
钢轨焊前平直度研究
2018-04-16 08:35□黎伟
装备机械 2018年1期
□黎 伟
武汉铁路局武汉工务大修段 武汉焊轨基地 武汉 430050
1 研究背景
高铁轨道几何平顺性对高铁线路行车安全至关重要,其中钢轨焊接接头是高铁轨道最薄弱的环节之一,尤其是接头轨顶行车面的平直度,是影响高铁轨道平顺性的关键[1-2]。我国百米轨道的焊接工作均在焊轨基地进行,在焊轨基地将5根百米轨道焊接成500 m长钢轨后,运输到现场进行铺设[3]。为了确保焊接接头外观质量,需要对待焊钢轨进行合理选配,保证轨端外观尺寸最相近的钢轨进行配对焊接。在焊轨基地进行钢轨选配时,主要参考项目有轨头宽、轨底宽、轨高和断面不对称度[4-8]等。针对待焊钢轨轨端的平直度,只规定了平直度的大小和方向,通常缺乏相应的选配标准规范[9]。
2 钢轨焊前平直度测量
根据TB/T 1632.2—2014《钢轨焊接 第2部分:闪光焊接》标准要求,钢轨焊前应检查端部平直度,并对钢轨端部弯曲进行矫直或锯切处理。根据TB/T 3276—2011《高速铁路用钢轨》标准,距轨端0~2 m部位的平直度要求见表1。这一标准规定针对距轨端0~2 m部位的平直度,应使用1 m直尺和2 m直尺配合塞尺进行测量。

表1 高速铁路钢轨轨端平直度要求
焊前检查平直度使用1 m直尺,能得到平直度数据,但难以掌握平直度的趋势和钢轨轨端实际的平顺性[10],不能准确地进行配对选择。部分焊头因焊缝附近平直度不良,需要进行多次冷矫直处理。矫直会导致在焊缝内部产生较大的残余应力,使焊接接头的力学性能降低,且多次矫直容易产生微裂纹[11]。个别焊头因焊缝两侧平直度相差大,难以进行矫直处理,焊接接头需要返工锯切后重焊,这样会使作业效率大为降低。为了能掌握焊前轨端平直度趋势和实际的平顺性,建议使用1 m电子平直尺代替1 m钢直尺测量距轨端0~1 m部位的平直度,根据测量得到的平直度曲线来优化配对待焊钢轨。
为了确保选配结果具有一般性,在焊轨基地生产线使用1 m电子平直尺测量轨端平直度,并根据进轨先后顺序,以及焊轨基地生产流水线南北布局,对钢轨进行配对焊接。百米轨道母材轨端与焊接接头对应关系如图1所示,由5根百米轨道母材焊接成500 m长钢轨,共计有4个焊接接头。焊接接头由北往南依次编号为 WII8-1、WII8-2、WII8-3、WII8-4。编号为WII8-1的焊接接头,由1号母材的南端和2号母材的北端配对焊接而成。

图1 百米轨道母材轨端与焊接接头对应关系
3 钢轨焊接前后平直度对比
3.1 平直度曲线
焊接完成后,在时效处理场对配对形成的焊接接头平直度进行测量。焊接接头WII8-1与对应的配对两轨端轨顶面平直度曲线如图2~图4所示。焊接流水线呈南北方向布置,平直度曲线水平轴的-500 mm处位于钢轨的南端,根据图1所示对应关系,选取图2中0~500 mm段曲线与图3中-500~0 mm段曲线配对组合,并与图4曲线进行对比,如图5所示。图5中母材轨端组合曲线-500~0 mm段数据取自图2中0~500 mm段曲线,0~500 mm段数据选取自图3中-500~0 mm段曲线,上下限为焊接接头成品检验轨顶面平直度合格标准[1,4-5]。
3.2 对比分析
由图5可以看出,除去焊缝部位的平直度曲线部分,焊接接头前后高度相近。焊接接头平直度曲线除了焊缝部位,其余部位均小于0,最低点为-0.27 mm。为了使焊接接头平直度在矫直、精铣后能达到标准[1,5],即在图5中上下限区域内,在四向矫直工位需要对焊接接头进行向上矫直处理,这会产生很大的拉伸塑性变形,导致内部残余应力增大,降低焊接接头的力学性能[11]。
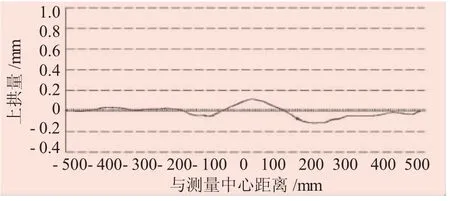
图2 2号母材北端1 m轨顶面平直度曲线

图3 1号母材南端1 m轨顶面平直度曲线

图4 WII8-1焊接接头轨顶面平直度曲线

图5 配对组合平直度曲线
对比分析图2~图5,可以发现配对的母材轨端平直度曲线均为测量中心点高而两端低,这样导致配对焊接后平直度曲线整体低。例如,图2中0~500 mm段0 mm处为最高点,其余部位均较低,配对焊接后导致图4中焊接接头-500~-50 mm段平直度曲线均小于0。母材轨端测量中心点处平直度数据越高,焊接接头平直度曲线就越低,如果在四向矫直工位矫直时变形量过大,可能会造成焊接接头断裂。为了避免出现以上情况,配对母材端部0~1 m轨顶面平直度曲线应该呈现为测量中心点低而两端高,即缓慢下凹的曲线。
4 平直度选配标准与验证
根据上述分析结果,可以将焊前轨端1 m平直度检查选配标准确定为:轨端1 m轨顶面平直度曲线为测量中心低、两端高,整体呈下凹形。
根据选配标准配对的钢轨轨端和对应的焊接接头轨顶面平直度曲线如图6~图8所示。由图6~图8可以看出,WII8-2焊接接头轨顶面平直度均大于0,焊缝中心两侧的平直度曲线基本对称一致。为了使焊接接头平直度达到标准要求,在矫直工位将图8中轨顶面距焊缝中心0~500 mm部位适当下压,再进行精铣。配对钢轨轨端平直度曲线均为下凹形,母材轨端平直度极值为-0.154 mm和-0.122 mm,相差0.032 mm。在配对钢轨轨端轨顶面平直度曲线均呈下凹形的前提下,配对轨端平直度数值不能相差太大,否则会出现焊接接头焊缝中心两侧平直度高低不一致,进而导致四向矫直难以处理的情况。

图6 3号母材北端1 m轨顶面平直度曲线

图7 2号母材南端1 m轨顶面平直度曲线

图8 WII8-2焊接接头轨顶面平直度曲线
5 结论
由于1 m电子直尺只能测量距轨端1 m部位的平直度,因此对距轨端2 m部位的平直度仍需使用2 m直尺测量。为了精准科学地进行钢轨焊前选配,建议研发自动测量装备,使用红外激光探头等方式测量距轨端0~1 m、0~2 m部位的平直度,并形成平直度曲线,便于进一步选配。使用1 m电子直尺测量轨端0~1 m轨顶面平直度曲线,较为合理的平直度曲线为测量中心点低、两端高,整体呈下凹形,最低处谷值应控制在-0.3 mm以内。配对焊接的轨端平直度不宜相差过大,建议相差量控制在0.1 mm以内。轨端侧面工作边的平直度选配标准也可使用类似方法得到。
[1] 高文会.钢轨闪光焊接头平直度控制技术[J].铁道建筑,2010(9):103-107.
[2] 广钟岩,高惠安.铁路无缝线路[M].4版.北京:中国铁道出版社,2005.
[3] 于进学,季文玉.高速铁路轨道平顺性的维修管理[J].铁道建筑,2004(9):63-65.
[4] 牛道安.提高钢轨工厂焊接接头可靠性的研究[J].铁道建筑,2012(7):118-120.
[5] 王振强.钢轨焊接接头平直度曲线分析及控制[J].铁道技术监督,2012,40(9):25-27.
[6] 钢轨焊接第1部分:通用技术条件:TB/T1632.1—2014[S].
[7] 钢轨焊接 第2部分:闪光焊接:TB/T1632.2—2014[S].
[8]黎伟.基于有限元的钢轨厂焊感应加热温度场数值模拟[J].装备机械,2017(1):43-46.
[9] 高速铁路用钢轨:TB/T3276—2011[S].
[10]丁韦,李力,宋宏图,等.钢轨焊接接头平直度测量方法及分析[J].铁道技术监督,2010,38(8):24-27.
[10]周建源,盛艳明.钢轨端部压力矫直工艺参数的计算方法[J].机械制造,2013,51(12):65-67.
猜你喜欢
少先队活动(2022年4期)2022-06-06
航空制造技术(2020年11期)2020-07-01
好日子(2019年4期)2019-05-11
铁道通信信号(2018年11期)2019-01-19
中学生数理化·中考版(2018年10期)2018-12-07
小天使·六年级语数英综合(2017年5期)2017-05-27
中学生数理化·七年级数学人教版(2017年1期)2017-03-25
读写算·小学低年级(2015年8期)2015-08-19
小星星·阅读100分(低年级)(2009年4期)2009-04-29
