烧结工艺对(Ti,Mo)(C,N)-Mo2C-10Ni 金属陶瓷微观组织与性能的影响
2017-11-30 02:08李重典王海霞闵召宇王雁洁张勇
粉末冶金材料科学与工程 2017年5期
李重典,王海霞,闵召宇,王雁洁,张勇
烧结工艺对(Ti,Mo)(C,N)-Mo2C-10Ni 金属陶瓷微观组织与性能的影响
李重典,王海霞,闵召宇,王雁洁,张勇
(自贡硬质合金有限责任公司,自贡 643011)
采用真空烧结和低压烧结两种工艺制备出(Ti,Mo)(C,N)-Mo2C-10.0Ni金属陶瓷材料。利用光学显微镜和扫描电镜对合金微观组织结构特征进行观察与分析,并对比两种不同工艺制备的金属陶瓷刀片的耐磨性能。实验结果表明:两种烧结工艺制备的金属陶瓷样品微观组织结构均存在典型的“核−壳”结构;真空烧结工艺制备出的金属陶瓷样品硬度高,Ni相分布更加均匀;低压烧结工艺制备出的金属陶瓷刀片的耐磨性优于真空烧结工艺制备的刀片。
金属陶瓷;烧结工艺;性能;微观结构;磨损
金属陶瓷是以TiC、TiN或Ti(C,N)作为主要硬质相,以Ni、Co、Fe、Cr和Mo等金属或合金作粘结相,再根据性能要求或用途添加Mo、W、Ta、Nb和Zr等一种或多种过渡族金属元素的碳化物或氮化物的复合材料的专称[1]。金属陶瓷材料最早出现在德国,以TiC为硬质相,Ni做粘结相,但由于性能欠佳,未得到实际应用[2]。美国福特汽车公司的研究人员发现添加Mo可改善Ni对TiC的润湿性,使TiC相尺寸细化、更均匀,显著提高金属陶瓷的物理性能[3−4]。这一发现解决了TiC基金属陶瓷因润湿性差导致的孔隙度高、晶粒聚集长大严重和强韧性差等问题。但其脆性及可靠性低等问题一直未得到解决。直到奥地利Kieffer教授[5]发现在TiC基金属陶瓷中添加TiN,可显著改善金属陶瓷的各项性能,发明了Ti(C,N)基金属陶瓷,金属陶瓷才在金属切削等领域迅速推广。Ti(C,N)基金属陶瓷因具有较好的耐磨性和高温性能[6],以及理想的抗月牙洼磨损能力, 优良的抗氧化能力和化学稳定性[7],并因地壳中钛资源储量丰富,其已成为了 WC-Co 硬质合金的主要代替品之一[8−9],因而成为研究的热点。而日本对金属陶瓷的研究最为火热和深入,技术也最先进。因为日本钨资源缺乏,制造业发达,机床设备先进,追求高速精密、少余量和绿色加工的金属切削加工。有资料[10−11]显示,金属陶瓷约占世界工具材料市场份额的5%~8%,日本市场占比近40%,而中国市场只有不到2%,且基本是进口产品。本文以(Ti,Mo)(C,N)-Mo2C-10.0Ni金属陶瓷材料为研究对象,采用传统粉末冶金方法,在不同烧结工艺下制备金属陶瓷试样和切削刀片,通过检测金属陶瓷性能及观察微观结构,探讨不同烧结工艺对金属陶瓷的常规性能、切削性能及微观组织的影响。
1 实验
1.1 原料
试验所用粉末为(Ti,Mo)(C,N),Mo2C,Ni粉末。实验原料具体参数如表1所列,各种粉末的形貌如图1所示。

表1 实验用粉末原料的物理和化学性能
1.2 试样制备
试样制备采用传统粉末冶金方法。实验的金属陶瓷成分配比按表2 进行。具体的制备工艺为:将原始粉末(Ti,Mo)(C,N)、Mo2C、Ni和炭黑按试验配方称量好后倒入硬质合金球磨罐中,装入直径约为6.35 mm的硬质合金球(ISO:K20),用滚动球磨机湿磨,转速为63 r/min;己烷添加量为800 mL/kg,球料比8:1,加入4.0%(质量分数)的石蜡作为成形剂,球磨时间120 h。球磨结束后,料浆过筛后经真空干燥,手工制得 粒料。

表2 样品化学成分
利用60T单柱液压机压制直径为15 mm的试样,压制压力80 MPa。所有的压坯均摆放在石墨舟皿上,为保持试样碳量一致,先采用卧式真空烧结炉脱蜡后在1 300 ℃预烧30 min,再分别在真空烧结炉和低压烧结炉中采用相同的最终烧结温度和保温时间制得试样和切削刀片试样(型号WNMG080408-GM),烧结工艺如表3所列。

图1 原始粉末形貌照片

表3 (Ti,Mo)(C,N)-Mo2C-10Ni金属陶瓷的烧结工艺
金属陶瓷样品的具体烧结工艺曲线如图2所示。
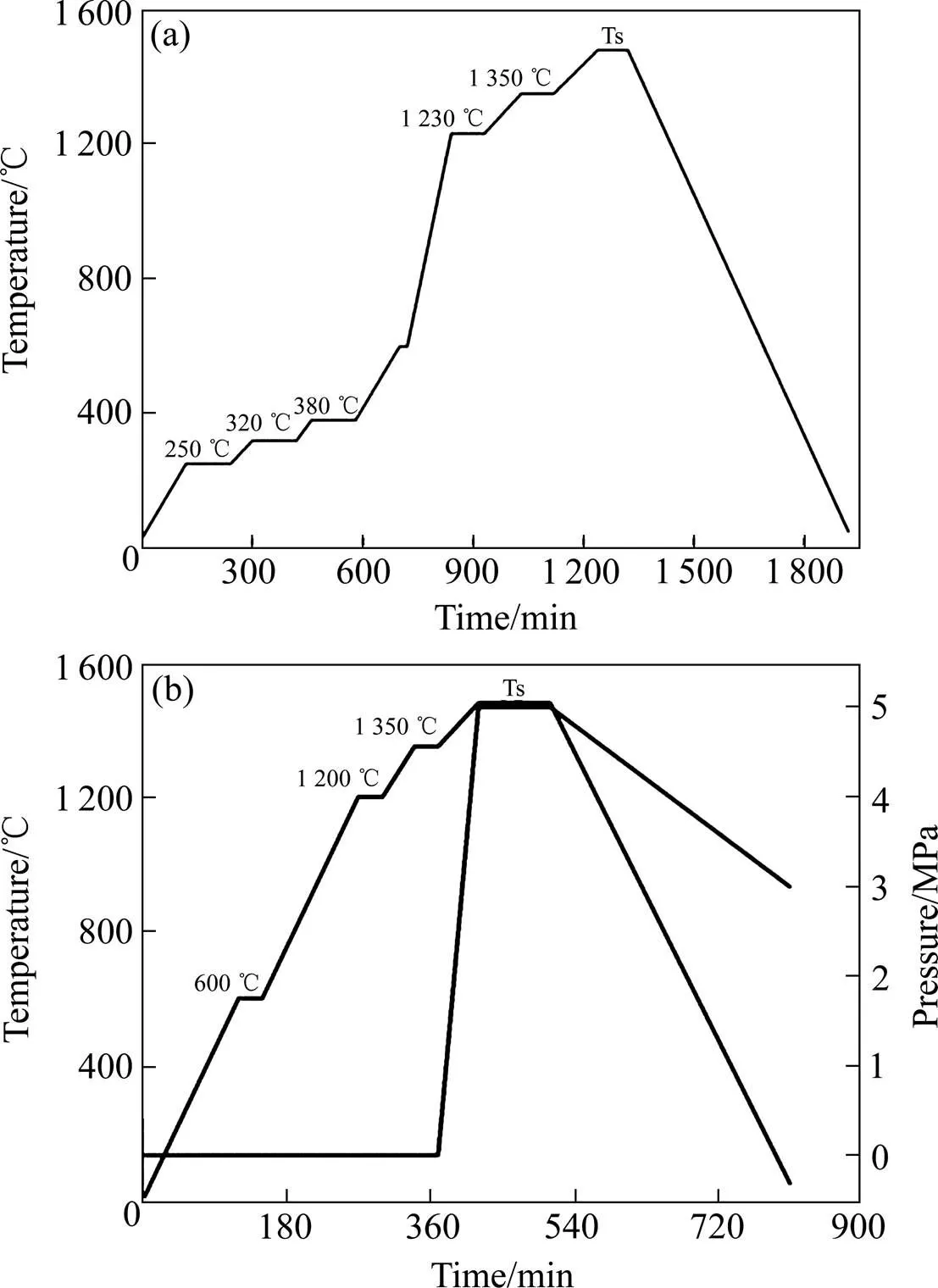
图2 烧结工艺曲线
1.3 性能检测
采用排水法测定合金试样密度,用DMl5000M型金相显微镜观察试样金相和维氏硬度检测产生的压痕;制备成尺寸为5.25 mm×6.5 mm×20.0 mm的试样检测抗弯强度和断口检测与观察;用ARK-600型洛氏硬度计测量试样的洛氏硬度(载荷60 kgf,保荷时间5 s);用HV-114型维氏硬度计测量试样的维氏硬度(载荷30 kgf,保荷时间3 s);试样断面经抛光后,利用X射线衍射仪(PHILIPS-XPertPro)进行物相分析;用EVO-18型扫描电子显微镜对样品进行微观组织观察,用该扫描电镜上装配的Oxford-X-Max能谱仪进行样品微区成分分析;用CW61100E卧式车床检测试样切削45#调质钢(硬度230-250HB)的耐磨损性能,切削试验参数:C=200 m/min,=1.0 mm,=0.28 mm/r;用EV-2515型影像测量仪观察刀片磨损形貌和检测后刀面磨损值。
2 结果与讨论
2.1 (Ti,Mo)(C,N)-Mo2C-10Ni金属陶瓷的微观结构和相组成
表4和如图3分别为不同烧结工艺制备的金属陶瓷的结构组成和微观组织的形貌图。

表4 不同烧结工艺制备的试样微观组织
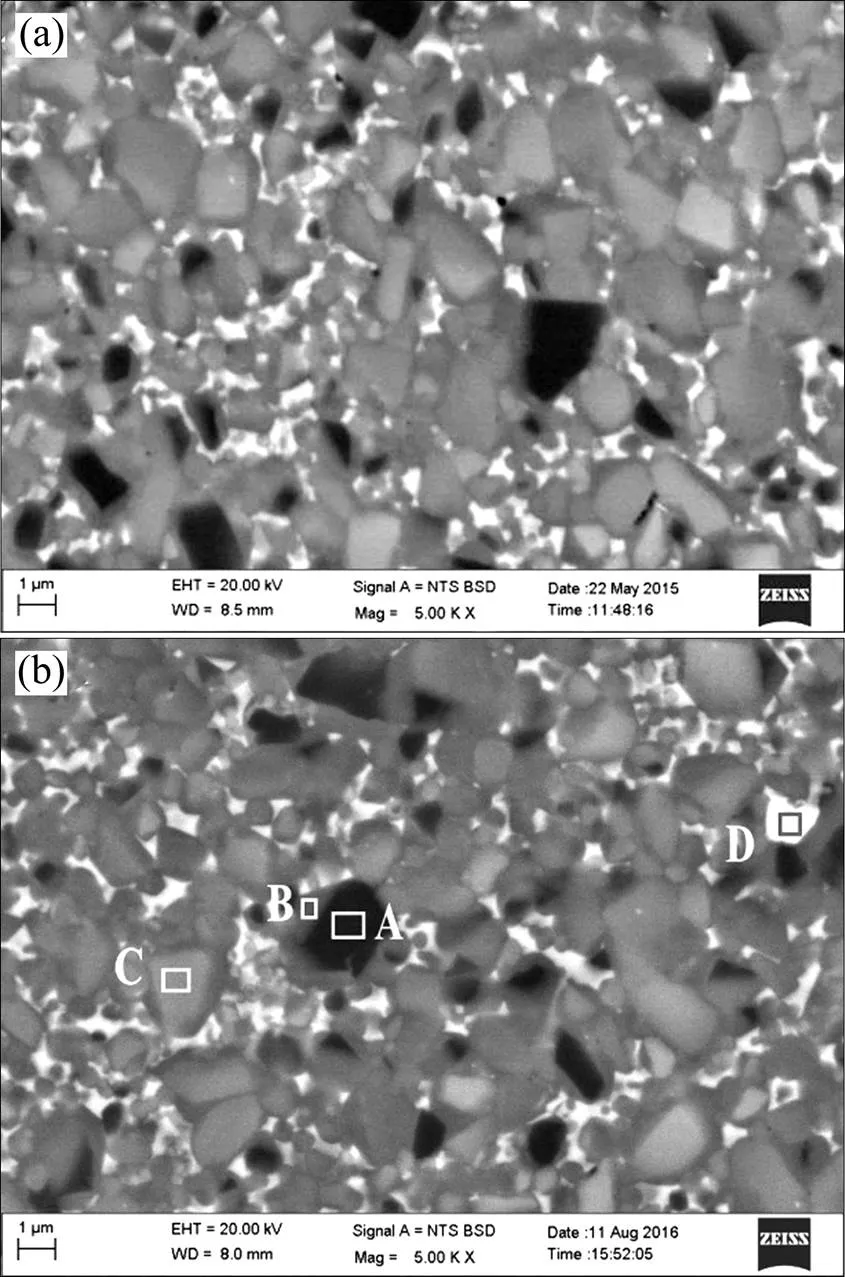
图3 不同烧结工艺制备的试样的SEM形貌
从表4可以看出,低压烧结制备的金属陶瓷试样致密化程度高,孔隙水平均达到了A02B00水平,但存在粘结相聚集现象,有Ni池存在(图3中白亮区域),真空烧结制备的试样存在A类孔隙,为A04B00水平(图3中黑色圆点为A类孔隙),粘结相分布较低压烧结工艺制备的试样均匀。低压烧结工艺制备的金属陶瓷试样存在粘结相聚集现象-Ni池,主要原因是在出现液相后,5.0 MPa压力将液相推入脱蜡后存在的孔隙中,致使Ni池产生。
表5所列为试样微区EDS的分析结果。由图3和表5可知,2种烧结工艺制备的金属陶瓷试样存在典型的“核−壳”结构。由表5可知:黑色的“核”(A区域)主要成分为TiC,包覆黑色“核”的“壳”(B区域)主要成分为固溶体(Ti,Mo)(C,N);另一种灰白色的“核”(C区域)主要成分为TiMoC固溶体化合物;白亮色的粘结相,主要成分为Ni,固溶了大量C、Ti、Mo元素。微区EDS分析结果中含有少量W、Co元素,为合金球和球磨罐球磨过程带入。
图4所示为两种烧结工艺制备的金属陶瓷的XRD检测分析结果。从图中可以看出,二组试样衍射峰十分相似,无明显差异。试样主要物相为TiMoC2和Ni,并没有发现WC物相和添加的Mo2C物相。主要是由于W含量低,添加的Mo2C固溶而形成了TiMoC2物相,因此图中没有出现这二种物相。
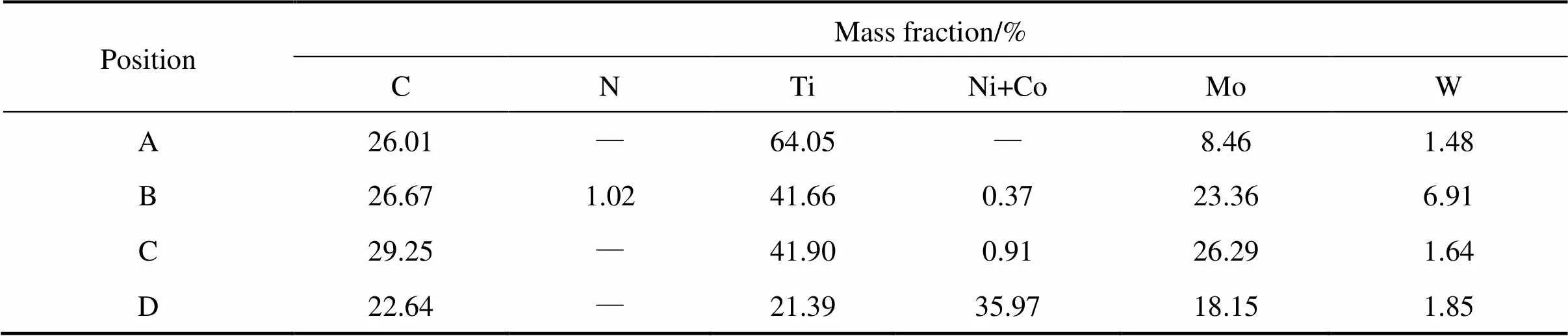
表5 试样微区EDS分析结果
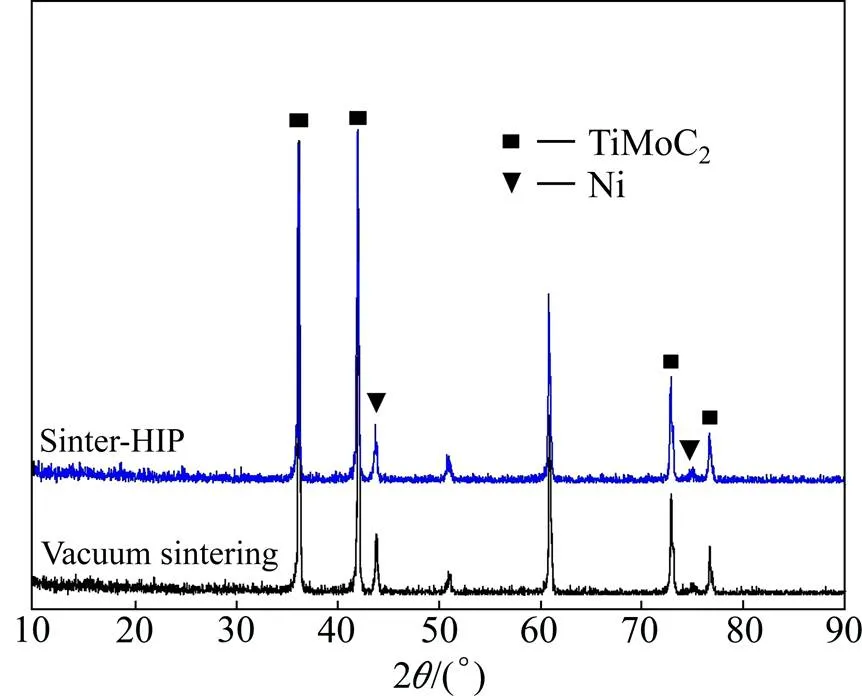
图4 不同烧结工艺制备的试样的XRD谱
2.2 (Ti,Mo)(C,N)-Mo2C-10Ni金属陶瓷的性能
不同烧结工艺制备的金属陶瓷的性能如表6所列。从表6中可知,低压烧结工艺制备的金属陶瓷试样致密化程度高,孔隙少,试样密度高于真空烧结工艺制备的金属陶瓷。真空烧结工艺制备的试样硬度高于低压烧结工艺制备的试样,主要原因是真空烧结工艺制备的试样组织中硬质相粒子偏细、粘结相分布均匀。两组试样的断裂韧性(Ic)按式(1)计算[12−14],结果表明,两种烧结工艺制备的金属陶瓷断裂韧性(Ic)无明显差异,主要原因是试样硬度相当,硬度测试时产生的裂纹规整、长度相近(图5所示)。

式中:HV为维氏硬度测试值;为压痕裂纹长度,mm。铃木寿[15]指出影响金属陶瓷强度的主要因素是孔隙、粘结相池、硬质相聚集体等组织缺陷。因真空烧结工艺制备的金属陶瓷存在较多孔隙,而低压烧结工艺制备的金属陶瓷试样存在Ni池缺陷,故两烧结工艺制备的金属陶瓷抗弯强度均在1 340 MPa左右,无明显差异。
2.3 (TiMo)(C,N)-Mo2C-10Ni金属陶瓷刀片车削耐磨损性能和磨损形貌
不同烧结工艺制备的金属陶瓷刀片切削45#调质钢,车削试验后用影像测量仪观察刀片磨损形貌和检测后刀面磨损值(Vb)。图6所示为不同烧结工艺制备的金属陶瓷刀片后刀面磨损值曲线。不同烧结工艺制备的金属陶瓷刀片后刀面磨损形貌如图7所示。

表6 不同烧结工艺制备的试样性能

图5 不同烧结工艺制备的试样维氏硬度压痕
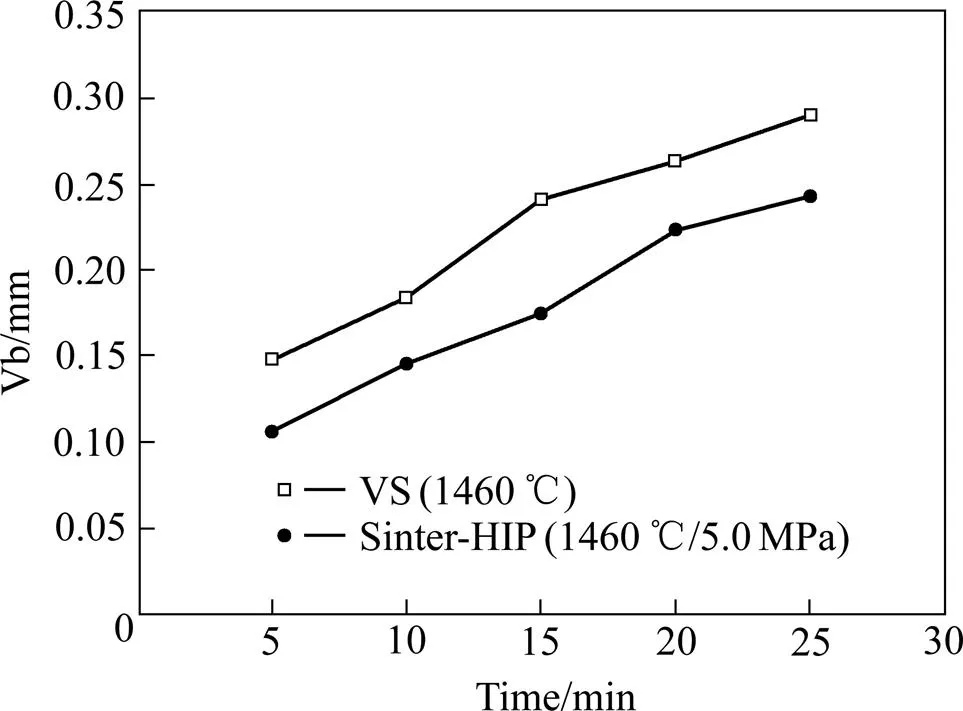
图6 不同烧结工艺制备的刀片后刀面磨损曲线
从图6可以看出:车削试验进行25 min后,真空烧结工艺制备的金属陶瓷刀片后刀面平均磨损值(0.290 mm)大于低压烧结工艺制备的刀片平均磨损值(0.243 mm)。真空烧结工艺制备的金属陶瓷刀片后刀面平均磨损值大于低压烧结工艺制备的刀片,主要原因是真空烧结工艺制备的金属陶瓷刀片表层钴含量高、存在较多均匀分布的A类孔隙。从磨损形貌图7可知,车削25 min后,真空烧结工艺制备的金属陶瓷刀片后刀面为正常磨损、产生月牙洼;而低压烧结工艺制备的金属陶瓷刀片后刀面连同刃口发生破损,刀片破损失效。低压烧结工艺制备的金属陶瓷刀片发生突然破损失效,主要由于存在组织缺陷-Ni池,刀片后刀面磨损增大,切削力增加、切削温度升高导致刀片发生突然破损失效[15]。
3 结论
1) 采用真空烧结工艺制备的(Ti,Mo)(C,N)-Mo2C-10.0Ni金属陶瓷具有优良的综合性能,密度达5.96 g/cm3,洛氏硬度为93.4 HRA,维氏硬度为1 670 HV30,断裂韧性达到7.3 MPa∙m1/2,抗弯强度达1 340 MPa。
2) 真空烧结工艺和低压烧结工艺制备出的(Ti,Mo)(C,N)-Mo2C-10.0Ni金属陶瓷均为典型的“核−壳”结构;不同烧结工艺对制备的金属陶瓷试样物相无影响,主要物相均为TiMoC2和Ni,无新物相产生。
3) 低压烧结工艺制备出的金属陶瓷刀片耐磨性优于真空烧结工艺制备的刀片,真空烧结工艺制备的刀片失效形式为正常磨损,而低压烧结工艺制备出的金属陶瓷刀片失效形式为崩刃破损。
[1] HELLIS J L, GOETZEL C G. Cermets[M]// COMMITTEE A I H. Properties and Selection: Nonferrous Alloys and Special- Purpose Materials. USA; ASM International. 1990.
[2] ETTMAYER P, LENGAUER W. The story of cermets[J]. Powder metall Int, 1989, 21(2): 37−44.
[3] HUMENIK J R M, PARIKH N M. Cermets: I, fundamental concepts related to microstructure and physical properties of cermet systems[J]. J Am Ceram Soc, 1956, 39(2): 60−62.
[4] PARIKH N, HUMENIK JR M. Cermets: II, wettability and microstructure studies in liquid phase sintering[J]. J Am Ceram Soc, 1957, 40(9): 315−334.
[5] KIEFFER R, ETTMAYER P, FREUDHOFMEIER M. About Nitrides and Carbonitrides and Nitride-Based Cemented Hard Alloys [M]// HAUSNER H. Mondern Development in Powder Metallurgy, 1971: 201−14.
[6] BOLOGNINI S, FEUSIER G, MARI D, et al. TiMoCN-based cermets: high-temperature deformation [J]. International Journal of Refractory Metals and Hard Materials, 2003, 21(1/2): 19−29.
[7] PARK Y J, KIM S W, KANG S. The formation of a solid solution band at the surface of Ti(CN)-based cermets[J]. Materials Science and Engineering, 2000, 291(1/2): 198−206.
[8] JOARDAR J, KIM S W, KANG S H. XRD studies on surface structure of ultrafine Ti(C0. 5N0. 5)-WC-Ni cermets at high temperature[J]. Wear, 2006, 261(3/4): 360−366.
[9] 向道平, 刘颖, 高升吉, 等. 纳米TiO2碳热氮化制备纳米晶 Ti(C0.7,N0.3)固溶体[J]. 四川大学学报: 工程科学版, 2007, 39(1): 118−122.XIANG Daoping, LIU Ying, GAO Shengji, et al. Preparation of nanocrystalline Ti(C0.7,N0.3) solid solution via carbothermal reduction-nitridation reaction of nano TiO2[J]. Journal of Sichuan University: Engineering Science Edition, 2007, 39(1): 118−122.
[10] 周书助. 超细Ti(C,N)基金属陶瓷粉末成形性能及刀具材料的研究[D]. 长沙; 中南大学, 2006. ZHOU Shuzhu. Studies on processability of ultrafine Ti(C,N) –based cermets powders and cutting inserts material[D]. Changsha: Central South University, 2006.
[11] 胡慧, 许育东. 金属陶瓷复合材料的应用及市场分析[J]. 金属功能材料, 2013, 20(2): 36−39. HU Hui, XU Yudong. Application and market analysis of cermet composites[J]. Metallic Functional Materials, 2013, 20(2):36-39.
[12] SCHUBERT W, NEUMEISTER H, KINGER G, et al. Hardness to toughness relationship of fine-grained WC-Co hardmetals[J]. International Journal of Refractory Metals & Hard Materials, 1998, 16(2): 133−171.
[13] TORRES Y, CASELLAS D, ANGLADA M, et al. Fracture toughness evaluation of hardmetals: influence of testing procedure[J]. International Journal of Refractory Metals & Hard Materials, 2001, 19: 27−34.
[14] LI Ying, LIU N, ZHANG X, et al. Effect of Mo addition on the microstructure and mechanical properties of ultra-fine grade TiC-TiN-WC-Mo2C-Co cermets[J]. International Journal of Refractory Metals & Hard Materials, 2008, 26: 190−195.
[15] 铃木寿编著, 王典才译, 陈楚轩校. 硬质合金与烧结硬质合金基础与应用之TiC-Ni系硬质合金[M]. 行业内部发行资料,2011: 9−21.H Suzuki.Cemented Carbides and Sintered Cemented carbides: Fundamentals and Applications of TiC-Ni Cemented Carbides[M].Industry Issue Information, 2011:9−21.
(编辑 高海燕)
Effects of sintering process on the microstructure and properties of(Ti,Mo)(C,N)-Mo2C-10.0Ni metal ceramic
LI Zhongdian, WANG Haixia, MIN Zhaoyu, WANG Yanjie, ZHANG Yong
(Zigong Cemented Carbide Co., Ltd, Zigong 643011, China)
A series of (Ti,Mo)(C,N)-Mo2C-10.0Ni metal ceramic were prepared by vacuum sintering and low-pressure sintering through traditional powder metallurgy method respectively. Optical microscopy (OM), scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS) were used to characterize the microstructures of the two metal ceramics. The wear resistance property of (Ti,Mo)(C,N)-Mo2C-10Ni metal ceramics were also studied. The results show that both the metal ceramics prepared by vacuum sintering and sintering-HIP processes have the typical core-shell microstructure. The metal ceramic samples prepared by vacuum sintering have the higher hardness and more homogenization distribution of Co phase. The wear resistance property of the cutting inserts prepared by sintering-HIP is better than that prepared by vacuum sintering.
metal ceramic; sintering process; property; microstructure; wear
TF125.31
A
1673-0224(2017)05-674-06
2017−01−03;
2017−03−10
李重典,工程师。电话:13619023207;E-mail: zhongdianli@163.com
猜你喜欢
中国机械工程(2022年16期)2022-09-03
中国特种设备安全(2021年7期)2022-01-19
计测技术(2021年2期)2021-07-22
理化检验(物理分册)(2020年3期)2020-03-22
中外文摘(2019年19期)2019-11-12
伴侣(2017年6期)2017-06-07
现代传输(2016年2期)2016-12-01
西部广播电视(2015年7期)2016-01-16
西部广播电视(2015年6期)2016-01-16
中国石油大学学报(自然科学版)(2015年2期)2015-11-10