
普梳紧密纱和精梳纱的性能对比分析
2017-10-19 09:40王秋霞高秀丽
纺织检测与标准 2017年4期
王秋霞,高秀丽
(河南工程学院纺织学院,河南郑州450007)
普梳紧密纱和精梳纱的性能对比分析
王秋霞,高秀丽
(河南工程学院纺织学院,河南郑州450007)
紧密纺纱线是采用紧密集聚纺纱原理纺制而成的一种新型纱线,其结构性能与传统纺纱工艺纺制的纱线有很大的差异。为了更好地了解紧密纱和精梳纱的物理机械性能,提高纱线应用的针对性,在相同原料和前纺工艺条件下,纺制相同特数的普梳紧密纱与精梳纱,测试其捻度、条干均匀度、单纱强力和毛羽。结果表明,C11.7 tex紧密纱综合性能优于CJ11.7tex环锭精梳纱,采用紧密纺可缩短工艺流程,降低成本,增加效益。
精梳纱;紧密纱;毛羽;条干;强力
Abstract:The compact spinning yarn is a new type of yarn by using the compact spinning principle.The structure performance is very different from the yarn of traditional spinning process.In order to better understand the physical and mechanical properties of the carded compact yarn and combed yarn and im⁃prove yarn application specific,the two kinds of yarn with the same fineness under the same raw mate⁃rial and fore-spinning process conditions are produced and the twist,evenness,hairiness and yarn strength are tested.The results show that the composite performance of C11.7 tex carded compact yarn is better than CJ11.7 tex combed yarn.The compact spinning process can shorten process,reduce cost and increase benefit.
Key words:combed yarn,compact yarn,hairiness,evenness,strength
0 引言
紧密纱和传统环锭精梳纱的工艺流程不同,紧密纺是在改造的细纱机上加装紧密纺装置纺制而成,而精梳纱则需要经过精梳准备及精梳工序,工艺流程长,且精梳会产生一定的落棉,投资大、成本高,影响经济效益。文中利用相同的原料纺制CJ11.7 tex精梳纱和纯棉C11.7 tex紧密纱,测试分析纱线的毛羽、强力、捻度和条干均匀度等主要性能,从中掌握各自的特点,为开发各类织物提供依据。
1 试验
1.1 试验原料
考虑纱线较细(11.7 tex),所以选用100%的长绒棉,配棉平均长度为33 mm,平均品级为1.8级,含杂率为2.5%,短绒率为10%,含水率为7.5%,马克隆值为4.0。为了使结果具有可比性,采用相同的半制品特数和工艺参数。熟条干定量控制在21.5 g/5 m,粗纱干定量为5 g/10 m,粗纱捻系数为110,细纱捻系数为380。
1.2 试验仪器
南通宏大Y331N纱线捻度仪、UT-S800条干均匀度测试仪、YG029型全自动电子单纱强力机、YG171B-1毛羽测试仪和JA2004型电子天平。
2 性能测试与分析
2.1 纱线捻度
加捻是短纤维成纱的必要手段,加捻多少、捻向配置和捻度配合都与纱线的外观质量和物理性能密切相关。捻度和捻回数是反映纱线加捻水平的重要指标。试验仪器为Y331N纱线捻度仪,测试纱线的长度为500 mm,试验方法为退捻加捻法,测试结果见表1。

表1 紧密纺纱与环锭纺精梳纱捻度测试结果
由表1可知,CJ11.7 tex环锭精梳纱的平均捻度和捻系数都大于C11.7 tex紧密纱的捻度和捻系数,两者数值相差很大;而变异系数是C11.7 tex紧密纱稍小。
纱线加捻的目的是为了提高纱线强力,纱线捻度的多少不仅和加捻原理有关,还与纱线用途、织物风格和手感有很大的关系,因此本次试验的两种纱线的捻度存在差异是正常的。由于纤维经向分布和纱线捻度的影响,紧密纺纺制的纱线与环锭纺纱线的径向捻度分布的规律存在着相同点[1],即捻度都是由内向外按半径的方向慢慢减少,环锭纺纱线内外层捻度相差较大,捻度变化幅度大;而紧密纺纱线的捻度沿半径的变化较为缓慢,即捻度在内外层的分布较为均匀[2],均匀的捻度分布提高了紧密纺纱线中纤维的平行伸直程度,使纤维在加捻的过程中减少翻转,降低捻度的变异系数。纤维在纱线中的分布情况以及内外转移决定了纱线的性能,所以紧密纺纱线的捻度小于传统环锭纱的捻度,因此可在保证强力的前提下减小紧密纱的捻度,提高细纱机的产量。
2.2 条干均匀度
成纱条干CV值反映纱线条干的均匀度,CV值大小与纱线条干的均匀度成反比。在后道工序的进行中,由于落筒、浆纱、整经和织造过程中的纱线断头率会增加,导致织物表面疵点增多,直接影响坯布的质量。在相对湿度为35.8%、温度为29.5℃和速度为800 m/min的条件下测试纱线的均匀度,测试结果见表2。
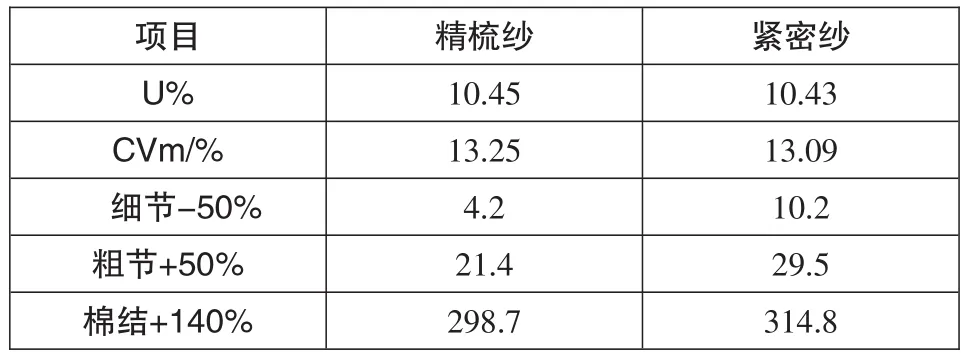
表2 紧密纺纱与环锭纺精梳纱条干均匀度对比
由表2可知,C11.7 tex紧密纱的条干不匀率和CJ11.7 tex精梳纱的纱线条干不匀率相近,而CJ11.7 tex精梳纱的粗节、细节和棉结比C11.7 tex紧密纱要少。
紧密纺纱的细纱机是在环锭细纱机的牵伸区和加捻区中,利用机械或着负压空气对纤维产生集聚效应,使较松散的纤维须条向中心靠拢[3],使纱条的集束在加捻之前基本结束,最终达到减小或消除加捻三角区的目的。在凝聚的过程中,纤维的运动被有效的控制,特别是处于须条边缘的纤维,另外浮游纤维也大幅度的减少。须条在汇集的过程中轴心受到一定的张力,提高纤维在须条中的伸直平行度,改善了纱线的条干均匀度。精梳纱除去一部分短绒和结杂,纤维的伸直平行度好,整齐度高,所以粗节、细节和棉结相对较少。
2.3 纱线强力
在相对湿度为65%、温度为20℃、拉伸速度为500 mm/min的条件下测试纱线的强力。CJ11.7 tex传统环锭纱精梳纱与C11.7 tex紧密纱强力测试结果见表3。

表3 紧密纺精梳纱与传统环锭纺精梳纱强力测试对比
由表3数据可知,C11.7 tex纯棉紧密纱的单纱强力比CJ 11.7 tex纯棉精梳纱的强力略高。紧密纺须条中纤维的伸直平行度高,在加捻过程中降低纤维转移的频率,提高紧密纱中纤维的方向性,纤维受到外力拉伸时的同步性得到提高,提高了单纱的强力,同时也改善单纱的弹性和伸长率,紧密纱强力提高约15%。环锭细纱机中由于纺纱三角区的作用,处于边缘的纤维承受着较大张力,位于中心的纤维受到的张力较小,因此加捻后细纱纱线内纤维的所承受的预张力并不是完全相同的,从而在下一步加工和最终产品在外力的作用下,先断裂的纤维是纱体中所承受的预张力大的那一部分纤维,纱线中纤维的作用并没有完全体现。
2.4 毛羽测试
毛羽是指未捻入纤维内部而外露于纱线外面的纤维端或圈,即在纺纱时加捻三角区中的纤维因为受到的张力不均匀而发生内外转移,一些纤维的两端或中间部分伸出纱身形成毛羽[4]。
在温度为20℃、相对湿度为41%条件下对C11.7 tex的紧密纱和线密度为CJ 11.7 tex的传统环锭纺精梳纯棉纱进行毛羽测试。毛羽测试是依据标准FZ/T 01086—2000《纺织品纱线毛羽测定方法投影计数法》进行测试的,测试结果见表4。
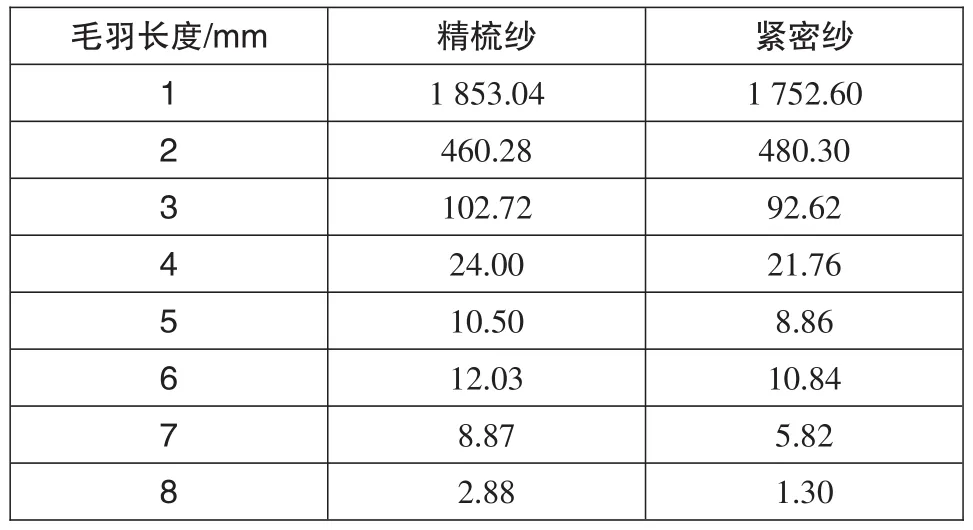
表4 精梳紧密纱与精梳纱毛羽测试对比 个/10m
由表4可知,精梳紧密纱的毛羽长度在5 mm、6 mm和7 mm的毛羽个数非常接近,并且数值也较小。整体来说,C11.7 tex的紧密纱的毛羽远远小于CJ11.7 tex环锭纺精梳纱,尤其是3 mm以上的毛羽个数。
精梳纱在生产过程中经过精梳机的梳理,大部分短绒和杂质已被清除,有效提高纤维的整齐度和降低纱线自身毛羽指数。而紧密纱在生产过程中由于气流的集聚消除了加捻三角区,使输出的须条收缩变窄,平行排列,紧密加捻,所以大大减少了毛羽的产生。试验结果显示,1 mm的毛羽减少了约三分之一,3 mm以上的纤维降低的更为显著,出现上述现象是由于在传统环锭细纱机上,由于加捻三角区和纺纱时须条承受的张力以及加捻的影响,纤维须条受到来自径向的压力,在三角区边缘和内部的纤维受到的压力不同,须条内各纤维的应力应变分布不均匀,导致纤维内外转移的频率增加,造成了在须条两端的纤维不能很好地捻入纱体,从而产生毛羽。所以,CJ11.7 tex精梳纱毛羽数量高于C11.7 tex紧密纱。
3 结论
(1)C11.7 tex紧密纱的条干CV值、强力和毛羽指数已经达到并超越相同特数纯棉环锭精梳纱。紧密纱的强力利用系数大大增加,在纺纱工艺条件相同的情况下,紧密纺纱线性能优于环锭精梳纱。
(2)在相同的原料及前纺工艺条件下,在细纱机上加装紧密纺装置纺制紧密纱可改善纱线质量,纱线性能与精梳性能接近,可节约投资降低成本。
(3)紧密纱适合开发应用高档产品、纺制特细特高密纱,用于织制高档纯棉衬衫、高支高密织物、防羽布等织物,并且在生产中上浆成本较低,织造效率大大提高,织物光泽得到改善,外观纹路比较清晰。由于紧密纱毛羽少,紧密纺织物的吸湿性、柔软感、丰满感不如普通环锭精梳纱织制的织物,精梳纱可主要用于纺制高档面料、特种工业用布或以涤棉为主要原料的织物。
[1] 傅培花,程隆棣,王善元,等.Hi-scope视频显微镜系统在研究紧密纺纱线结构中的应用[J].国际纺织导报,2006(3):27-32.
[2] 傅培花,周晔郡,范虎跃.紧密纺纱线中纤维的捻度分布及内外转移情况[J].东华大学学报(自然科学版),2006(4):96-100.
[3] 吕立斌,杜梅,赵磊.紧密纺普梳纱与传统环锭纺精梳纱的性能分析[J].棉纺织技术,2007(1):16-18.
[4] 王花会,孟家光.纱线毛羽影响因素的定性试验分析[J].纺织器材,2007(S1):20-23.
Comparative analysis of the properties of carded compact yarn and combed yarn
WANG Qiuxia,GAO Xiuli
()College of Textile,Henan Institute of Engineering,Henan 450007,China
TS107
A
1001-7046(2017)04-0020-03
2017-03-20
王秋霞(1965-),女,副教授,主要从事纺织新产品的开发和纺织工艺研究工作。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04
国际纺织导报(2021年1期)2021-04-20
产业用纺织品(2021年1期)2021-04-13
服装学报(2019年6期)2020-01-07
棉纺织技术(2019年10期)2019-12-30
河南工程学院学报(自然科学版)(2016年2期)2017-01-05
中国纤检(2015年15期)2015-11-13
合成纤维工业(2015年3期)2015-08-05
化纤与纺织技术(2014年1期)2014-03-30
自动化博览(2014年9期)2014-02-28
