
主板切割误差补偿优化及运用
2017-11-20 02:02龚松凯梁崇轩
造船技术 2017年5期
龚松凯, 梁崇轩, 王 钰
(上海江南长兴重工有限责任公司, 上海 201913)
主板切割误差补偿优化及运用
龚松凯, 梁崇轩, 王 钰
(上海江南长兴重工有限责任公司, 上海 201913)
主要研究利用主板切割误差补偿解决船舶建造过程中主板切割不良、如何提升原始坡口保留率等问题,将模拟拼板数据与改善主板切割精度贯穿成一体,从而优化被研究对象,实现无余量造船,最终为生产技术水平的提高奠定良好基础。
精度控制;自然坡口;模拟拼板
0 引 言
随着国内外各船厂在船舶建造及修船领域的迅速发展,船舶建造的投入成本和卓越技术成为衡量评定船厂水平的重要依据之一。船舶建造精度控制是现代化造船技术领域中不可或缺的技术组成部分,在船舶建造过程中,其突出问题就是板材的余量补偿及精度控制技术,它的建造模式主要以现代精益造船和壳、舾、涂一体化为核心导向。
目前,分段主板下料切割尺寸精度偏差值在±2 mm, 经研究分析得知,主要影响主板切割精度的因素为设备的硬件和软件。硬件问题表现为:(1)厂房地处泥沙环境,长期使用造成地基下沉;(2)3D支架设备硬件老化等影响切割机轨道及平台精度。软件问题表现为:割缝补偿加放和运转速度参数标准编辑时间过长,无法满足现场实际作业需求等。在船舶建造过程中,作为第一道施工流程的主板切割,其切割质量(尺寸误差)直接影响后道产品的建造质量。因此,本文通过研究应用主板切割误差补偿优化技术,提高船舶建造精度质量,提升分段原始坡口保留率,逐步实现船舶分段无余量建造。
1 主板切割精度研究目的
(1) 提升相邻板材拼接的精度可有效保证分段大组立的主板同面度一致;
(2) 通过切割误差的补偿,可有效提升原始坡口保留率,实现“精益造船”的真正意义。
改善主板切割精度必须先从切割误差补偿优化及运用着手,将具体的数据参数分布到主板中,为减少分段在组立阶段成形后的现场修割,保证分段同面度的同时适当降低分段制造的成本并缩短分段制造的周期。主板切割补偿优化的真正意义是提升原始坡口保留率,为后续快速搭载打下坚实的基础。
国内外造船行业信息调研分析结论:国外机械化程度较高且精密,主板切割误差较小,无需采用补偿技术来满足整船的建造要求;国内主板切割存在略微误差,在拼板组合后必须对拼板尺寸进行检查,对于超差的现象必须予以修正,最终满足拼板的精度要求。
2 主板切割精度优化及改进
2.1单板主尺寸优化
切割机长期投入生产,其设备性能也会逐步老化,熔缝质量易对主板切割后的精准度产生影响。因此,本文研究的重点在于对主板割缝补偿进行优化改进。
(1) 根据数控切割机的实际运行参数,对机器设备在实施切割时针对割缝补偿时产生影响的参数进行设置,将切割机设备的参数(板材厚度、割嘴型号、切割速度、电流及气体压力/流量)予以设定,并参照目前使用的切割补偿量,选取1台数控切割机对板材实际作业切割,切割完毕后检查主板材的实际主尺寸并寻找出实际误差,重新确定1组新的切割补偿值。
(2) 切割机设备参数更新后重新进行单板数切作业,记录检查的数据,按照制定的标准参数信息拟合匹配。如调节数据未满足控制标准,再调节合理的切割补偿值直至调至最佳数据。若单板数切满足精度的尺寸标准,则确定此切割补偿方案为最佳状态。
根据研究分析制定相关操作步骤,进而调整切割机运转参数,通过多次试验后得出结果,切割补偿量设计如表1所示。

表1 切割补偿量设计表 mm
通过具体参数的优化可看出:其硬件设备在精度基础上实施现场参数调试验证,编辑出标准施工参数,并为切割机后续运转作业提供有力的数据支撑。
2.2自然坡口改善
切割机按照程序指令实施自动化切割时,由于板材厚度原因,导致板材上下表面受热温度不均匀。板材上表面距切割头较近,受热时间较长且温度较高,相对的割缝熔化宽度也较大;反之板材下表面割缝熔化相对较小,导致板材自然坡口成形不良,影响板材切割的主尺寸。针对上述两种情况研究分析后,通过改变切割机割嘴头倾斜角度值的补偿方案,达到提升主板切割坡口成形质量的目的。通过割嘴切割角度值的补偿优化,切割角度由原先垂直于板材变为与板材表面呈60°夹角。图1所示为切割头调节角度补偿。
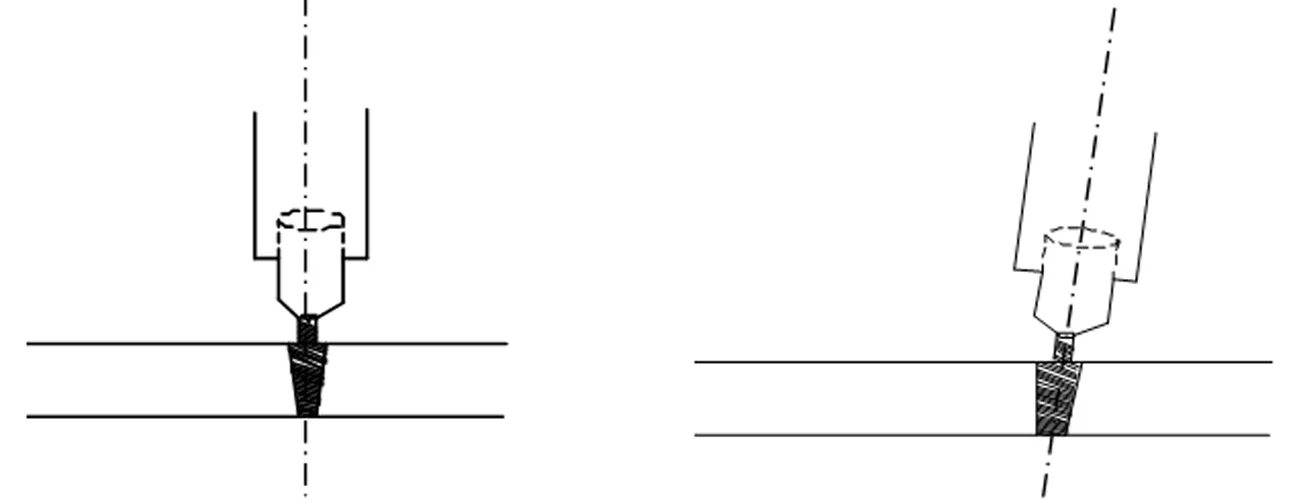
图1 切割头调节角度补偿
2.3切割机轨道与平台维护保养
地基沉降、作业运转负荷以及平台使用率存在积渣等各方面因素不断地影响着切割机硬件设施,从主板切割后精度缺陷进一步影响到小组立组合拼接以及中大组的同面度端差管理,针对此现象做梳理分析,通过全站仪采集测量,并实施叁铭G2软件(三维)系统拟合分析切割机轨道间距、平台平整度硬件所存在的问题,运用制定的方案组织完善设备精准性,最终保证切割机快速精确作业,并制定相应的设备日常保养标准,如表2所示。
表2 切割设备日常保养标准
3 模拟拼板运用
主要根据切割主板的实际误差,通过整体拼板主尺寸模拟计算的方法,对与其相邻拼接板进行一个变量的理论数据补偿,可保证后续主板拼接满足精度要求。
切割误差补偿具体方法如下。
3.1检查表格编制
表单的内容包含单板与周边对接板零件号及对接坡口形式,以船厂生产流程工艺图作为参考对象,在施工阶段便能显示出详细的信息,如图2所示。

图2 222-BS1A拼板测量自检表
3.2补偿板的选取
补偿板的作用是通过主尺寸的精度调节,对分段组立阶段各主板组合拼板做好误差数据补偿,逐步减小拼接后主尺寸的实际误差,从而提升拼板精度的一次合格率。补偿板的选取主要根据实际误差考虑焊缝、喷粉线、工艺孔等错位情况,尽可能选取拼板在居中的位置作为补偿板,当拼板尺寸误差大于±5 mm时采用双边误差补偿,小于±5 mm时采用单边误差补偿。图3为补偿板示例。

图3 补偿板示例
3.3补偿板的尺寸计算
根据切割主板的实际误差,整体对拼板主尺寸实施模拟计算,将其结果与理论尺寸做差值计算得出误差值,此误差值就是补偿板对应的补偿值,以确保后续主板拼板的精度,以确保后续主板拼板的精度。研究推算公式:K1+H2+K3+K4+K5+K6=0。表3为数据对比。
4 结 语
切割误差补偿方案的实施使分段组立阶段拼板精度大幅提升,有效地减少后续开刀的修割率。自主创新研究主板切割补偿优化及运用可降低用工成本,缩短整船建造周期,弥补当前劳动力不足的现实,为企业降本增效,实现“精益造船”的理念。
表3 数据对比
[][]
(1) 等离子切割机采用全站仪与三维技术相结合,有效地降低基建设备的维护时间,提高工作效率。
(2) 切割误差补偿方案的实施使分段组立阶段拼板精度大幅提升,有效地减少后续开刀的修割率。在当今船舶市场低迷和劳动力成本上升的情况下,自主创新研究主板切割补偿优化及运用降低造船成本支出。
(3) 通过切割误差补偿方案的有效实施,更进一步提升原始坡口保留率,缩短整船建造周期,提升工作效率,从而实现“精益造船”的理念。
[1] 刘杰.造船精度控制及管理相关技术工艺探讨[J].华东科技:学术版,2014(3):6-7.
OptimizationandApplicationofMainCuttingPlateErrorCompensation
GONG Songkai, LIANG Chongxuan, WANG Yu
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
The main cutting plate error compensation method is used to solve the problems of poor cutting of main plate and promotion of orginal groove reservation in the process of ship construction. The simulated jointed plate data are integratd with the cutting accuracy of the main plate to optimize the object and realize the non allowance shipbuilding. This method can establish a good foundation for the improvement of production technology.
precision control; natural groove; simulated jointed plate
龚松凯(1987-),男,助理工程师,主要从事船舶与海洋工程
1000-3878(2017)05-0076-04
U671
A
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
中国金属通报(2022年1期)2022-06-02
石材(2022年1期)2022-05-23
石材(2022年1期)2022-05-23
少儿美术·书法版(2021年12期)2021-10-24
现代计算机(2020年32期)2021-01-18
石材(2020年12期)2021-01-15
广东第二课堂·小学(2020年10期)2020-11-16
数学小灵通·3-4年级(2020年5期)2020-06-24
中国新技术新产品(2020年6期)2020-06-19
