
固结磨料研磨的材料去除率建模及仿真研究
2018-01-11 03:21孙媛媛尚春民
汽车零部件 2017年12期
孙媛媛,尚春民
(长春理工大学机电工程学院,吉林长春 130022)
固结磨料研磨的材料去除率建模及仿真研究
孙媛媛,尚春民
(长春理工大学机电工程学院,吉林长春 130022)
通过对固结磨料研磨过程作适当简化和假设,在磨粒尺度下,依据磨粒的受力平衡条件,建立工件的材料去除率模型,并用MATLAB软件进行数值模拟,分析影响固结磨料研磨材料去除率的因素,得出结论:固结磨料研磨的材料去除率分别与磨料粒度、研磨外加载荷的二分之三次方及工件与研磨盘的相对速度呈正比,与磨料的体积分数成反比,因此可以通过增加磨料粒度、外加载荷和研磨盘的转速来提高材料去除率。
固结磨料;材料去除率;影响因素
0 引言
研磨加工已经成为一种重要的超精密加工方法。汽车零部件中的引擎组件、传动件、转动件,都需符合高精度、高寿命、高性能的要求,所以必须要进行精密的研磨加工。例如汽车发动机曲轴表面的强化与研磨抛光、发动机和压缩机的叶片和叶轮的研磨抛光、密封垫和密封环的研磨、传动齿轮的表面研磨、冲压件内孔去毛刺等,研磨加工在汽车零部件加工中应用广泛。
传统的游离磨料研磨加工技术的应用最为普遍,但是存在许多缺点:磨料分布不均,切削量不均,运动不可控[1];研磨效率低,表面质量差[2],加工成本高;磨料易飞溅,造成环境污染[3]。
固结磨料研磨(Fixed-Abrasive Lapping,FAL)是将磨料直接固结在研磨盘或研磨垫中,分为“丸片”研磨和研磨垫研磨,具有加工效率高、平坦化效果好、绿色无污染的优点,是一种典型的二体磨损[4]。结合现有实验室研究成果,文中以“丸片”形式固结磨料的研磨盘进行固结磨料研磨的研究。基于传统游离磨料研磨的材料去除率模型Preston方程[5]:VMRR=kpv,参考此前LIU等[6]、CHOU等[7]和朱永伟等[8]的相关研究,在磨粒尺度下,从单颗磨粒受力分析入手,建立固结磨料研磨的材料去除率模型,并进行数值仿真分析,分析影响材料去除率的因素,可为以后研究固结磨料研磨材料的工艺优化提供一定依据。
1 固结磨料研磨去除率模型的建立
1.1 建模前的简化
为了便于研究,对固结磨料研磨过程进行一系列的简化。
(1)关于磨粒的相关假设:①根据实际磨削情况,磨粒形状假设为球形[9]。②磨粒大小相同。③磨粒硬度比工件材料硬度高,磨粒不产生形变。
(2)磨粒的分布假设:①磨粒在丸片上均匀分布。②磨粒在露出高度方向上服从均匀分布。
(3)其他假设:①只考虑工件与磨粒机械作用,基体不受外力,冷却液对去除量没有影响。 ②单个磨粒以犁削方式去除材料,磨粒切入工件时发生塑性变形。
1.2 参与研磨的有效磨粒数
因磨粒为球形,在出露高度方向上对称,因此磨粒在(0,D/2)高度上的平均截面积即可表示整个磨粒作用的平均截面积。磨粒与工件的作用示意图如图1所示,D为磨粒直径,h为磨粒出露高度。

图1 磨粒与工件作用示意图
则得到出露磨粒的平均截面积S0:
(1)
根据固结磨料研磨盘的制造工艺,一般金刚石磨料体积分数qV已知[9],由定量金相学可知,面积分数qs等于体积分数[10],丸片面积所占研磨盘面积的百分比为ks,Aw记为待加工件表面积,可以得出参与研磨的理论磨粒数N0:
(2)
由前面假设可知,磨粒在高度上服从均匀分布,考虑结合剂强度,假设磨粒露出结合剂高度h超出D/2脱落,因此这里假设磨粒露出最大高度hmax﹤D/2[9],h的分布密度函数:
(3)
则实际作用的有效磨粒数Nm为理论磨粒数与实际参与去除的磨粒概率乘积:
(4)
1.3 平均切削深度
参考赫兹接触理论[11-12],得出单颗磨粒切削工件时的接触面积Am:
Am=πDz
(5)
式中:z为单颗磨粒的理论切削深度。单颗磨粒切削时所受的法向力F0为:
F0=AmHw=πDzHw
(6)
式中:Hw为工件材料的显微硬度。
由磨粒受力的平衡条件可知:
pAw=NmF0
(7)
式中:p为研磨时的外加载荷。
将式(6)代入式(7)得:
(8)
因出露高度h在(0,D/2)服从均匀分布,切削深度z也在(0,D/2)服从此均匀分布[10],切削深度z的数学期望:

(9)
将式(8)代入式(9)即得单颗磨粒平均切削深度为:
(10)
1.4 材料去除率建模
球型磨粒切削工件的示意图为如图1所示,OB与OC夹角记为θ,BC记为s,切削深度记为z,得出:
(11)
(12)
(13)
磨粒切入面积SACD为扇形OADC面积减去三角形OAC面积:
(14)
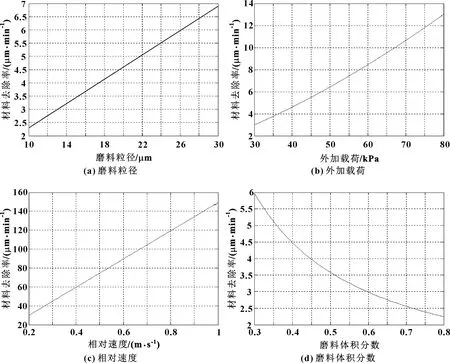
研磨加工中一般2s< (15) (16) 联立式可得:SACD=D1/2z3/2 (17) 单位时间磨粒去除的材料体积VMRR0为单颗磨粒去除的材料体积与参与的有效磨粒数的乘积,v记为工件与研磨盘间的相对速度,可以得到: VMRR0=SACDvNm (18) 将材料去除率与体积去除率的比值记为k0,则: (19) 其他因素影响材料去除的误差归结为系数k,可以得到固结磨料研磨工件的材料去除率VMRR: VMRR=kk0VMRR0 (20) 联立式(4)、(10)、(17)、(18)、(19)、(20)可以得到: (21) 由式(21)可知,固结磨料研磨工件的材料去除率主要与磨粒粒径D、研磨压力p、磨料的体积分数qv、工件与研磨盘的相对运动速度v有关。 基于前面建立的材料去除率模型,利用MATLAB软件的数值模拟及图像功能,设置待加工工件材料的显微硬度:Hw=800 MPa。由于系数k对材料去除率变化趋势无影响,因此记k=1,同一磨料hmax相同且对材料去除率变化趋势无影响,数值取为5 μm,同一研磨盘,记qs=80%。根据式(21)得出的材料去除率的数学模型,分以下4组进行数值模拟仿真: (1)固定参数p=30 kPa,v=0.2 m/s,qv=60%,D在10~30 μm之间取值。 (2)固定参数D=20 μm,v=0.2 m/s,qv=60%,p在30~80 kPa之间取值。 (3)固定参数D=20 μm,p=30 kPa,qv=60%,v在0.2~1 m/s之间取值。 (4)固定参数D=20 μm,p=30 kPa,v=0.2 m/s,qv在30%~80%之间取值。 仿真结果如图2所示,分别表示磨粒粒径、研磨外加载荷、工件与研磨盘的相对运动速度以及磨料的体积分数影响材料去除率的变化趋势。 图2 仿真结果 简单介绍了研磨在汽车零部件上的应用,基于对固结磨料研磨的一系列简化的基础上,在磨粒尺度下,对固结磨料研磨工件的材料去除率进行建模,分析影响固结磨料研磨材料去除率的因素,并用MATLAB软件进行数值模拟仿真,得出以下结论: (1)固结磨料研磨的材料去除率主要与磨粒粒径、外加载荷、工件与研磨盘的相对运动速度有关。 (2)随着磨粒粒径D、外加载荷p以及工件与材料的相对运动速度v增大,材料去除率VMRR增加,且D和V分别与VMRR呈线性关系,而p与VMRR成非线性关系,p3/2与VMRR呈线性关系,与传统的Preston结论有所区别。 (3)随着磨料体积分数qv的增加,固结磨料研磨的材料去除速率VMRR以反比例函数规律减少,减少到一定程度趋于平稳,因为qv增加,每个磨粒承担的力减少,平均切削深度减少,故VMRR减少。 (4)磨粒粒径、工件与研磨盘的相对运动速度以及磨料的体积分数对材料去除率影响的比重一致,而外加载荷影响材料去除率的比重最大,因此可以此作为参考来提高材料的去除率,可以通过增加磨料粒度、外加载荷和研磨盘的转速来提高材料去除率。 [1]杨建东,田春林.高速研磨技术研究[M].北京:国防工业出版社,2003:5. [2]张忠海,辛宇,胡晓琦.固结磨料研磨技术研究[J].一重技术,2009(3):49-51. ZHANG Z H,XIN Y,HU X Q.Study on Grinding Technology on Sealing Face of Civil-purpose Vessel[J].CFHI Technology,2009(3):49-51. [3]朱永伟,付杰,居志兰,等.材料特性对亲水性固结磨料研磨垫加工性能的影响[J].纳米技术与精密工程,2013,11(1):51-56. ZHU Y W,FU J,JU Z L,et al.Influence of Material Characteristics on Machining Performance of Hydrophilic Fixed Abrasive Pad[J].Nanotechnology and Precision Engineering,2013,11(1):51-56. [4]朱永伟,王军,李军,等.固结磨料抛光垫抛光硅片的探索研究[J].中国机械工程,2009,20(6):723-727. ZHU Y W,WANG J,LI J,et al.Research on the Pollishing of Silicon Wafer by Fixed Abrasive Pad[J].China Mechanical Engineering,2009,20(6):723-727. [5]PRESTON F W.The Theory and Design of Plate Glass Polishing Machine[J].J Soc Glass Tech,1927,11:214-256. [6]LIU C W,DAI B T,TSENG W T,et al.Modeling of the Wear Mechanism during Chemical-Mechanical Polishing[J].Journal of the Electrochemical Society,1996,143(2):716-721. [7]ZHOU C,SHAN L,HIGHT J R,et al.Interfacial Fluid Pressure and Its Effects on SiO2Chemical Mechanical Polishing[C]//MRS Proceedings.Cambridge University Press,2000:7-11. [8]朱永伟,何建桥.固结磨料抛光垫作用下的材料去除速率模型[J].金刚石与磨具磨料工程,2006(3):38-41. ZHU Y W,HE J Q.A Model of Material Removal Rate with Fixed Abrasive Pad[J].Diamond & Abrasives Engineering,2006(3):38-41. [9]田春林.固着磨料高速研磨机理及工件表面质量的研究[D].长春:长春理工大学,2002. [10]王凯.固结磨料研磨蓝宝石材料去除速率研究[D].南京:南京航空航天大学, 2016. [11]波波夫.接触力学与摩擦学的原理及其应用[M].李强,雒建斌,译.北京:清华大学出版社,2011. [12]黄平,郭丹,温诗铸.界面力学[M].北京:清华大学出版社,2013. ModelingandSimulationStudyonMaterialRemovalRateofConsolidationAbrasiveGrinding SUN Yuanyuan,SHANG Chunmin (College of Mechanical and Electrical Engineering, Changchun University of Science and Technology,Changchun Jilin 130022,China) Based on the proper simplification and hypothesis to the consolidation abrasive grinding process, the material removal rate model of the workpiece was established according to the stress balance condition of the abrasive grain. The simulation were done by MATLAB simulation software. The conclusions are follows: the removal rate of the abrasive grains is proportional to the grain size of the abrasive, the three-second power of the applied load and the relative velocity of the workpiece to the grinding disc, respectively; while it is inversely proportional to the volume fraction of the abrasive. It is possible to increase the material removal rate by increasing the abrasive grain size, the applied load and the rotational speed of the grinding disc. Consolidation abrasive;Material removal rate;Influence factor 2017-09-22 孙媛媛(1991—),女,硕士研究生,研究方向为精密和超精密加工技术。E-mail:1107281966@qq.com。 10.19466/j.cnki.1674-1986.2017.12.008 TG7 A 1674-1986(2017)12-034-042 数值模拟仿真
3 结论
猜你喜欢
流体机械(2022年8期)2022-10-13
陆军工程大学学报(2022年3期)2022-06-29
计算机与数字工程(2022年3期)2022-04-07
金刚石与磨料磨具工程(2022年1期)2022-03-22
金刚石与磨料磨具工程(2022年1期)2022-03-22
西安理工大学学报(2021年3期)2021-11-15
军事文摘(2020年18期)2020-10-27
科学与财富(2020年3期)2020-04-02
表面工程与再制造(2019年3期)2019-09-18
母子健康(2016年10期)2016-10-26
