
渐开线外花键齿形角与斜齿轮螺旋角的精确测量
2018-03-27 02:04林国栋
中国设备工程 2018年6期
林国栋
(广州柴油机厂股份有限公司,广东 广州 510370)
在零件的测绘中,渐开线外花键齿形角与斜齿轮螺旋角的精确测量是其中的难点,相较直线尺寸的测量,角度测量难以达到要求的精度。从目前各种信息渠道获得的测量方法看,要么精度无法达到要求,要么要借助其它辅助工具,如高精度的圆棒等,要么需经过复杂且容易出错的推理计算,要么操作起来非常麻烦,要么需投资昂贵的测量设备。如何用最常见的量具或设备,简单方便准确快捷地测量出我们所需要的精确角度值,成为在日常的测绘工作中迫切需要解决的问题。为解决角度精确测量的问题,本文以在实际工作中所遇到的两种常见典型零件的角度测量为例,阐述如何实现角度的精确测量。
1 渐开线外花键齿形角α的测量
由于渐开线上每一点的压力角都不同,想直接测量渐开线上某点的压力角是不可能的。渐开线外花键的齿形角,在国家标准中,有30º、37.5º、45º三种。下面以在实际工作中所遇到的实例为例,演示如何测量齿形角。
例1:已知渐开线外花键齿数z=20,模数m=2,需测量其齿形角α。
(1)根据公式K=(z ×α)/ 180+0.5粗算跨测齿数,分别求出当齿形角分别为30º、37.5º、45º时的公法线跨测齿数,见表1。

表1
所以跨测齿数为3、4、5、6。实测公法线时,可以以公法线千分尺尽量能够与齿面中部接触时的跨测齿数为准。本例中,发现当跨测齿数为6时,公法线千分尺无法与齿面中部接触,可直接排除跨测齿数6。
(2)测量相邻跨齿数公法线长度(表2)。
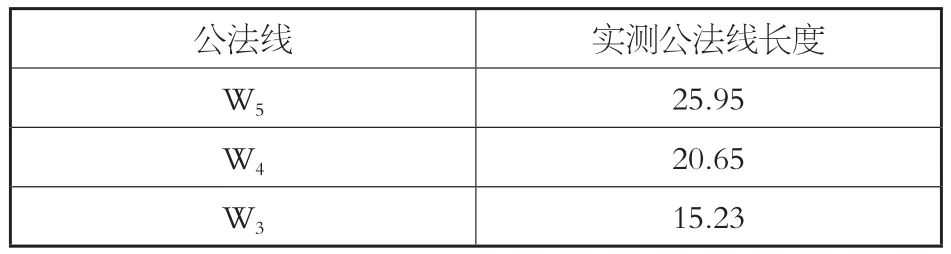
表2
(3)根据公式pb=πmcosα计算齿形角(表3)。

表3
(4)计算出的齿形角与30º更接近,所以渐开线花键齿形角为30º。
与其它测量方法相比,此方法具有如下优点。
(1)没有复杂的推理计算,用到的公式都是渐开线齿轮计算中最常用的公式,理论上易于理解。
(2)不需借助高精度的圆棒等其它辅助工具和经过复杂的公式推导,只需用到所有齿轮加工企业中最常用的公法线千分尺,即可实现对齿形角的精确测量。
(3)由于计算简单,且公法线可以精确测量,所以测量准确,不易出错。
(4)即使零件长期使用后出现磨损,也不影响测量精度,因为即使磨损,公法线出现误差,但由于齿部同侧磨损量基本相同,测量并计算出的实测基圆齿距也不会有太大误差。根据公式pb=πmcosα可知,基圆齿距pb只跟模数和齿形角有关系,与是否变位等没有关系,而模数和刀具压力角是相对固定的,而其它的一些公式推理方法,可能会因为未考虑变位而出现计算误差。
(5)齿形角是标准化的,此方法不仅可以用于渐开线花键齿形角的测量,还可用于所有渐开线直斜齿轮齿形角的测量,且不需考虑螺旋角及变位系数影响。
2 斜齿轮螺旋角β的测量
斜齿轮的螺旋角β是一个没有标准化的值,且是一个空间角度,无法直接测量。在实际工件中发现,一些企业为了增加客户后期测绘维修加工难度,使客户多向自己采购零配件,有可能故意将螺旋角β取一个非整数,维修时如果想单个更换齿轮,就有可能因螺旋角无法精确测量而导致加工出的齿轮无法正确啮合。此时,要么精确测量出中心距后,两个齿轮采用一致的螺旋角,同时更换,要么就需要精确测量出螺旋角,以使齿轮能正确啮合。而一般的测量方法,如“滚印法”,精度无法达到要求,“在滚齿机上找正测量法”,操作及推理计算都很麻烦且容易出错。在实际工作中,想要精确测量斜齿轮的螺旋角,通常需要购买精密的专用测量仪器,如万能齿轮测量机、齿向仪、导程仪、工具显微镜等,而在一般的企业中,这些仪器使用率低,不一定会配备。而齿轮加工企业中,最常见的设备有滚齿机、磨齿机,下面即以在实际工作中遇到的实例为例,演示如何利用秦川机床厂YK7380磨齿机实现螺旋角的精确测量。
例2:已知斜齿轮法向模数mn=5,齿数z=65,法向压力角αn=20°,需测量其螺旋角β。
根据公式sinβ=πmnz /pz可知,只要能准确测出斜齿轮的导程pz,就可计算出其螺旋角β,而斜齿圆柱齿轮螺旋面上导程处处相等,这给利用磨齿机准确测量导程提供了极大的方便。在磨齿机上校正斜齿轮的内孔,用杠杆百分表在磨损较小的一侧齿面上打表,记下百分表吃深,轴向座标Z(mm),零件周向角度座标C(º),径向座标X(mm),齿轮旋转一定角度,轴向移动百分表一段距离,径向不移动(或两次打表径向座标一致),旋转齿轮,使百分表在同一轮齿同侧齿面吃深相同,记下轴向座标Z,周向角度座标C,即可计算出其导程pz。下面是某齿轮的实测数据,一共测量了三个齿面:
表4中:pz=Z座标差×360÷C座标差
β=arcsin(π mnz /pz)
所测螺旋角与13º极为接近,可圆整为13º。
与其它测量方法相比,此方法具有如下优点。
(1)不需要复杂的推理计算,用到的公式都是渐开线斜齿轮计算中最常用的公式,理论上易于理解。

表4
(2)操作简单,只需校正内孔或外圆,用一个百分表即可测量。
(3)不需要购买其它专用测量设备,用加工中常用的机床即可测量。除了磨齿机,任何可以同时准确测量齿轮旋转角度、轴向移动距离的机床都可以用此方法准确测量出螺旋角。
(4)当齿面有比较严重的磨损时,只需要取齿两端没有磨损的表面的两个点,即可实现螺旋角的精确测量,中间的严重磨损不影响测量精度,但如果齿面有变形则会影响测量精度。
(5)测量精度高,基本上磨齿机能磨几级精度的齿轮,测量即可达到相应精度。YK7380成形磨齿机磨齿是齿轮的转动和偏摆一定角度的砂轮的轴向移动两种运动的合成,此方法实际上还原了其运动合成,测出了其运动合成关系。在测量的轴向距离上,其齿向误差不会大于0.01,这样的测量精度,完全可以满足大多数情况下单个更换斜齿轮的要求。将百分表换成千分表,还可相应提高测量精度。
(6)由于螺旋面上导程处处相等,不需要在分度圆上测量,只需保证测量时的径向座标一致即可,同样不需要考虑变位系数的影响。
3 结语
以上总结的测量方法,将难以精确测量的角度通过数学推理转化为可以直接精确测量的线性尺寸,在精度上完全可以满足大多数场合下齿轮零件互换性的要求,且所用的量具或设备是大多数齿轮加工企业常见的,为解决渐开线外花键齿形角与斜齿轮螺旋角的精确测量提供了一种简单方便准确快捷的方法。用此方法测绘的零件,经长期实际加工使用检验,完全可以满足零件互换性的要求。当所测量的齿轮螺旋角精度要求更高时,可以用千分表代替百分表,以获得更高的测量精度。
[1]张泰昌.齿轮检测500问[M].北京:中国标准出版社,2007.
猜你喜欢
舰船科学技术(2021年5期)2021-07-03
小学生学习指导(高年级)(2021年3期)2021-04-06
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
装备制造技术(2020年12期)2020-05-22
中国金属通报(2020年23期)2020-03-15
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2015年10期)2015-04-09
