
环形气囊抛光K9光学玻璃的工艺实验研究
2018-05-04 08:40王广林王新海
机械设计与制造工程 2018年4期
王广林,王新海,马 瑾
(陕西国防工业职业技术学院,陕西 西安 710300)
K9光学玻璃属于常见的光学材料,具有价格低廉、微加工性能良好等优点,因而被广泛应用于光学系统。光学元件表面质量的优劣直接影响着光学系统的精度,加之高新产业对高精度K9光学玻璃需求巨大,因此高精度抛光技术已成为行业研究的热点。随着对光学元件表面质量要求不断提高,光学元件表面应具有较高的面形精度和较低的表面粗糙度值[1-2]。目前,K9光学玻璃元件的抛光方法有很多种,主要包括古典法抛光、离子束抛光、磁流变抛光、化学机械抛光、气囊抛光等。其中,气囊抛光技术是20世纪90年代伦敦光学实验室提出的一种新抛光方法,具有抛光头与工件的吻合性好、抛光接触区内材料去除均匀、工艺工程可控性好、适用于高效抛光和高精度抛光等优点[3]。
抛光头的结构形式是影响气囊抛光质量的关键点之一。目前,抛光头多采用抛光轮式和球冠式,这两种抛光头具有易于抛光复杂工件表面、易于实现数控抛光等优点,但此类抛光头与光学元件抛光接触区域小,从而限制了光学元件的加工效率。基于以上不足,诞生了环形气囊抛光技术,该技术[4-5]增大了抛光头与工件的接触面积,提高了光学元件的抛光效率。环形气囊抛光技术的各工艺参数对抛光结果有着重要影响。目前,环形气囊抛光技术的相关文章以介绍环形气囊抛光头的结构和抛光原理居多,关于工艺参数方面的相关实验研究较少[4]。本文以K9光学玻璃为载体,研究了气囊压强和初始基底粗糙度对环形气囊抛光光学元件表面质量的影响规律,对环形气囊抛光技术的广泛应用研究有着重要意义。
1 抛光原理与实验平台
环形气囊抛光技术的核心是利用一个充气的环形气囊对工件进行抛光,气囊的外表面附着一层抛光膜,用于吸附抛光磨粒,抛光时,充有一定气体的环形气囊抛光头与光学元件表面完全贴合,并对光学元件表面产生一定的压力,在气囊与光学元件的相对运动下,利用抛光粉实现对光学元件的抛光。环形气囊抛光头的结构如图 1所示。
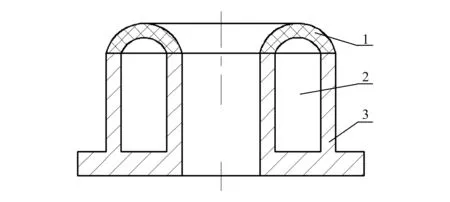
1—抛光膜;2—气室;3—基体 图1 环形气囊抛光头结构示意图
环形气囊抛光实验平台是利用范成法[6]原理,通过改变工件轴线与环形气囊抛光头的轴线夹角,实现凸球面、凹球面和平面类光学元件的表面抛光,其抛光原理示意图如图2所示。
环形气囊抛光头安装在机床主轴上,旋转动力由主轴电机提供,并由伺服主轴驱动器来调节速度大小。工件安装在工作台上,通过电控装置控制工件轴线与磨头轴线之间的夹角,伺服主轴驱动器调整工件的旋转速度和工件的位置。此外,环形气囊抛光实验平台还包含抛光液加压装置、回收盒以及气囊压强调整装置,抛光液经过加压装置输送到主轴孔,随后通过环形气囊抛光磨头中间的圆孔注入到工件与抛光磨头的表面,最后经过抛光液回收盒流入抛光液加压装置。气囊压强调整装置主要由空气压缩机等组成。

1—环形气囊抛光头;2—光学元件 图2 抛光原理示意图
2 抛光实验分析
实验材料为直径36mm的K9玻璃,工件转速200r /min,抛光头速度360r /min,间隙-1cm,一定浓度的氧化铈抛光液通过循环系统不断加入到气囊抛光头和工件之间。在工件抛光一定时间后,利用Taylor Hobson非接触式轮廓仪对抛光的工件表面进行检测,以检测工件抛光后表面质量的变化情况。
2.1 气囊压强的影响
在环形气囊抛光过程中,当光学元件和柔性气囊抛光头之间的间隙一定时,如果气囊内的压强过小,则提供给抛光膜的剪切力不足,无法实现对光学元件表面材料的去除,即不能实现对光学元件表面的抛光;如果气囊内的压强过大,则提供给气囊表面抛光膜的剪切力随之增大,此时光学元件表面的机械去除作用增强,容易产生划痕,且不利于抛光液进入光学元件与气囊抛光布的接触面,最终影响加工零件的表面质量。因此,气囊压强是影响环形气囊抛光质量的一个重要因素。
根据实验设计条件,当工件的表面粗糙度值由初始的0.401 2μm降低到0.010 0μm时,研究在3.0kPa、4.5kPa和6.0kPa 3种不同气囊压强下抛光时间和工件表面粗糙度之间的关系,其结果如图3所示。由图可以看出,环形气囊抛光过程中气囊压强对抛光效率的影响较大。在环形气囊抛光膜不失效的情况下,随着气囊压强的增大,工件表面的材料去除率增加,被加工表面的凹凸层和裂纹层深度快速减小,工件的表面粗糙度值也随之减小。当采用压强6.0kPa进行抛光时,抛光时间最短。
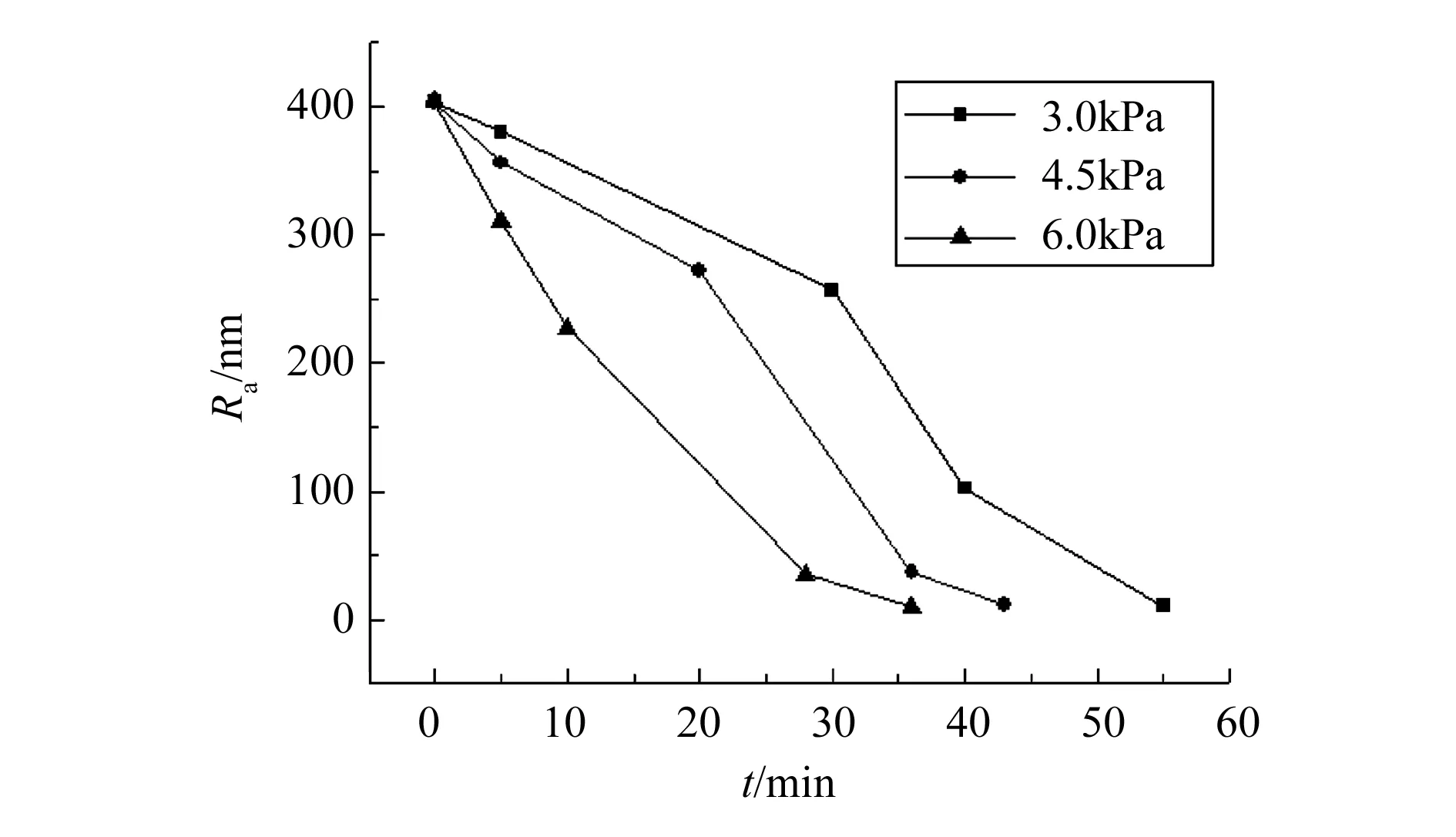
图3 不同压强下的抛光速率曲线
2.2 不同粗糙度初始基底对表面质量的影响
光学元件抛光前的表面粗糙度对元件最终的抛光质量有着重要影响。根据实验设计条件,选择3种表面粗糙度值不同的试样进行抛光实验,分别是1 350nm、830nm和410nm,利用压强为6.0kPa的环形气囊抛光3种试样,其结果如图4所示。
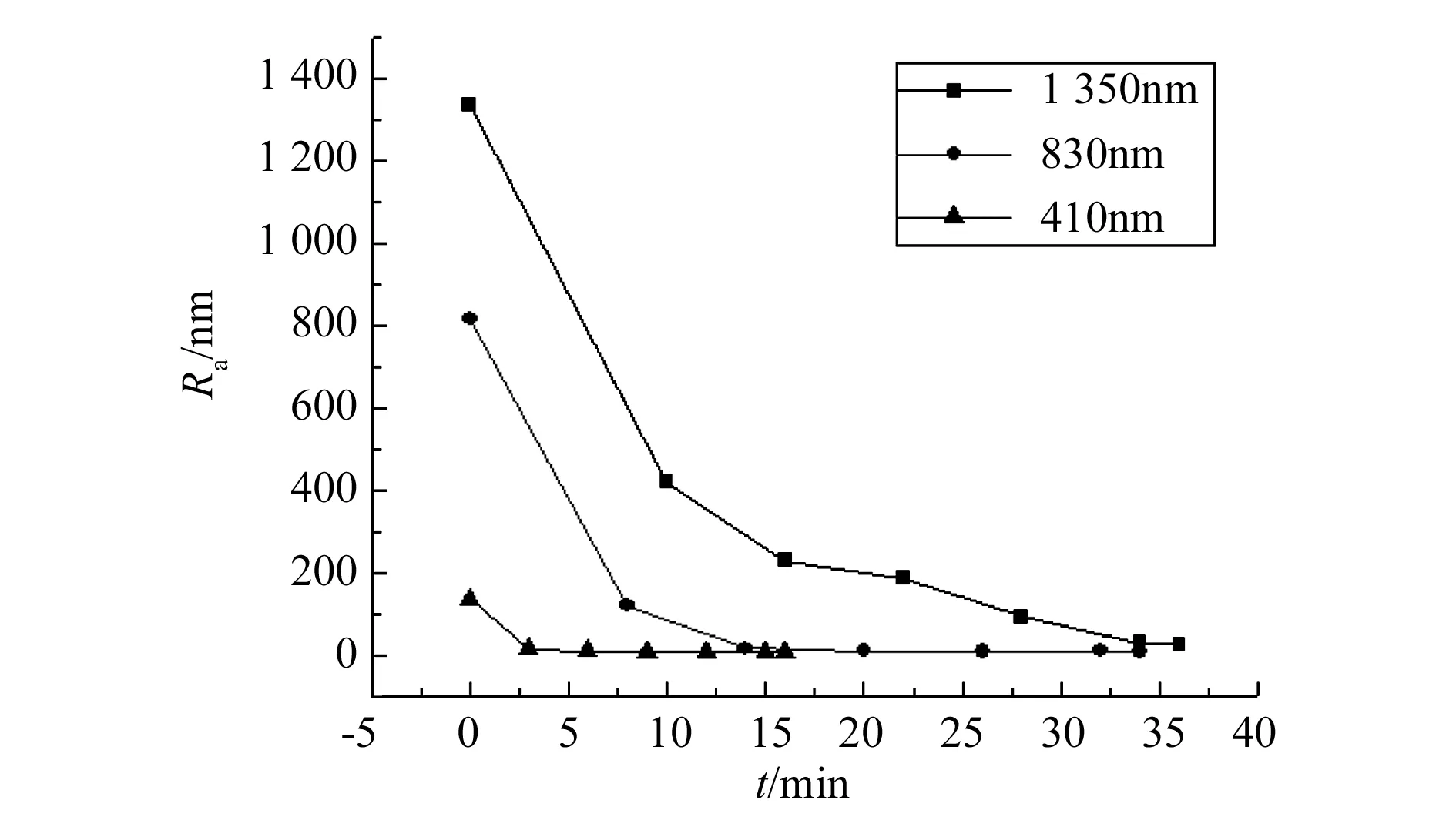
图4 不同基底抛光效果曲线
由图4可知,当初始基底的表面粗糙度值为410nm时,光学元件的最终抛光表面粗糙度值也是最小的,且抛光效率最高。当初始基底是表面粗糙度为1 350nm,表面质量不高,抛光效率也很低。初始基底表面粗糙度为830nm的光学元件正好处于两者之间。从实验的结果可知,初始基底对抛光的影响很大,这是因为初始基底的表面粗糙度不同,基底上产生的裂纹层和凹凸层的深度和形态都不同,从而影响抛光的结果。
2.3 组合抛光实验
根据图3和图4的抛光效率收敛趋势可知,随着气囊压强的增大,光学元件表面的抛光效率得到了提高;随着时间的推移,光学元件的表面粗糙度会达到一定数值并趋于稳定状态。在光学元件的整个抛光过程中,光学元件的表面粗糙度收敛过程可划分为两个阶段,分别是粗抛光和精抛光。
在粗抛光阶段,抛光的主要作用是完成光学元件表面材料的快速去除,此阶段选择气囊压强值的目的是提高抛光效率,即在最佳的气囊压强值下,使光学元件表面粗糙度降低得最快,虽然高的抛光效率会对表面产生相对大的损伤层,但损伤层会在第二个阶段被去除掉。在精抛光阶段,选择气囊压强值的目的不仅要保证抛光效率,而且要考虑能够较好地去除粗阶段所留下的损伤层。
基于大量工艺实验数据分析,根据在不同阶段表面粗糙度的变化以及每个阶段中不同压强值的特点,综合考虑粗、精抛光阶段光学元件的表面质量和抛光效率,提出一种全新的确定最佳工艺参数思路:分阶段选定工艺参数值,即在两个阶段各自选择一个最佳值,然后在抛光过程中,根据抛光所处的阶段,依次变换最佳参数值,用组合参数完成最后的抛光。通过实验最终确定粗抛光阶段的压强强度值为6.0kPa,精抛光阶段的压强强度值为3.0kPa。图5为经过分阶段抛光后,Ra值在3.690 6nm时沿工件的一个横截面测得的表面起伏情况图。
3 结束语
本文基于K9光学玻璃的环形气囊抛光实验,介绍了环形气囊抛光平台及其原理,研究了气囊压强、不同粗糙度初始基底等因素对抛光K9光学玻璃质量的影响规律,提出分阶段进行选定最佳工艺参数的新思路,并进行了实验研究。实验结果表明:分阶段进行环形气囊抛光具有较高的抛光效率,但受实验条件和时间的限制,对于一些工艺性问题还需进一步深入研究。
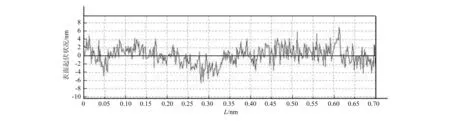
图5 Ra值为3.690 6nm工件横截面的表面起伏情况图
参考文献:
[1] 申立军.抛光液分散性对K9光学玻璃表面粗糙度影响研究[D].成都:中国科学院大学,2015.
[2] 李圣怡,戴一帆,彭小强,等.大中型光学非球面镜制造与测量新技术[M] .北京:国防工业出版社,2011.
[3] 李锁柱.固结磨料研磨抛光K9光学玻璃研究[D].南京:南京航空航天大学,2011.
[4] 王新海,张永军,马瑾.环形气囊抛光技术的研究[J].机械设计与制造工程,2016,45(12):67-69.
[5] 高波,谢大纲,姚英学,等.气囊式工具抛光新技术[J].光学技术,2004(3):333-336.
[6] 高必烈.用改进和拓展后的范成法铣磨凸凹非球面的原理和精度分析[J].激光与光电子学进展,2009(12):23-26.
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
北京航空航天大学学报(2022年5期)2022-06-06
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2019年7期)2019-07-22
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02
中国汽车界(2016年1期)2016-07-18
中国塑料(2016年8期)2016-06-27
