
基于主轴系统电机电流信号监测铣削力的研究
2018-02-27 01:15王志永杜伟涛
振动与冲击 2018年1期
王志永, 杜伟涛
(中南林业科技大学 机电工程学院,长沙 410000)
当前汽车工业、船舶制造、航空航天等领域发展规模和速度空前,螺旋锥齿轮作为其机械传动系统中的重要零件,对相关领域的发展起到了至关重要的作用。螺旋锥齿轮的制造精度、加工质量一直是业内所关注的焦点,而螺旋锥齿轮的制造精度和加工质量取决于数控螺旋锥齿轮铣齿机的精度、稳定性及可靠性等技术指标[1]。国产铣齿机加工性能与国外同类产品仍有一定的差距,其中刀具主轴系统作为机床的核心部件[2],其传动系统的机械性能很大程度上决定了机床的加工性能。研究表明,铣削力是机床运行状态与加工品质的一项重要表征参数[3-6],因此,监测机床的铣削力对于提高机床的加工性能具有重要的工程实践意义。
相关文献研究表明,测量铣削力的方法分为直接测力法与间接测力法,以使用三坐标动态测力仪为主的直接测力法测量结果准确,但成本较高,且在工程应用中受到限制;而基于主轴电机电流信号监测铣削力的间接测力法不失为一种有效且实用的方法。Jeong等对伺服电机电流信号与铣削力信号的处理及其相关度分析做了详细的阐述;Yang等对通用铣床主轴传动系统的运动学模型进行了详细地研究,建立了主轴电机电流与铣削力间的模型;贾新杰等[7]基于参数识别法标定了铣削力的三维模型;张捷等[8]通过对伺服电机电流进行频域分析,提出了一种表征铣削力的电流信号的提取方案;毛新勇等[9-11]等对基于电机电流间接测量铣削力的方法做了综合性的描述,在数据采集实验中采用了滤波器提取表征铣削力的电流信号。上述专家学者,对于铣削力的测量做出了重要贡献,但是其研究都基于普通铣床进行,鲜有涉及加工复杂空间曲面的螺旋锥齿轮铣齿机。虽然文献[7]基于现有铣削力模型对螺旋锥齿轮铣齿机铣削力参数进行了标定,但是研究思路不利于构建铣削力在线监测模型,且采用数值分析方法得到的铣削力与实际测量得到的铣削力存在一定偏差。
对于数控螺旋锥齿轮铣齿机,其切削工况复杂,现有监测铣削力的方案不适用于该类型机床。本文采用同时监测工件轴和刀具轴力矩电机的电流实现了铣削力的监测。本研究方案便于实现铣削力的在线监测,研究结果可以为主轴系统动力学分析提供基础数据支持,对加工工艺参数的改进具有工程指导意义,为主轴传动系统进行优化设计提供重要的参考。
1 主轴系统运动学分析
高速干切数控螺旋锥齿轮铣齿机属于六轴五联动高档机床,是制造螺旋锥齿轮的重要机械装备。本文所研究的铣齿机的自由度,如图1所示。
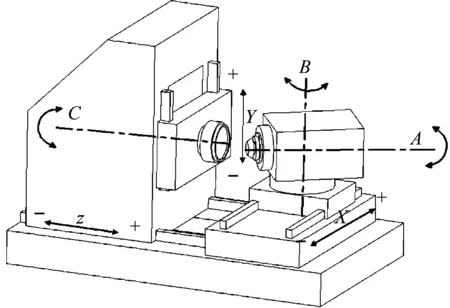
图1 铣齿机运动链三维图
通过分析该铣齿机的主轴传动系统,可建立如图2所示的主轴机构传动示意图,由图可知,主轴的传动系统包括直线导轨、伺服电机、联轴器、丝杠、主轴力矩电机、主轴、圆锥滚子轴承等零部件。
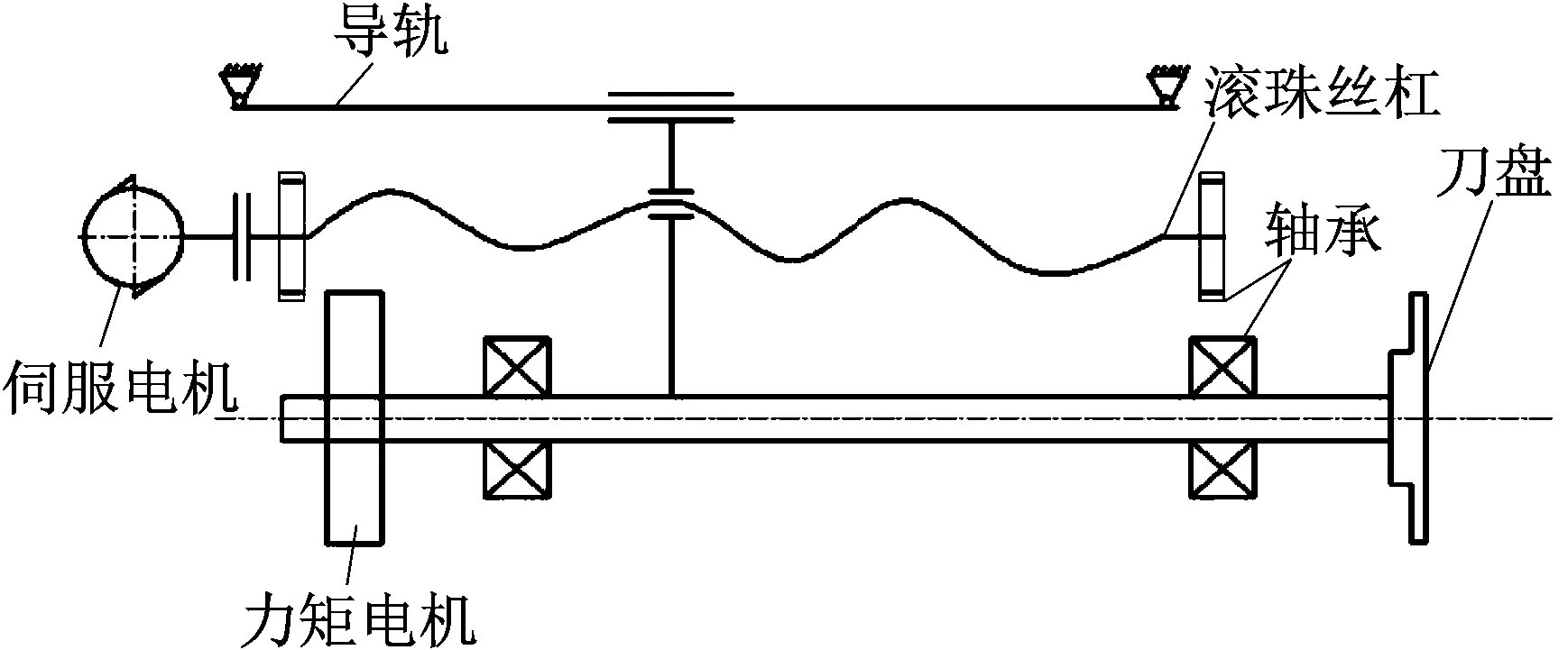
图2 刀具主轴传动系统机构示意图
对主轴系统进行整体分析,由于主轴系统为刚性连接,因而可依据电机的输出扭矩与负载扭矩之间的守恒关系建立机床主轴的运动学模型,在模型构建中需考虑传动系统的转动惯量、接触面间的阻尼、库伦摩擦所产生的力矩、周向铣削力矩、轴向进给力矩等因素。因此,机床刀具主轴的运动学方程为
(1)
式中:T为直流电机转矩;Kt为电机力矩常数;Irms为主轴电机电流均方根值;J为瞬时转动惯量;BM为阻尼系数;Tf为库伦摩擦力矩;Td为扰动力矩(铣削力矩);Tz为Z轴进给铣削力矩。
在直流伺服电机的扭矩计算中存在如下关系式
T=KtIrms
(2)
但是,本文研究的铣齿机的主轴采用交流力矩电机驱动,这种电机分为恒电流工作与恒扭矩工作两种运行模式。由电机学可知,交流电机与直流电机的扭矩公式是不同的,但计算交流电机扭矩时,可借助等效的直流电机来计算交流电机的转矩。
将交流电机电流转换成直流电流可以采用均方根法,即:
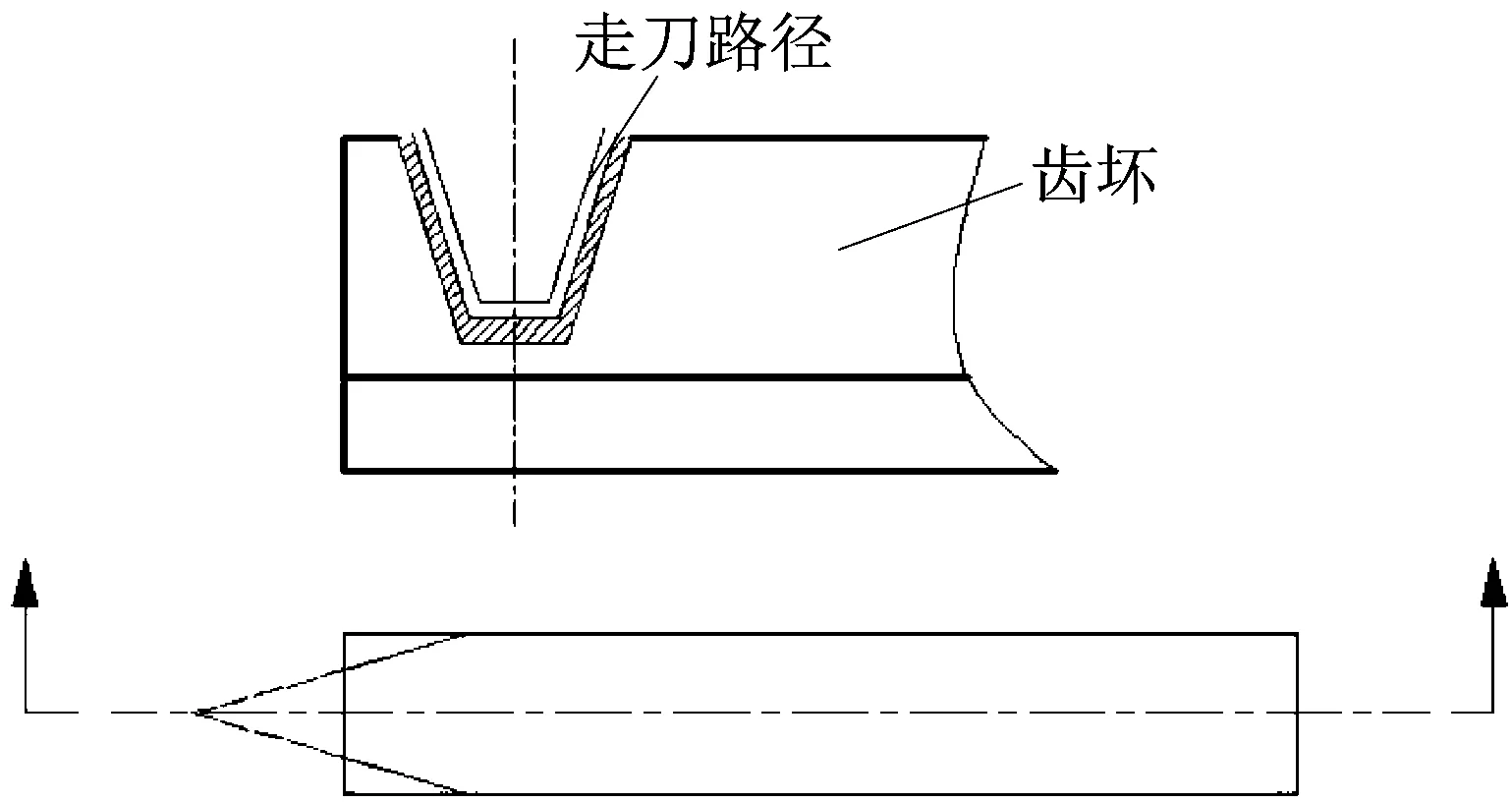
图3 刀具切削原理示意图
由图3所示的刀具铣削原理可知,其主轴在铣削过程中分为绕C轴的转动和沿Z轴的进给运动,可以对这一联动进行离散化处理,离散化处理后瞬时切削即为绕C轴的转动,此时存在Tz=0,同理瞬时存在
(3)
对主轴刀盘处应用力矩计算公式进行分析,可得扰动力矩与平均铣削力Fa是相关的,通过刀具切削原理可知
Td=rFa
(4)
式中:r为刀具铣削半径
阻尼力矩和库伦摩擦力矩取决于机床的固有特性,在这里可以假定为常数,
BMω+Tf=CS
(5)
综合式(1)~(5)并对式(1)整理、化简后可得:
KtIrms=CS+rFa
(6)
为了确定式(6)所述的主轴电机电流和扰动力矩间的静态关系,需通过试验对待确定参数CS进行标定。
2 实验平台设计
由上节的分析可知,所建立的主轴系统运动学模型中包含与机床自身相关的未知参数。虽然机械设计手册中给出了相关材料间的阻尼系数、库伦摩擦系数,但是这对于提高机床的精度设计参考价值较小。采用实验方法对待确定的参数进行标定是当前科研领域普遍使用的一种方法,且可以得到较为精确的有效数据。
2.1 实验工况分析
本实验基于H650C数控螺旋锥齿轮铣齿机进行,加工参数为:刀盘线速度为40 m/min,沿齿深方向的进给速度:第一进给速度30 mm/min,第二进给速度24 mm/min,第三进给速度15 mm/min,工件材料20CrMnTiH,刀盘名义直径304.8 mm,工件轴轴线与刀具轴轴线的夹角为β=19.87°。
2.2 实验平台设计
基于H650C铣齿机的机械结构以及主轴运动学模型待确定参数,设计如图4所示的实验流程图和图5所示的实验原理图。
利用电流变送器监测电流信号并经多功能测量模块输入到PC机中。该方案路线短,信号损失小,且不影响铣齿机的工况,有利于精确地反映铣齿机工作过程中的铣削力、阻尼、库伦摩擦力等信息。在本实验中需要同时采集C轴和A轴力矩电机的电流信号,其中C轴力矩电机的电流信号反映了刀具主轴上扭矩的输入量,而A轴力矩电机的电流信号则反映了工件主轴上的周向铣削力信号。信号采集时考虑到轴承部的摩擦力矩以及阻尼的影响,同时力求采集信号时的工况符合实际切削工况,故采用A轴不转动,而C轴在正常切削时回转运动这一工况。
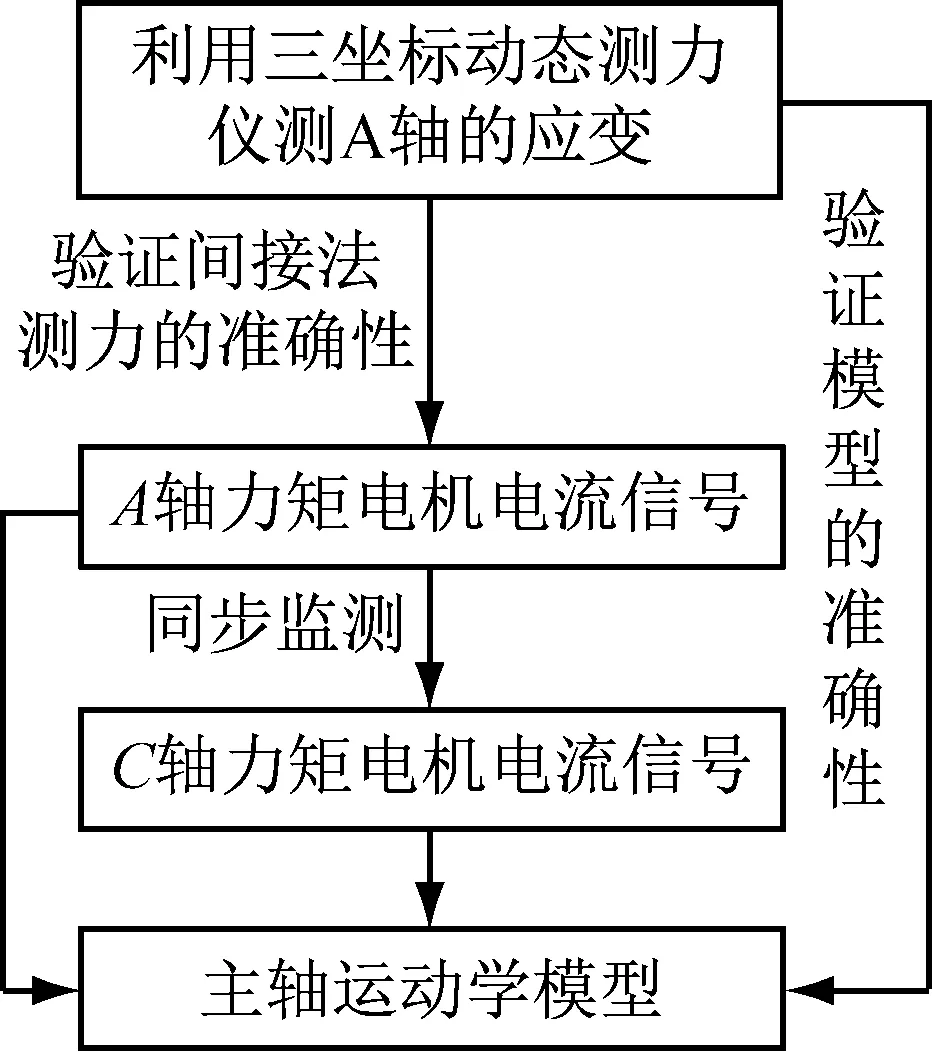
图4 实验流程图

图5 实验原理图
为了验证电机电流与铣削力之间的关系,在采集工件轴和刀具轴力矩电机电流的同时,采用三坐标动态测力仪对铣削力进行测试,用来验证在A轴所采集到的电流信号真实地反映了铣削力矩的大小,同时也可对所搭建的基于电流法监测铣削力实验平台的合理性进行验证。
依据上述实验原理搭建了图6所示实验平台,通过此实验平台完成了机床在正常铣齿工况下实验数据的采集工作。

图6 实验平台
3 信号数值分析及模型验证
通过对实验采集到的数字信号进行数值分析,选取部分时刻的有效数据用于标定所建模型中的待确定参数,并将采集的其它时段数据重新代入所建模型中进行验证,以此说明所采集数据的有效性及所建模型的准确性。
3.1 信号处理
基于图5设计的实验原理图对电流信号与铣削力信号进行采集,所采集的电流信号能够反映铣齿机正常工作下的电流波动情况。由电流变送器的工作原理可知,电流变送器在监测主轴力矩电机电流时,能够同时将力矩电机产生的磁场、温度以及主轴系统的振动等干扰电流的信号进行采集。因此,所采集到的电流信号中存在着与铣削力无关的电流信号——噪声信号。在对实验采集到的信号进行分析前,首先要对采集到的信号进行去噪处理。
为了从采集到的电流信号中提取反映铣削力的电流成份,使用小波分析去噪的方法对采集到的电流信号进行去噪处理[12]。
对于含噪声的一维信号模型,可以用式(7)的形式表示
S(i)=f(i)+σe(i)
(7)
式中:f(i)为真实信号;e(i)为噪声信号;S(i)为含噪声的信号;σ为噪声级。
依据式(7)去噪原理并利用MATLAB软件设计小波分析去噪程序,对采集到的数字信号进行去噪处理。
通过图5所示的实验原理图所搭建的实验平台对A轴的铣削力信号进行采集,并通过对信号的筛选可得如图7所示的A轴应变-时间曲线,通过对数据的处理可得其有效值为με=0.335 2,根据应变扭矩测量原理[13],通过相关计算可得铣削力矩:TI=350.10 Nm。
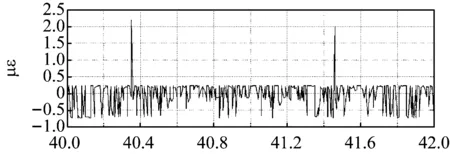
图7 动态测力仪监测数据
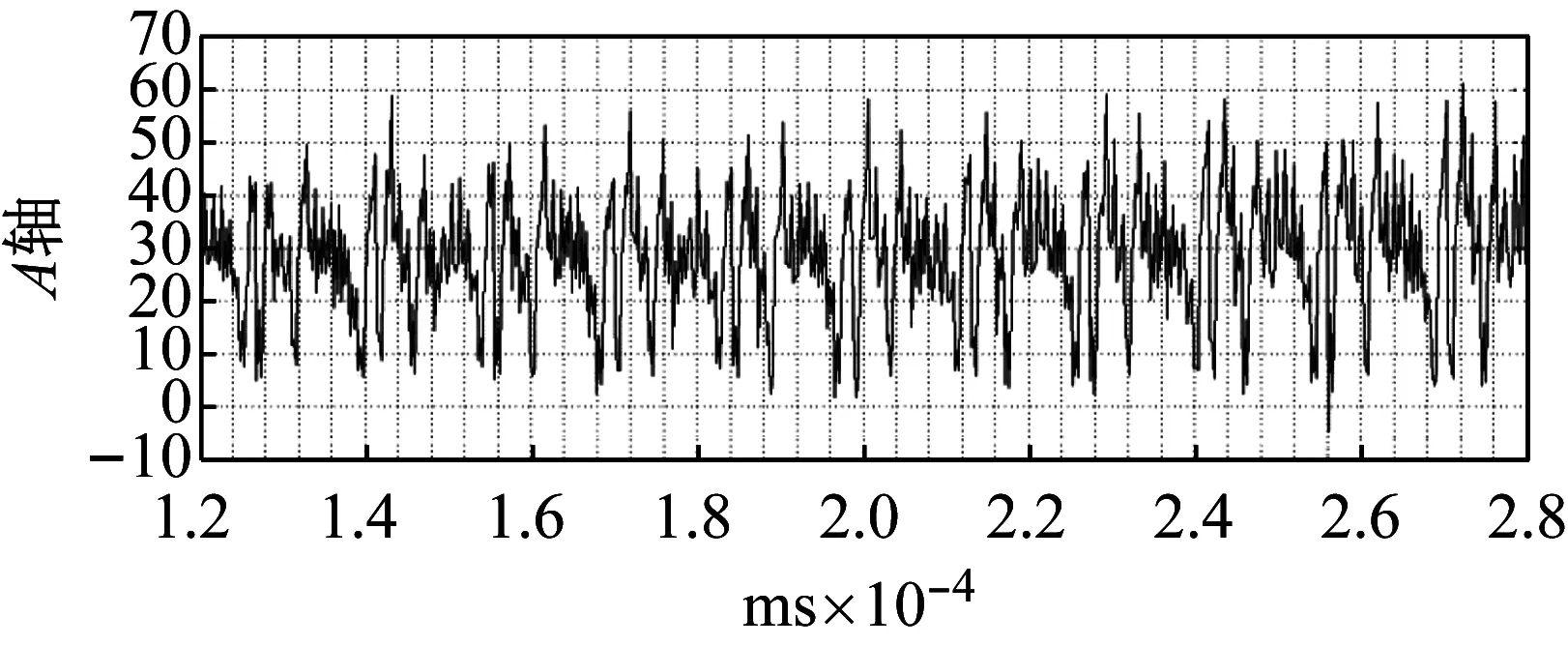
图8 A轴电流监测数据图
利用小波去噪原理,对采集到的A轴电流信号进行去噪处理,并对有效数据进行分析,可得如图8所示的结果。利用数据处理方法可得其有效值为Irms=30.98 A,由于所用力矩电机力矩常数Kt=11.20 Nm/A,因此,A轴铣削力力矩的有效值为TCA=347.04 Nm。限于电流变送器的精度及信号采集模块的分辨率等影响信号采集精度的因素,间接测力法所测得的铣削力值与直接法测得的铣削力值比较存在一定偏差,但是通过对铣削力信号和电流信号进行数据分析可得,其有效值偏差为0.87%。而当前数值分析方法所得到的铣削力与实验结果的偏差为5.7%,可见基于电流的间接测力法得到的结果优于采用数值分析方法计算所得到的结果。以上对比分析结果验证了基于电流法监测铣削力的实验平台是可行的,且采集电流的方案可有效反映铣削力。
采用相同方法,可以得出图9所示的C轴电流监测数据图,经过数据处理得到其有效值为Irms=49.93 A,C轴所用力矩电机的力矩常数Kt=11.20 Nm/A,所以,C轴力矩电机输出力矩的有效值为TCC=559.22 Nm。
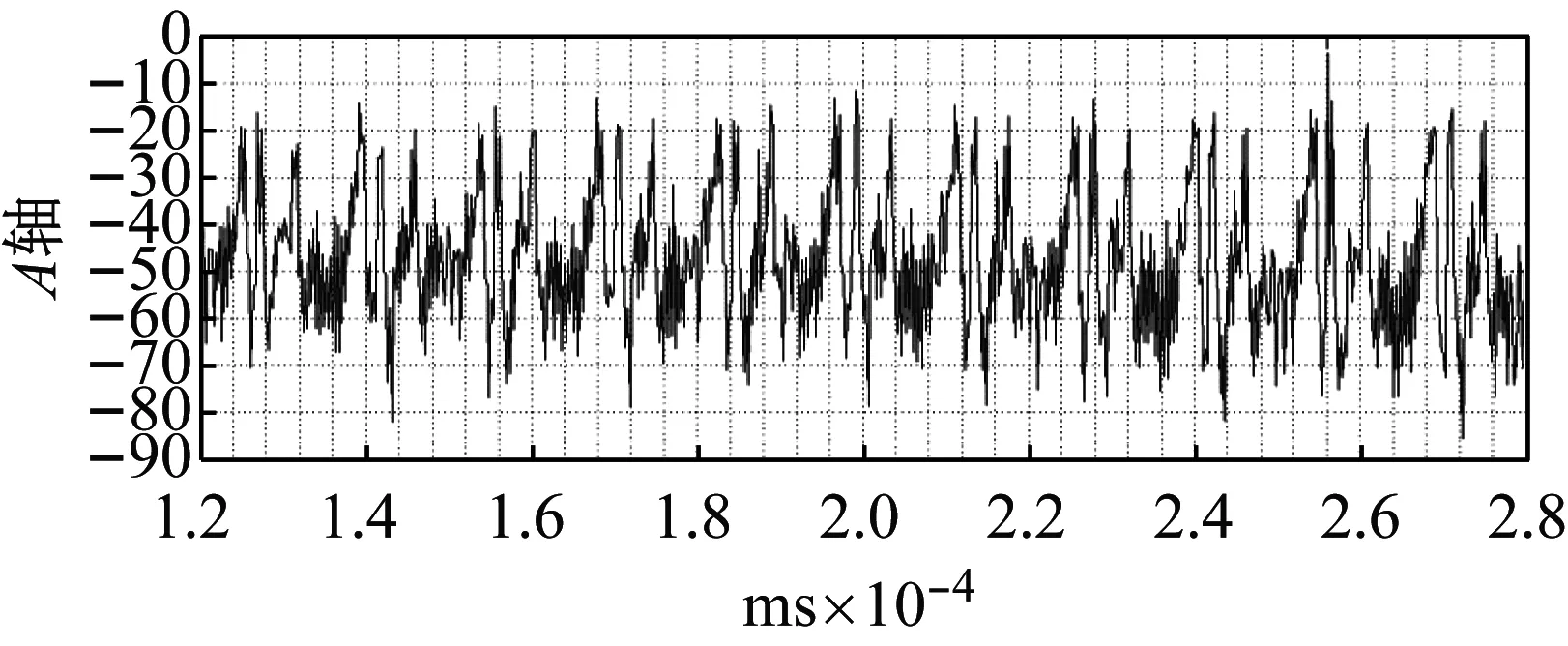
图9 C轴电流监测数据图
3.2 模型验证
为了确定主轴运动学模型中的未知参数,需要将A轴监测到的电流数据转换到C轴上,因此,需要根据刀具切削原理和螺旋锥齿轮成形法铣削原理进行等效转换。切削试验过程中,刀具与工件间的相对位置如图10所示,根据图10所示的C轴与A轴的空间位置关系以及螺旋锥齿轮的铣齿原理,可以建立图11所示的力矩关系图,图11中Td为C轴上的铣削力矩,TA1和TA2分别为A轴上的切向铣削力矩与轴向铣削力矩。根据图11所示的力矩关系图,通过式(8)可以将A轴的铣削力矩等效到C轴上。利用处理后的电流信号与图11所示的力矩关系,对式(6)所示的C轴运动学模型进行反解,即可得到待定参数CS,完成主轴运动学模型的创建。
Td=KtIArms/cosβ
(8)
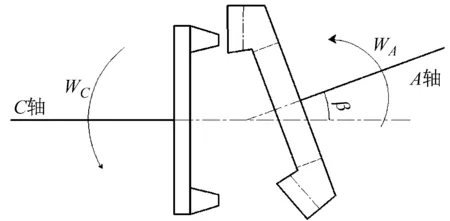
图10 铣削位置图
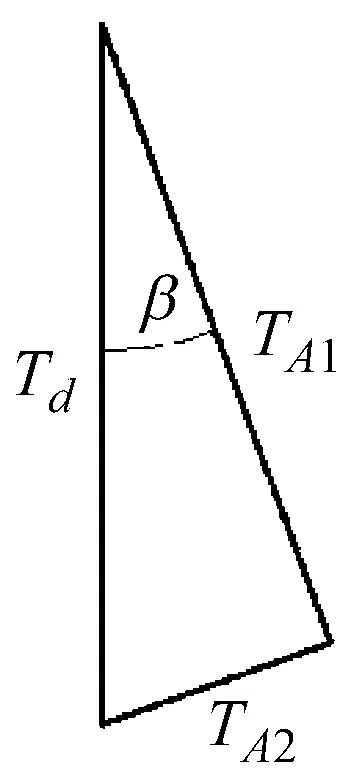
图11 力矩关系图
从所监测数据中任取几个有效点代入式(6)中,并对结果取均值,可得CS=189.91 Nm。因此,可得式(9)所示主轴运动学在线监测模型。
KtIrms=CS+KtIArms/cosβ
(9)
将不同时段监测到的A轴电流数据代入主轴运动学模型(式(9))并与C轴力矩电机监测所得数据进行对比分析,可得如图12所示结果。图12中浅色线型为数值计算所得数据,深色线型为对应时段C轴电机电流监测数据。由图12可看出,两种线型具有极高的相似度,通过数值计算可得,所建模型与监测数据的偏差为2.60%。由于偏差较小,因此所建立的主轴运动学模型可以用于该机床主轴系统铣削力的在线监测。
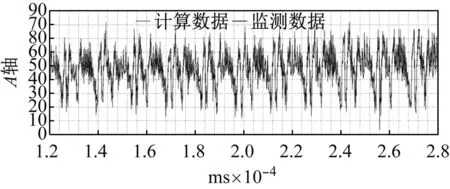
图12 模型验证结果
4 结 论
通过分析建立了数控螺旋锥齿轮铣齿机的主轴系统运动学方程以及力矩电机电流与铣削力之间的关系,明确了模型中需要通过实验方法待确定的未知参数。
根据铣齿机的工况与所建立的运动学模型,设计了基于PC机的实验平台,通过直接测力方法证明了力矩电机电流可以有效反映铣削力。其次,采用同时监测双电机电流的实验方法,对刀具主轴和工件主轴电机电流进行了同时监测。
通过对采集到的实验数据进行处理并利用数值分析的方法,确定了铣齿机主轴系统运动学模型中待确定的未知参数。并对所建立的主轴运动学模型进行了验证,证明了所建立模型是有效的。
本文所建立的基于电机电流法监测铣削力的模型,为构建铣削力的在线监测系统和主轴系统动力学性能分析奠定了基础,同时也可为主轴传动系统的优化设计和机床切齿加工工艺参数的优化提供数据支持。
[1] 贾新杰. 弧齿锥齿轮铣齿机切削力及切削参数优化研究[D]. 西安:西北工业大学,2014(5).
[2] 高尚晗, 孟光. 机床主轴系统动力学特性研究进展[J]. 振动与冲击, 2007, 26(6):103-187.
GAO Shanghan, MENG Guang. Advances in research on dynamic characteristics of machine tool spindle[J]. Journal of Vibration and Shock, 2007, 26(6):103-187.
[3] JEONG Y H, CHO D W. Estimating cutting force from rotating and stationary feed motor currents on a milling machine[J]. International Journal of Machine Tools and Manufacture, 2002, 42(14):1559-1566.
[4] HEIKKALA J. Determining of cutting-force components in face milling[J]. Journal of Materials Processing Technology, 1995,52(1):1-8.
[5] YANG M Y, LEE T M. Hybrid adaptive control based on the characteristics of CNC end milling[J]. International Journal of Machine Tools and Manufacture, 2002, 42(4):489-499.
[6] 李全宝, 赵兴方, 王亚琪, 等. 基于主轴电流信号的铣削力监测方法研究[J]. 机械研究与应用, 2015, 138(28):37-39.
LI Baoquan, ZHAO Xingfang, WANG Yaqi, et al. Research on milling force supervisory method based on spindle current signal[J]. Mechanical Research & Application, 2015,138(28):37-39.
[7] 贾新杰, 邓效忠, 苏建新. 成形法加工螺旋锥齿轮铣削力模型[J]. 农业机械学报, 2012, 43(12):268-272.
JIA Xinjie, DENG Xiaozhong, SU Jianxin. Milling force model of spiral taper gear using from milling[J]. Transactions of the Chinese Society for Agricultural Machinery, 2012, 43(12):268-272.
[8] 张捷, 李海洲, 蔡飞, 等. 铣削过程中基于伺服电流信号的切削力监测[J]. 机床与液压, 2011, 39(19):1-3.
ZHANG Jie, LI Haizhou, CAI Fei, et al. Cutting force monitoring based on feed motor current on a milling progress[J]. Mechine Tool & Hydraulics, 2011, 39(19):1-3.
[9] 毛新勇, 刘红奇, 李斌. 主轴电流信号中铣削力成份的时频分析及提取方法研究[J]. 中国科学E辑(技术科学), 2009, 52(10): 1824-1827.
MAO Xinyong, LIU Hongqi, LI Bin. Time-frequency analysis and detecting methodresearch on milling force token signal in spindle current signal[J]. Sci China Ser E(Tech Sci), 2009, 52(10): 1824-1827.
[10] 李斌, 张琛, 刘红奇. 基于主轴电流的铣削力间接测量方法研究[J]. 华中科技大学学报(自然科学版), 2008(3), 36(3):5-8.
LI Bin, ZHANG Chen, LIU Hongqi. Indirect measurement of the milling forces based on spindle motor current[J]. Journoal of Huazhong University of Science & Technology (Natural Science Edition), 2008(3), 36(3):5-8.
[11] 李斌, 贾瑜, 吴波,等. 伺服电流-铣削力关系间接建模的新方法[J]. 华中理工大学学报, 2000, 28(2):51-53.
LI Bin, JIA Yu, WU Bo, et al. A new method for indirect modeling of relation between current and milling force in an NC system[J]. Journal of Huazhong Univeristy of Science & Technology, 2000, 28(2):51-53.
[12] 张德峰. MATLAB小波分析[M]. 2版. 北京: 机械工业出版社, 2011(12):223-283.
[13] 王伯雄. 测试技术基础[M]. 北京:清华大学出版社,2003:403-417.
猜你喜欢
中国特种设备安全(2022年2期)2022-07-08
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年11期)2019-12-04
北京汽车(2018年4期)2018-09-08
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
科学与财富(2016年34期)2017-03-23
山东青年(2016年12期)2017-03-02
航天制造技术(2016年6期)2016-05-09
