-22
选煤技术(2022年1期)2022-04-19
能源研究与信息(2021年3期)2021-11-20
昆钢科技(2021年4期)2021-11-06
建筑热能通风空调(2018年5期)2018-07-09
中国资源综合利用(2017年1期)2018-01-22
科学与财富(2018年34期)2018-01-15
中国核电(2017年1期)2017-05-17
电力科学与工程(2016年3期)2016-05-10
