
某MPV车型侧窗玻璃自爆的研究
2018-01-11 03:21费翔昌勇
汽车零部件 2017年12期
费翔,昌勇
(安徽江淮汽车集团股份有限公司,安徽合肥 230601)
某MPV车型侧窗玻璃自爆的研究
费翔,昌勇
(安徽江淮汽车集团股份有限公司,安徽合肥 230601)
玻璃是汽车安全件关键件之一,侧窗玻璃作为整车玻璃的组成部分,担负着十分重要的角色。简述某车型侧窗钢化玻璃的生产工艺。详细分析侧窗钢化玻璃自爆原理,结合生产现场零公里装配发生的自爆现象,分析原因并提出了解决对策。以实际的整改案例说明了在设计钢化玻璃时,应从满足匹配关系、安装方式、功能满足、质量提升等角度考虑结构、材质、间隙预留等,为后续质量提升提供了宝贵的经验。
钢化玻璃;自爆现象;匹配关系;安装方式
0 引言
随着汽车行业的不断发展,越来越多的消费者开始关注整车的内在质量。作为汽车最重要的安全部件之一,车窗玻璃的质量与安全已经变得越来越重要。由于车窗玻璃生产工艺的局限性以及现场装配的复杂性,不可避免地会在一定情况下导致玻璃出现自爆、开裂等质量问题。针对此种情况,结合生产过程中出现的案例,着重分析某MPV车型侧窗玻璃的自爆原因及整改措施,位后续产品开发与管控提供借鉴。
1 某MPV侧窗的安装方式
侧窗作为整车玻璃的一部分,在看似简单的装配背后却包含着对车身结构的了解、对匹配精度的把握、对装配工艺的认知和对材料性能的运用。有时看似简单的1 mm差异,将导致外观匹配的完全不同及可能出现问题,作者从整车匹配出发研究导致侧窗玻璃自爆的原因。某MPV侧窗安装方式见图1,前侧由玻璃支架与车身C柱钣金固定,后侧通过铰链连接固定在D柱钣金之上。
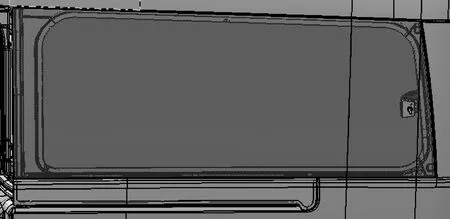
图1 某MPV侧窗安装示意图
2 侧窗自爆原理分析及改进
2.1 钢化玻璃自爆的特性
钢化玻璃是一种常见的安全玻璃,在汽车行业中有着广泛的应用,钢化玻璃的安全性能主要来源于它的永久应力。根据钢化玻璃的钢化原理,钢化后玻璃内部存在的张应力等于压应力,达到一个整体的平衡,无论在生产过程中还是使用过程中,一旦内应力的平衡被打破,玻璃就会发生爆裂,即玻璃产生自爆。
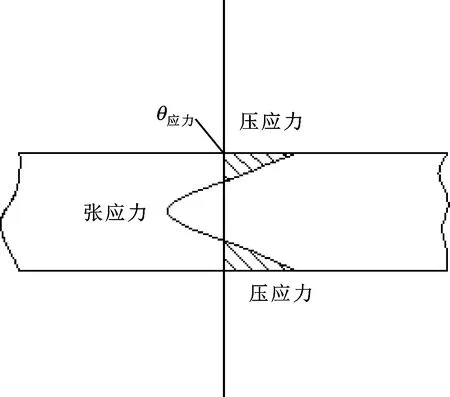
图2 压力示意图
钢化玻璃自爆是玻璃加工行业内常见的一个失效模式。此MPV侧窗玻璃在生产现场装配自爆,学科团队收集导致玻璃自爆的多种因子,对玻璃自爆进行分析。
2.2 玻璃自爆原因分析
2.2.1 玻璃自爆与玻璃原片特性的关系
玻璃产品自身影响因素总结为3点:玻璃曲率不符合要求、玻璃抗冲击强度不合格、玻璃碎片不合格。
2.2.1.1 曲率检测
对于玻璃而言,面积越大曲面越复杂,生产加工时的难度就越大,越不容易控制,玻璃自爆的风险也就越大。该MPV生产现场玻璃自爆现象集中在车身右侧,右侧窗发生自爆。玻璃设计曲率可满足现场装配需求,是否为右侧窗实际曲率不合格导致问题点发生?
对批次产品160片进行检测,检测结果见表1,合格,排除玻璃曲率不符合要求的可能。
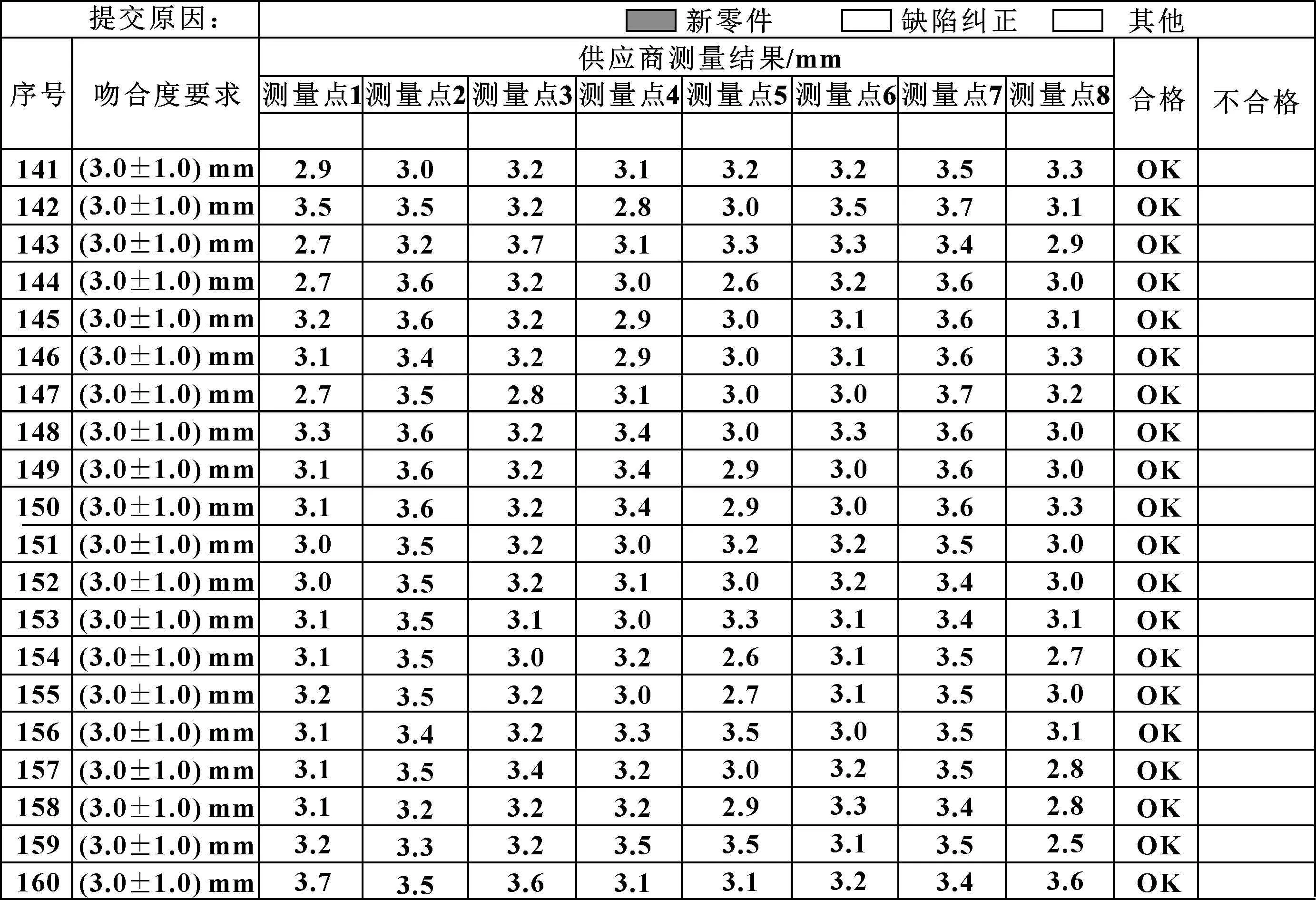
表1 玻璃检具检测结果
2.2.1.2 产品刮擦实验、抗冲击验证及碎片验证
(1)针对故障率较高的批次产品进行刮擦试验(见图3),静置24 h后未发生自爆(试验要求为8 h)。检测结论合格。
(2)抗冲击验证。试验方法:按GB9656-2003《汽车安全玻璃》的要求用227 g钢球从2.5 m高度冲击玻璃,玻璃不破裂。试验结果见表2,结论合格。
(3)碎片验证。试验方法:按GB9656-2003《汽车安全玻璃》的要求在50 mm×50 mm的方框内,碎片颗粒数在40~400内。试验结果见表3,结论合格。
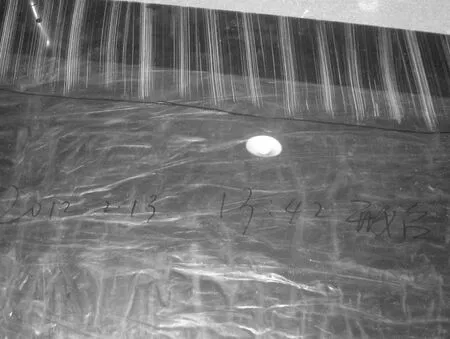
图3 侧窗刮擦实验
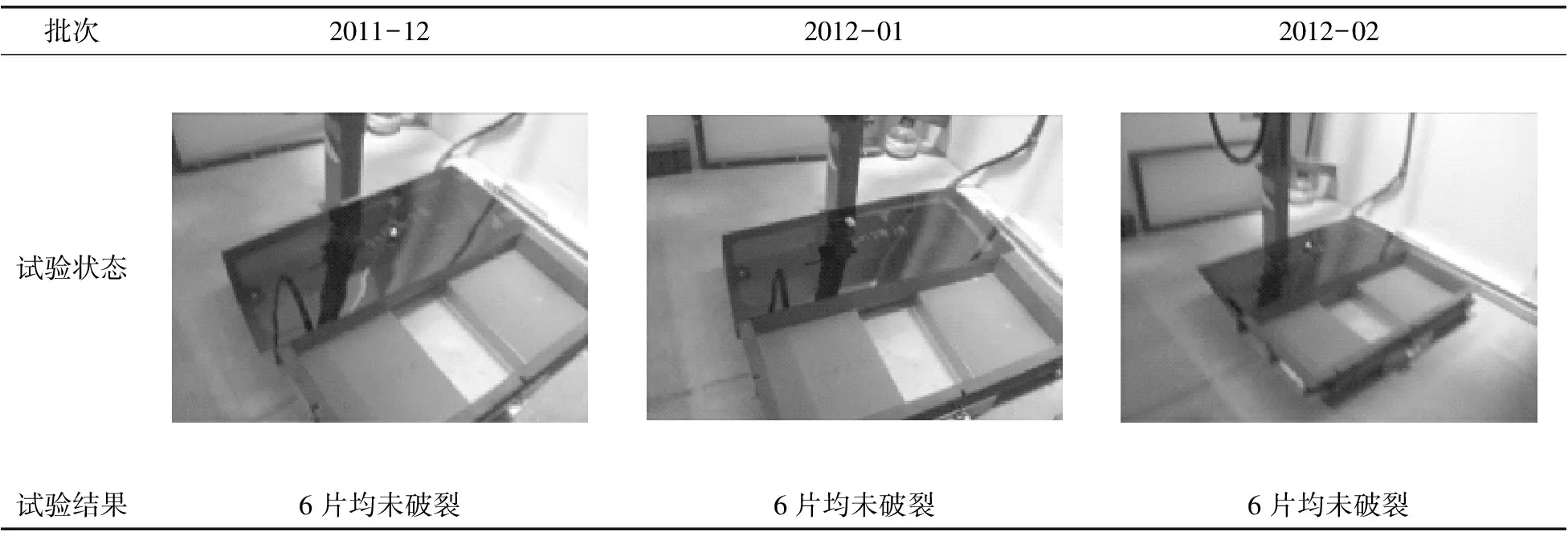
表2 侧窗抗冲击试验结果
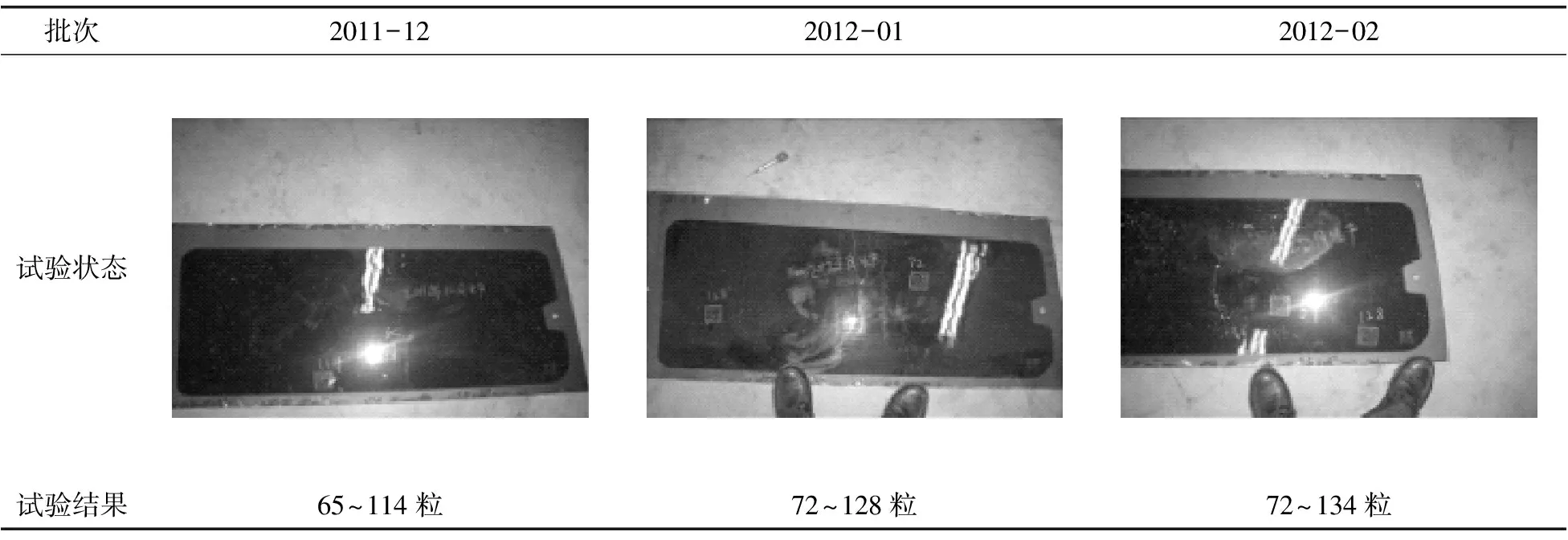
表3 侧窗碎片试验结果
综上所述,学科团队经过验证排除了玻璃原片对自爆现象的影响。
2.2.2 自爆与综合匹配的关系
对于钢化玻璃而言,玻璃与周边零件间隙越大,玻璃自爆的风险就越小,但是在钢化玻璃与车身配合的设计中,同时要考虑美观,间隙太大不利于整车的外观要求,所以在设计中必须综合考虑。为了保证钢化玻璃因为温度变化产生热胀冷缩后,玻璃与其他零件没有硬接触,必须对玻璃与其他零件的间隙进行计算,设计时给予考虑。玻璃安装时与车身止口间隙要求、胶条压缩量的测量、整车边缘应力值被确认为风险因素。下面开始对风险因素进行确认。
对玻璃与车身止口间隙、胶条压缩量进行确认。经核对数模,确认设计侧窗与车身侧窗止口钣金设计间隙为10 mm(此时侧窗胶条表现为最大压缩量)。
检测侧窗玻璃与钣金间隙值,测点分布见图4。

图4 侧窗与车身匹配间隙测量点示意图
(1)测量条件1:保证侧窗与D柱、侧围配合零面差,不扣上侧窗把手锁扣情况下检测某MPV车型间隙值,检测结果见表4。
(2)测量条件2:扣上侧窗把手锁扣情况下检测,并将某MPV与标杆车型间隙值进行对比,结果如表5所示。标杆车型设计间隙为24 mm(参考值),相对于该MPV车型容错率高,且扣上把手后该MPV与钣金间隙值小于设计值10 mm,间隙不合格。

表4 侧窗开启与车身钣金止口间隙表
说明:在未扣上侧窗把手锁扣时,检测间隙整体在10 mm以上(个别点偏差),即整体各部位的侧窗胶条未达到最大压缩量,侧窗玻璃未明显受力,正常。

表5 侧窗关闭与车身钣金止口间隙表 mm
在侧窗玻璃把手锁扣扣上后,玻璃和钣金的间隙明显小于设计值,此时玻璃内应力较大,存在自爆隐患。观察发现右侧玻璃铰链处间隙偏小的点更多更为集中,由于玻璃本身装配的把手锁扣,受力自爆可能性更为凸显。下面再检测胶条压荷进一步确认。胶条压荷如图5所示。
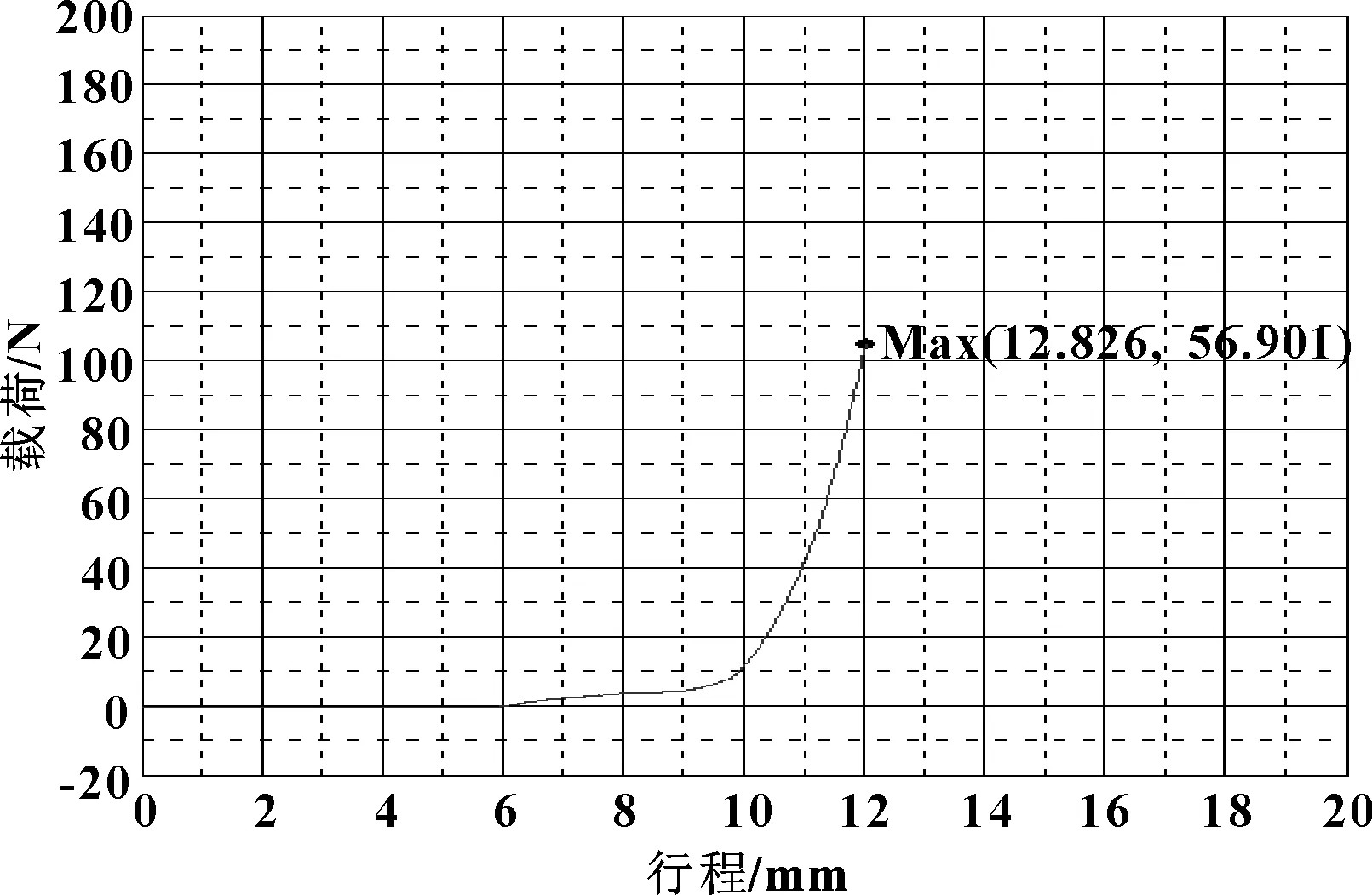
图5 胶条压荷(内间隙:10.5 mm8 mm,
检测显示:在压缩量大于10 mm的区间内,随着间隙的减小胶条压力成几何级数式增长,对玻璃铰链安装孔这一薄弱区域产生较大扭力影响,导致玻璃总成在安装后或关闭状态下受到极大外力而爆裂。
现场随机抽取一块某MPV右后侧窗玻璃,分别装配主检具及玻璃自爆车身,对玻璃与止口的内间隙进行测量,设计值为10 mm,考虑到未装配胶条,部分点实测值应略小于设计值,如表6所示。
故障车辆检测值较主检具检测存在较大波动,玻璃铰链的安装点面及止口的平整度存在较大问题,此为玻璃自爆的根本原因。
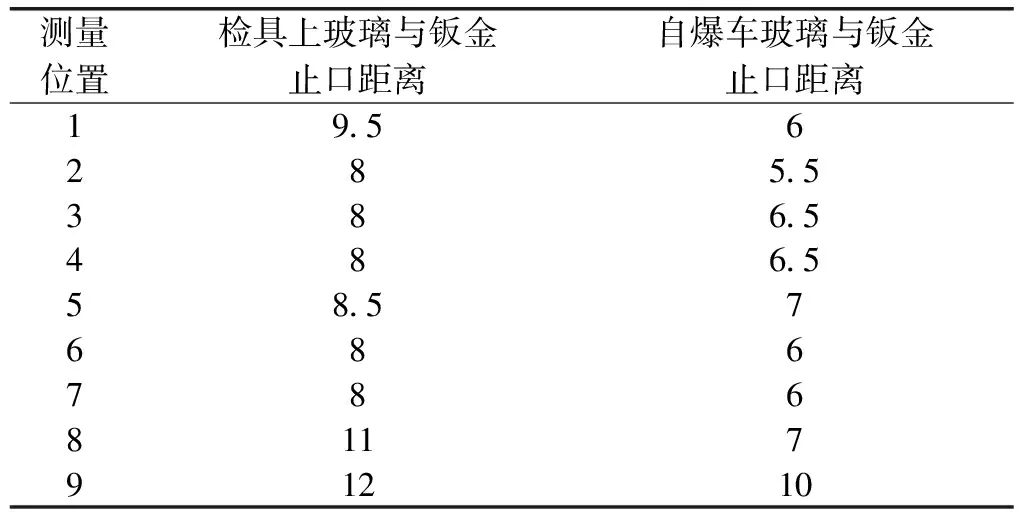
表6 故障车间隙数据对比表(把手正常关闭时) mm
2.3 解决方案
(1)在侧窗玻璃把手处增加3M胶垫片,经验证可有效缓解侧窗玻璃受力问题,侧窗玻璃开启、关闭力明显减小,评审车底盘号(C7000453)。
(2)针对侧窗止口不平顺、张口过大、扭曲问题,冲焊分厂对止口进行100%校正,保证止口平顺、无扭曲,车身止口间隙一致性监控,100%检验合格后再转序。
(3)把手安装孔处板件间隙要求为0,来件着色标识,100%检验把关。
(4)针对玻璃自爆故障率较高,要求供方必须在出厂时进行100%检测,并提供检测报告。
针对导致玻璃自爆的根本原因,制定如下根本解决方案:
(1)生产技术部负责制作侧窗止口检具,明确检测标准,冲焊分厂对侧窗止口100%确认。
(2)针对胶条压缩量问题,优化设计断面(减薄胶条泡管根部),将压缩量应力尽量减少到最低。胶条改进后压荷实验曲线如图6所示,压荷已大幅度减小。样件确认有效后固化断面,明确切换时间。
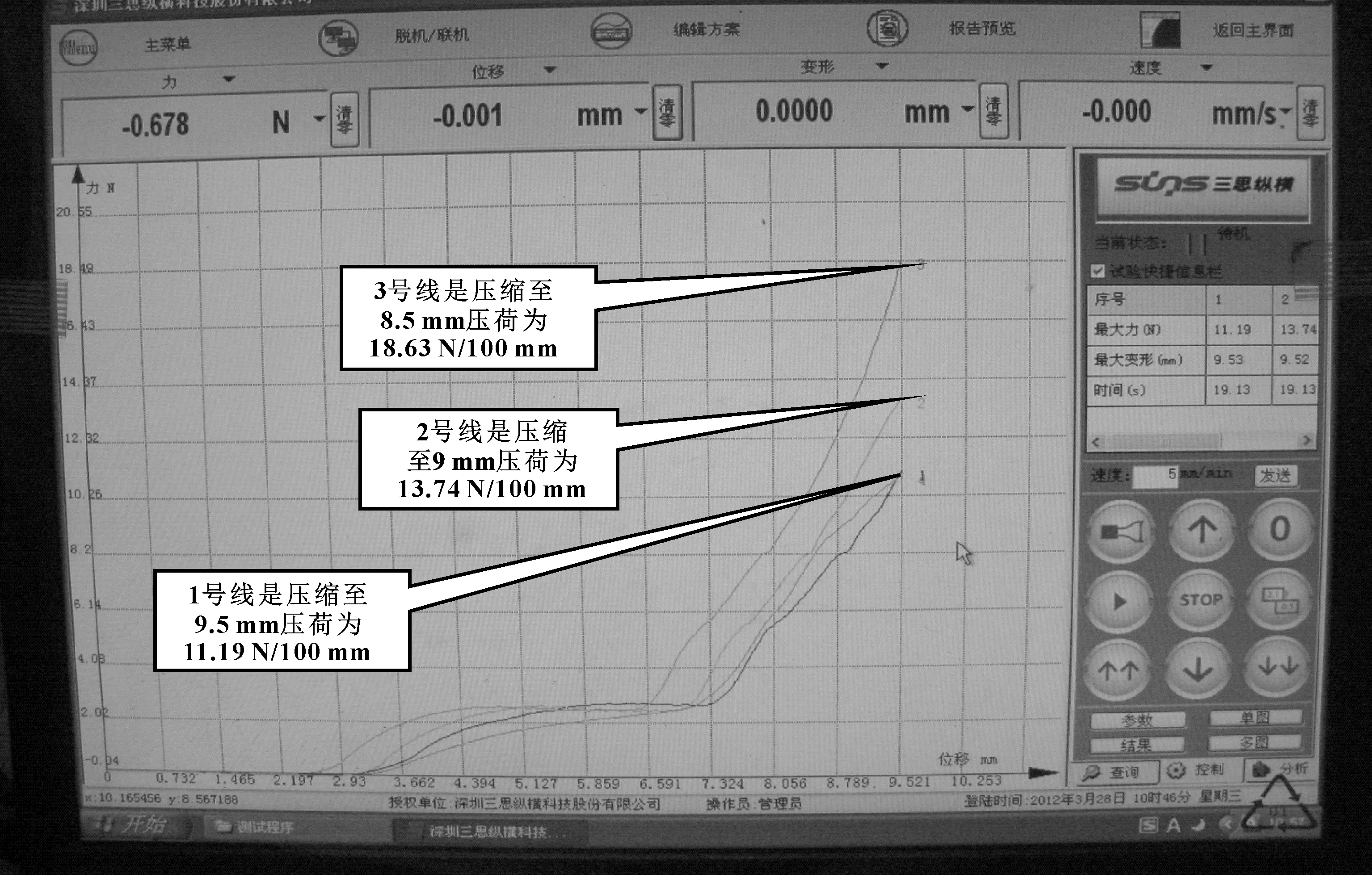
图6 胶条改进后压荷实验
3 结论
通过对某MPV侧窗产品生产工艺的确认、匹配的优化、结构的变更及细节处理的优化进行解析、验证,为钢化玻璃自爆现象的处理提供了有实际指导意义的借鉴经验。玻璃的设计首先要满足其安装位置所赋予的结构、功能及使用等基本需求,应充分考虑到试验的要求,对实验过的产品也要进行破坏性拆解来确定产品的实际状态是否发生了改变;在设计产品时,应充分考虑其安装面及配合件的结构特性,在保证美观的前提下,对设计间隙的把握也要基于对配合件精度的认知,尤其是侧窗与钣金配合,要预留合理的设计间隙以防止干涉,同时预留间隙既要满足可操作性也要保证装配后的外观效果。
[1]王望予.汽车设计[M].北京:机械工业出版社,2011.
[2]李洪港,刘强.汽车玻璃贴膜与玻璃修复图册[M].北京:人民交通出版社,2007.
[3]周天辉.钢化玻璃自爆及应力无损测定方法[J].建筑玻璃与工业玻璃,1996(4):21-22.
[4]全国汽车标准化技术委员会.汽车玻璃安全标准:GB 9656-2003[S].北京:中国标准出版社,2004.
[5]全国绝热材料标准化技术委员会.绝热材料最高使用温度的评估方法:GB/T 17430-2015[S].北京:中国标准出版社,2016.
StudyonaMPVSideWindowGlassExploding
FEI Xiang,CHANG Yong
(Anhui Jianghuai Automobile Co., Ltd.,Hefei Anhui 230601,China)
Glass is one of the key parts of automobile.The side window glass is a part of the whole vehicle glass, which plays an important role.The production technology of tempered glass was briefly introduced. Then the principle of explosive phenomenon of tempered glass was analyzed in detail.Combining with the explosion phenomenon occurred in production site,the reason was analyzed and countermeasures were proposed.Taking the rectification case as example, it was explained that the factors such as the structure, material quality and space reservation should be considered to meet the matching relationship, installation method, function satisfaction and quality improvement.It provides experience for the following continuous improvement.
Tempering glass;Explosive phenomenon;Matching relationship; Installation method
2017-07-05
费翔(1988—),男,学士,助理工程师,研究方向为汽车内外饰。E-mail:feixiangqian@126.com。
10.19466/j.cnki.1674-1986.2017.12.016
U463.83+5
B
1674-1986(2017)12-065-06
猜你喜欢
商品与质量(2021年11期)2021-11-24
中国建筑金属结构(2021年8期)2021-09-05
中国新技术新产品(2021年10期)2021-08-26
商品与质量(2021年7期)2021-04-02
汽车实用技术(2020年8期)2020-07-09
好孩子画报(2019年10期)2019-01-10
汽车维护与修理(2018年7期)2018-12-03
现代营销·经营版(2016年3期)2016-05-14
作文评点报·低幼版(2016年6期)2016-05-14
