
火焰校正在客车骨架上的应用
2018-04-21 01:12韩利,陈忠
客车技术与研究 2018年2期
韩 利, 陈 忠
(安徽安凯汽车股份有限公司, 合肥 230051)
校正工艺是客车骨架生产中的重要工序,需要有丰富的实践经验和灵活实用的操作技巧。目前客车骨架的校正以火焰加热为主,对于存在骨架焊接变形的位置,进行局部火焰校正。对于部分变形较大的部位,仅仅通过火焰校正不能完全使骨架恢复到理想状态,还需要借助锤击或丝杆进行刚性校正。本文主要从工具的正确使用、火焰校正的原理及方法、客车骨架校正工艺等几个方面对火焰校正进行介绍[1-2]。
1 工具的正确使用
1) 焊炬是骨架校正中加热的主要工具,焊炬的火焰分内焰、中焰、外焰。内焰温度很低,混合气体没有充分燃烧,呈淡蓝色;外焰喷射较远,火焰不集中,呈微红色;中焰火焰集中,温度高,白亮刺眼[3]。通过现场实践发现,中焰长度一般在10~15 mm之间,是我们校正加热的理想选择。
2) 6磅大锤和1磅手锤是骨架火焰校正中的辅助工具。6磅大锤用于对骨架中变形量很小的部位进行锤击校正,1磅手锤用于对火焰加热区凸起部位的锤击,使矩形管表面平整光滑。
3) 丝杆和F夹。当前道工序存在较大误差时,在对骨架进行火焰加热校正的同时,采用丝杆或F夹进行刚性固定,得到更加理想的校正目的。
4) 前后围横梁样板、侧围立柱样板、侧窗样板、前后挡样架、发动机安装支架检测样架、2 m及4 m标尺、角尺、卷尺等校正检测工具在使用时一定要轻拿轻放,防止野蛮操作。由于各种样板、样架、直尺、角尺使用频繁,必须定期送指定部门同母板进行校对和检测。
2 火焰校正的原理及方法
火焰校正是目前骨架校正的主要手段。通过对金属材料局部加热,使其与周边材料形成较大的温度差, 使加热区域产生塑性变形,冷却后金属材料收缩,使矩形管变形,达到校正目的。影响校正量的因素有材料加热面积和加热温度,材料加热面积越大,温度越高,校正变形量越大,校正效果越好;但是温度不能过高,一般加热温度在800 ℃以内,相当于加热到鲜红色,以免影响材料的机械性能。表1是钢材加热温度与颜色的对照表[4]。

表1 钢材加热温度与颜色对照表
常用的加热法有点状加热法、线状加热法和三角形加热法3种。
1) 点状加热法。对金属材料进行圆点状加热,适用于变形小的单根矩形管或局部变形。如侧围纵梁发生向下弯曲,要校正纵梁的直线度,用大号焊炬对矩形管进行点状加热,加热的位置及方向如图1所示,先进行两端校正再进行中间校正,加热点的多少及大小要根据矩形管弯曲变形的程度而定,变形量大,加热点多且圆点大;反之,则加热点少且圆点小。具体情况要通过实践操作酌情处理。
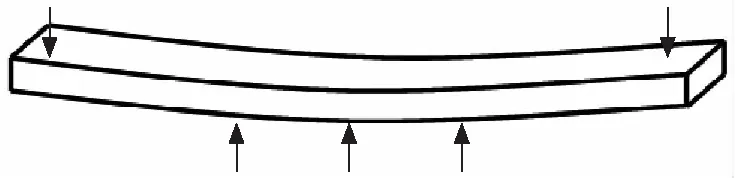
图1 点状加热位置示意图
2) 线状加热法。对矩形管的单边进行线条状加热,线状加热的宽度取决于工件变形量的大小,变形量越大,线状加热的宽度越大,但加热宽度最多不得大于矩形管规格的1/2。线状加热法适用于矩形管弯曲、骨架局部扭曲、局部倾斜等,校正效果介于点状加热法和三角形加热法之间。
3) 三角形加热法。受焊接顺序或其他因素的影响,骨架总成出现倾斜现象,在箭头所指方向进行点状加热或线状加热无法得到预想效果时,则采用三角形法加热。对矩形管正面和背面加热成三角形,箭头所指侧面局部整体加热。使加热区域的形状成三角形,适用于校正车身骨架局部倾斜或部件总成扭曲且变形量较大。如图2所示。
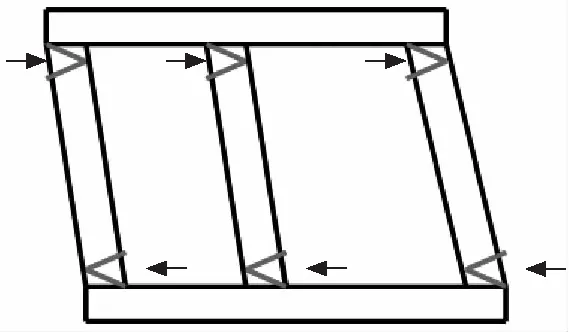
图2 三角形加热示意图
4) 特殊加热法。在骨架的实际校正中,由于前道工序制作过程中存在局部尺寸误差,往往需要对矩形管的四周同时加热进行收缩或拉伸。如图3所示的矩形结构件出现上部尺寸偏小下部尺寸偏大,在虚线区域内对矩形管四周进行加热并按箭头所指方向辅助锤击,使其上部拉伸下部收缩,需要拉伸的部位加热宽度越窄越好,尽量减少冷却后的收缩量,一般在15 mm左右,需收缩部位加热区域适当加宽,一般不大于60 mm。

图3 矩形管加热示意图
3 客车骨架的校正及处理
通常1台整车骨架是由4人同时进行校正,左、右侧围、前、后围各1人。车身骨架是由很多部件总成和矩形管通过组焊接而成的,相互制约,其结构复杂。因此,校正前要分析部件变形的原因,选择正确的校正部位及顺序,确定校正方法,先解决主要问题再解决次要问题,才能达到理想的校正目的[5]。
3.1 前围校正
1) 用2 m直尺检查驾驶门、乘客门前后立柱直线度,用侧弧样板检查前围左右立柱的侧弧,用卷尺测量驾驶门、乘客门宽度、高度及前围的宽度尺寸。
2) 根据实际检测结果选择第2部分中的校正方法对前围左右立柱直线度和侧面弧度进行火焰加热校正,同时保证前围宽度尺寸和乘客门、驾驶门的相关尺寸,校正立柱侧弧时要注意同侧围操作工协调一致,保证立柱侧弧同侧围弧度在同一弧面内,防止前围整体倾斜。
3) 用弧度样板检查前挡下部横梁弧度并用点状加热法对其加热校正,用2 m直尺检查前保险杠上直线度并用点状加热法辅加锤击校正法对其进行校正。
4) 用前挡样架检查前围上部框架与前挡样架周边是否吻合,测量前挡框架对角线尺寸是否一致,用点状加热法对其加热校正,如果对角线误差较大,可用丝杆进行刚性校正。
3.2 后围的校正
1) 用后舱上横梁弧度样板检查上横梁及后围腰梁弧度并用点状加热对其校正。
2) 用2 m直尺检查后舱左右立柱的直线度并对其进行点状加热校正。
3) 用卷尺测量后舱框架对角线,检查后围左右立柱与侧围是否在同一弧面内,防止后围整体倾斜。
4) 用发动机样架检查发动机前托架平面度和后支架同心度,用点状或线状对其加热校正。
5) 用后挡玻璃样架检测后挡玻璃框架与样架是否吻合,测量后挡玻璃框架对角线,用合适的火焰校正方法对其校正。如果对角线误差较大,可用丝杆进行刚性校正。
3.3 左右侧围的校正
1) 用焊炬对侧围中部斜撑加热校正,一般每根斜撑加热两点,以消除座椅角铁焊接产生的变形。
2) 检查前门后立柱直线度及弧度,检查后围左右立柱弧度,并测量其宽度。根据检测结果对其点状加热,校正前门后立柱的直线度、侧面弧度并注意同前后围操作工的协调,保证前后围左右立柱侧弧与侧围立柱的侧弧在同一弧面内。
3) 用4 m直尺检测侧围上下腰梁直线度并对其点状加热校正,变形量很小时可用6磅大锤直接进行刚性校正。加热校正时要注意外侧加热点的位置,上腰梁加热点偏下,下腰梁加热点偏上,用手锤及时将加热点凸起部分敲击平整,锤击校正时锤击点要在矩形管的上边缘或下边缘,不得有明显的敲击凹坑,如图4所示。

图4 矩形管加热位置示意图
4) 用行李舱立柱样板逐一检查舱立柱弧度并用点状加热和锤击校正,使其与样板吻合。用角尺逐一检查各行李舱立柱与侧围腰梁的垂直度、行李舱立柱的直线度并测量各行李舱尺寸。如果舱立柱出现整体前倾或后倾,可对底架底层横梁进行三角形或线状加热进行校正,如果局部倾斜,可对立柱上部进行线状加热并锤击进行校正。
5) 用侧窗样板逐一检查各侧窗,看样板能否轻松放入,如出现如图5所示的整体倾斜,则按图5中箭头所指方向进行一点或多点加热,如倾斜方向相反,则加热位置也随之改变;如出现如图6所示的局部倾斜,则对窗立柱上部或下部进行线状加热,并按图6中箭头所指方向进行锤击校正。

图5 整体倾斜校正示意图
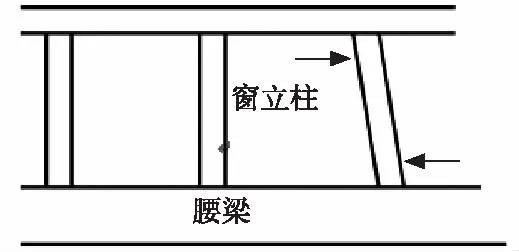
图6 局部倾斜校正示意图
6) 检查中门前后立柱的弧度和测量中门宽度、中门框对角线,根据检测情况进行加热校正。
3.4 抛光处理
由于加热部位的表层会产生氧化层,影响后道工序油漆的附着[6],因此,必须对氧化层进行清理。用直径150 mm专用砂纸片及塑料托盘安装在角向砂轮机上,对所有加热点逐一进行抛光,彻底清除氧化层。
4 结束语
对于批量生产的车型,在客车骨架制作过程中,火焰校正是目前行之有效的骨架校正工艺,使用正确的工具,准确应用火焰校正的方法进行作业,能提高产品的制作精度,提高产品质量。
参考文献:
[1] 王春燕,王婷婷,韩英淳.激光拼焊板冲压成型性能研究[J].锻压技术,2008,33(4):27-31.
[2] 刘言言,尹慧华,刘卫华,等.客车车身骨架五大片结构及制作工艺[J].机械工程师,2009,41(6):145-147.
[3] 林杰.炉口火焰图像判断炼钢终点的研究[D].南京:南京理工大学,2007.
[4] 刘宗昌,安治国,任慧平.含铜高纯低碳钢及其沉淀强化[J].热处理技术与装备,2005,26(4):11-16.
[5] 姚成,朱铭.全承载式客车车身结构设计[J].客车技术与研究,2008,30(2):13-16.
[6] 吴祝民.热轧带钢氧化皮的成因及对策[J].轧钢,2007,24(3):56-58.
猜你喜欢
中华实用诊断与治疗杂志(2022年1期)2022-08-31
建材发展导向(2022年14期)2022-08-19
矿山机械(2022年5期)2022-05-19
建筑与装饰(2020年17期)2020-10-20
戏剧之家(2019年23期)2019-08-21
记者观察(2019年1期)2019-04-04
考试周刊(2018年58期)2018-06-28
诗潮(2017年2期)2017-03-16
中学生数理化·高一版(2016年4期)2016-11-19
作文周刊·小学一年级版(2016年5期)2016-08-11
