
铁路接触网定位钩锻造工艺及模具结构设计
2018-03-21 07:38党军陕西法士特齿轮有限公司雷尚军中法高速铁路技术西安有限公司
锻造与冲压 2018年5期
文/党军·陕西法士特齿轮有限公司雷尚军·中法高速铁路技术(西安)有限公司
随着我国高速电气化铁路的蓬勃发展,对铁路接触网零部件产品可靠性、轻量化和防腐性能的要求不断提高,铝合金锻件质量轻、强度高、耐腐蚀性能好,需求越来越大,本文以接触网定位器上矩形定位钩为例,介绍一种铝合金锻造工艺。定位器是电气化接触网系统中定位装置上的关键零部件,其作用是通过定位线夹把接触线按设计拉出值的要求固定在一定位置,在正反定位器的作用下保证接触线工作面呈“Z”字形并平行于轨道,同时承受接触线的拉出张力。
铝合金的锻造工艺特点
(1)变形抗力大,塑性较低。铝合金塑性受合金成分和锻造温度的影响较大,而且塑性对变形速度的敏感程度随合金元素的含量不同而不同,当合金元素含量增加时,铝合金塑性不断下降,且对变形速度的敏感度不断增强,所以相比同样形状的钢锻件,铝合金锻造所需的吨位一般是钢锻件的1.5倍左右。在设计过程中,需要考虑铝合金的变形抗力和铝合金热锻模的热收缩率,收缩率根据锻件形状通常选取0.6%~0.7%,在变形量大、金属流动激烈方向和位置处取1.0%左右,同时适当调整锻模在使用状态下的温度:锻模温度越高,则收缩率越大,如果采用等温锻造,收缩率可相应减小。
(2)锻造温度范围窄。根据铝合金型号的不同,锻造温度区间在150℃以内,有些型号甚至只有70℃。因此铝合金多火次、小变形是其锻造生产的特点,采用网带式连续加热炉,生产节拍可根据生产需要调节。铝合金锻造对于温度的要求十分严格,对炉温控制的要求也很高,炉温均匀性要求达到±6℃,温度控制精度达±3℃,利用红外测温仪进行温度检测,然后制定时间节拍确保出炉温度。
(3)铝合金锻造的特性是多工序、小变形。严防在变形中因为变形量大导致的粗晶或者产生裂纹。因此,根据铝合金锻造的特性以及零件结构制定的工艺路线为:连续加热→弯曲→压扁预锻→切边→二次加热→终锻→切边校正。
铝合金矩形定位钩锻造工艺的设计
根据零件结构特点,设计弯曲工装将坯料按工艺要求进行弯曲。根据工艺流程安排,将弯曲模具安装在1000t高能螺旋压机的一侧,实现弯曲工步,如图1所示。

图1 弯曲工步

图2 速度趋势模拟和位移趋势模拟

图3 网带式加热炉

图4 DEFORM进行终锻模拟
压扁预锻模设计
铝合金的预锻模设计虽然和钢锻件类似。但由于铝合金锻造温度范围窄,因此预锻不会有大变形,以免出现粗晶甚至产生折叠。矩形定位钩的预锻模的主要作用是分料和预成形,设计飞边槽。预锻模的飞边槽相比平时钢锻件设计的厚1~1.5mm,并不需要保证所有部位都出飞边,在完成预锻工序后进行冷切边。因为有二次加热锻造,所以可以根据情况精准计算后调整用料,即使部分不出飞边也可以。图2为速度趋势模拟和位移趋势模拟。
终锻模具设计
根据铝合金对温度比较敏感,锻造区间比较窄的特性,在进行终锻锻造时,必须进行切边后二次加热,采用网带式、连续加热炉,生产节拍可控,根据不同零件调整。铝合金锻造温度区间窄,因此温度控制要求十分严格,炉温均匀性±6℃,温度控制精度达±3℃,网带式加热炉如图3所示。在终锻设计时,采用DEFORM进行终锻模拟(图4),根据模拟结果,未出飞边部位因为工件储料多,温度较高,所以在终锻成形过程中可以保证型腔完全充满,定位钩各部位充型良好。
模锻斜度设计和润滑特点
铝合金的摩擦系数比钢大,且容易粘模,因而模锻斜度应比钢锻件稍大,另外,根据接触网零部件锻件一般外形不加工或加工量少的特点,一般外模锻斜度应取3°~7°,内模锻斜度应取2°~3°。
润滑采用的是一款油基石墨HYKOGEEN AL 2931 MBA脱模剂产品,该产品专门设计用于锻造难度特大的铝合金及其他有色金属锻造。通过喷洒、涂抹两种方法实施使用,用废弃的石油产品按1∶4比例进行稀释后使用,确保模具型腔的润滑,成形过程在脱模剂润滑的作用下流动阻力减小,充型饱满,减少模具磨损,润滑效果非常好。各项参数调整确定后成形锻件图和模拟图如图5所示。
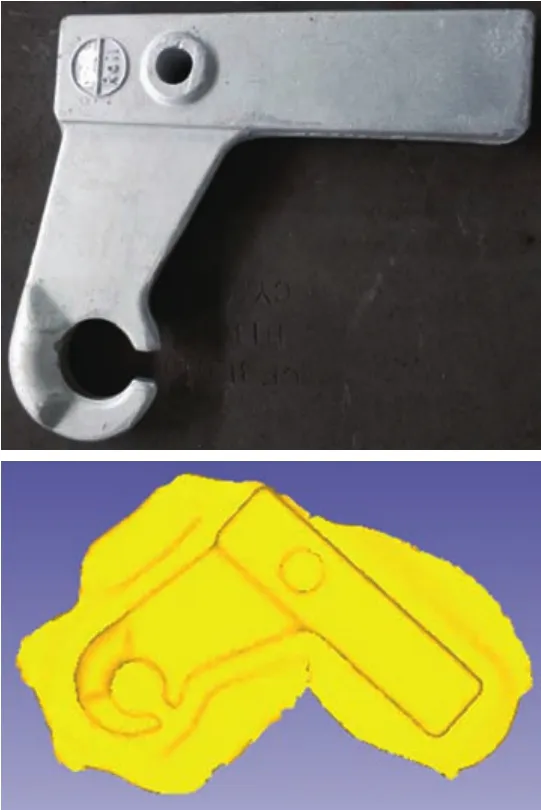
图5 各项参数调整确定后成形锻件图和模拟图
飞边槽设计
飞边槽的主要功能之一是增加金属的流动阻力,保证金属充满模膛。铝合金变形抗力大,流动性差,在设计飞边槽时我们一般将铝合金锻模的飞边槽桥部厚度设计为2.5mm,宽12mm,桥部出口处圆角由钢模的R1增加到R2;对于部分难成形件,在飞边桥局部设计4mm深,3mm宽阻尼槽(图6),可以有效控制局部金属流动,确保金属充满模膛,避免过多料流入飞边,同时也能适当减小坯料体积,节约原材料。
铝合金锻件因为温降快,出模时易变形,为了便于取出锻件,设计时通常将复杂面留在下模,并设计取锻件槽。这样可以保证锻件取出时变形小,另外对于复杂的深腔零件,采用顶出装置脱模,提高生产效率。

图6 飞边阻尼槽
结束语
目前铝合金锻造处于摸索阶段,生产效率和工艺方法的很多方面都有待改进,但是因为中国高铁的快速发展,对抗疲劳性优越、强度高、轻量化优势明显的铝合金锻件需求迫切,这又是铝合金锻造发展的一个新的契机。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
中国应急管理科学(2022年2期)2022-05-23
一重技术(2021年5期)2022-01-18
云南画报(2021年10期)2021-11-24
云南画报(2020年12期)2021-01-18
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
铁道建筑技术(2019年6期)2019-11-29
世界有色金属(2019年7期)2019-06-11
制造技术与机床(2018年9期)2018-09-19
