
测试盘加工工艺
2017-10-19 09:24林桂平
装备制造技术 2017年8期
林桂平
(广东省肇庆市工业贸易学校,广东 肇庆526000)
测试盘加工工艺
林桂平
(广东省肇庆市工业贸易学校,广东 肇庆526000)
针对环氧树脂RF-4材料方孔加工探讨,对非金属材料加工作方案比较,根据自身特点,制定一套更合理的加工工艺,从而在保证产品质量的前提下,提高生产效率、使加工工艺简单和成本低的方法。
测试盘;压孔微切削;刀具;突破
近年,我国电子行业迅猛发展,电子元件趋向微型化,对电子元件性能参数测定要求越来越高。测试盘是测试各类电子元件参数的必用易损配件,如何保证其精度要求,是加工比较困难的问题,一般电子元件生产厂家都选用日本、台湾或其合资厂等厂家的加工配件,其生产周期长、成本高。国内生产此类配件遇到技术瓶颈,难以保证其质量。本文就此问题展开加工工艺方法探讨,从而获得工艺上的突破。
1 测试盘分析
(1)测试盘材料为非金属RF-4环氧树脂
(2)外形尺寸大,厚度尺寸小,加工易变形
(3)测试盘主要类型有如下四种
1)单轨测试盘 其主要工艺参数:内孔φ168mm、外径 φ252 mm,厚度规格有 0.9 mm;1.5 mm;1.9 mm;3.0 mm等,在分度圆φ240 mm均布方孔,方孔规格有 0.65×0.65×0.9(mm);0.95×0.95×1.5( mm);1 × 1.9 × 1.5(mm);1.05 × 2 × 3(mm);在分度圆φ186 mm直径上有φ10 mm和φ12 mm定位孔。
2)四轨测试盘 其主要工艺参数:内孔φ150 mm外径φ290 mm,厚度规格有0.9 mm;1.5 mm;1.9 mm;3.0 mm等,在分度圆 φ272 mm、φ248 mm、φ224 mm、φ200 mm分别均布方孔,方孔,规格有0.65×0.65×0.9(mm);0.95×0.95×1.5(mm);1×1.9×1.5(mm);1.05× 2× 3于(mm);在分度圆 φ152 mm直径上有φ10 mm和φ12 mm定位孔
3)双轨测试盘;三轨测试盘;八轨测试盘等类同。
4)测试盘加工难点:a方孔加工:方孔尺寸小、数量多、加工易变形;工作面的平面度:要求小于0.03于;变形小于0.05 mm.
2 加工方案分析
(1)环氧树脂板材料特性
环氧树脂RF-4是热固性塑料,其具有强度、硬度高、刚性好、变形小、摩擦系数小、介电性能优良等特性。刀具在切削环氧树脂RF-4过程中磨损较快,因此要求刀具材料耐磨。需选用硬度、强度、耐磨性优良的材料,如硬质合金或W18Cr4V超硬(66~68HRC)材料等,以便可保证其加工精度和刀具寿命。
(2)方孔的加工工艺方案分析
方孔加工采用粗加工和精加工结合的加工方案。粗加工去除圆孔变方孔大部分余量,精加工时将余量去除,保证方孔尺寸、位置、精度及加工质量。根据当今社会的设备,主要流行的非金属方孔加工法有。
(1)机械加工方法
1)铣削 2)线切割 3)冲孔 4)拉孔。这四种方法针对本零件加工在理想情况下,其特点如表1所示。

表1 机械加工方法
(2)注射模具成型加工
用热固性塑料模加工测试盘,是一种理想方法.其特点如下:
优点:加工效率高,成本低,方孔尺寸精度及外观质量保证.
缺点:由于测试盘外形尺寸大且溥,因而会使得模具成本高,测试盘压注成型后会产生变形大,尺寸不稳定,会产生翘曲现象,难以保证测试盘的技术要求:平面度小于0.03 mm、变形小于0.05 mm.
综上所述,如选用机械式如铣削、线切割、冲孔、拉削在理想情况下都可以加工此类测试盘,但在刀具、设备、方孔加工质量等在加工体系中都不同程度遇到难题。如拉削工艺质量最好,但刀具不易解决:线切割加工,因环氧树脂不导电,要设计加工专用设备,特殊金刚砂电镀钼丝,效率低且方孔有圎角;CNC铣削加工,效率高,但方孔有圎角;模具冲,方孔有毛刺和撕裂问题;注射模具成型加工,变形和尺寸精度难以保证。
(3)压孔微切削加工
上述机械加工方法和注射模具成型加工方法加工方孔,各有特色,亦存在不小难题。现另辟新径,采用压孔微切削加工,解决刀具,毛刺,撕裂和圆角等困绕问题。设计如图1所示,先用钻头加工合理工艺孔,然后用锥度方戓长方多刄刀具压削,经粗,精压削,方孔清角且无毛刺,方孔质量佳。其结构简单,且易操作,刀具安装快捷、压削设备可实现自动和手动两种模式,工作效率高,整个生产成本低。

(续下图)
(续上图)

图2 各类刀具设计
3 压孔微切削加工方孔工艺
(1)刀具材料选择和结构:
1)选用YG8硬质合金,优点:硬度.强度高.耐磨性好.缺点、受力易折断。
2)选用 W18Cr4V 超硬,66~68HRC,既硬又有一定韧性、刀具寿命长。
3)综上所述,选用W18Cr4V超硬作刀具材料,其结构和刀具如图1所示,尺寸参数据测试盘方孔尺寸而定,可分粗加工刀具、半精加工刀具、精加工刀具等。
(2)测试盘加工工艺流程
以(如图2测试盘)四轨测试盘为例,四轨测试盘主要工艺参数:内孔为φ134 mm,外径为φ290 mm,厚度为0.9mm,在分度圆φ272 mm、φ248 mm、φ224mm、φ200mm分别均布方孔,方孔尺寸为0.65×0.65×0.9(mm);在分度圆 φ152 mm直径上有 φ10 mm和φ12 mm定位孔,其工艺如下:
(1)开料 RF-4:297 mm ×297 mm ×1.2 mm
(2)在车床或CNC铣床加工:φ290×φ134×1.2(mm)
(3) 平面磨床加工:φ290 mm × φ134 mm ×0.9 mm,保证其基准面平面度小于0.03和平行度小于0.05 mm.
(4)铣钻加工中心(CNC)钻孔
1)4-200-φ0.65(mm)
2)φ10mm φ12 (mm)定位孔
(5)冲压机戓专用设备 粗压孔加工4-200-0.6×0.6(mm)
(6)雕刻机或数控铣 加工真空槽4-200-0.3×0.3×3.5(mm)
(7)冲压机戓专用设备 半精压孔4-200-0.65 × 0.65(mm)
(8)冲压机戓专用设备 精压孔4-200-0.65 × 0.65(mm)
(9)去毛刺,清洗
(10)检验
通过实践证明,此工艺加工环氧树脂RF-4类型方孔,方孔可以仼意尺寸,质量好,生产效率高,成本低。
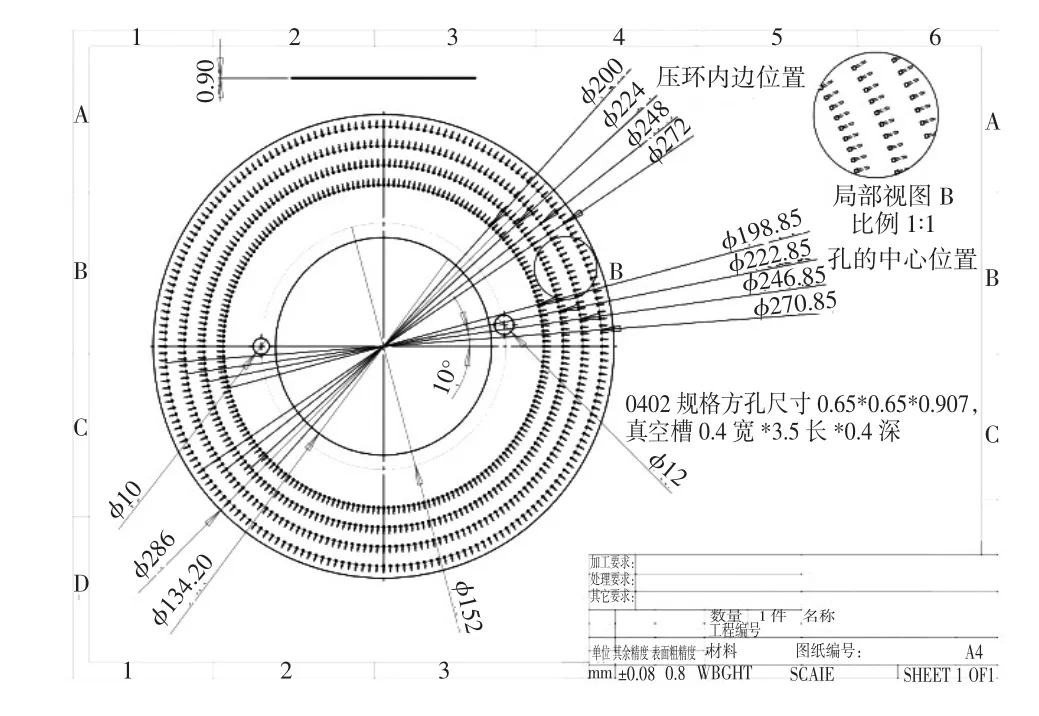
图2 零件图纸
4 刀具寿命:材料选用W18Cr4V加硬68HRC
A粗加工方孔2000个方孔/把
B精加工方孔2000个方孔/把
5 工作效率:自制手动冲压专用设备
A粗加工方孔:8只孔/分钟(单轨);粗加工方孔14只孔/分钟(双轨);粗加工方孔21只孔/分钟(三轨);(粗加工方孔28只孔/分钟(四轨)。
B精加工方孔:10只孔/分钟(单轨);精加工方孔20只孔/分钟(双轨);精加工方孔30只孔/分钟(三轨);精加工方孔40只孔/分钟(四轨)。
6 结束语
压孔微切削工艺,柔合了纯数控CNC加工,模具加工和拉削加工等综合工艺,成功突破传统加工工艺、加工效率是纯数控CNC的五倍以上,且可加工任意方孔,为非金属微方孔加工,开辟了新工艺途径。
[1]周 鑫.薄壁零件加工工艺方法分析[J].企业技术开发.2015(36).
[2]宋率展.高速铣削加工切削参数的优化选择[J].橡塑技术与装备.2015(16).
Test Panel Processing Technology
LIN Gui-ping
(Zhaoqing Industrial Trade School,Zhaoqing Guangdong 526000,China)
This paper mainly focuses on epoxy resin RF-4 material hole processing study,comparison of scheme of non-metallic materials and work,according to their own characteristics,develop a more reasonable process,and under the premise of ensuring product quality,improve production efficiency,the method of simple processing technology and low cost.
test disc;pressure hole micro cutting;tool;breakthrough
TG71
A
1672-545X(2017)08-0290-03
2017-05-18
林桂平(1964-),男,广东郁南人,中级机械讲师,工程师,工学士学位,从事机械类教学,研究专用设备设计、特殊零件加工工艺。
猜你喜欢
北京航空航天大学学报(2021年9期)2021-11-02
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
舰船科学技术(2021年12期)2021-03-29
湖北农机化(2020年15期)2020-10-13
中国材料进展(2019年10期)2019-12-07
民用飞机设计与研究(2019年4期)2019-05-21
科学与财富(2018年13期)2018-06-13
教练机(2018年1期)2018-05-09
农机使用与维修(2018年2期)2018-02-26
凿岩机械气动工具(2017年3期)2017-11-22
