基于PLC的三烧嘴熔化炉自动控制系统设计
2018-05-14 16:31杨一曼
宁波职业技术学院学报 2018年2期
关键词:温度控制
杨一曼
摘 要: 针对工业上相同吨位的燃煤熔化炉和电熔化炉硬件资源浪费、能源浪费、成本升高和不环保等特点,采用对燃气熔化炉进行自动控制。控制系统中的三烧嘴熔化炉即是三个带喷火燃烧装置的熔化炉,其中,两个烧嘴的作用是将铝料熔化,一个烧嘴将熔化的铝液进行保温。以PLC为核心,对系统硬件、软件关键技术和MCGS组态软件进行设计;温度控制采用PLC程序设计实现;MCGS组态软件实现人机交互、监控和参数设定作用,系统能够达到控制要求,实现对三烧嘴熔化炉的自动控制。该设计在实际生产线中运行稳定,操作方便,有效地提高系统自动控制水平。
关键词: PLC; 烧嘴; 温度控制; MCGS组态软件
中图分类号: TP 273 文献标志码: A 文章编号: 1671-2153(2018)02-0081-04
0 引 言
在当前国家提倡节约能源,绿色环保情况下,改进工厂工艺设备,提供能源效率,降低企业成本尤为重要[1]。燃气熔化炉能够实现自动化控制并且能够达到安全生产的目的,同时燃气燃烧充分,烟气排放易达到燃气设备所要求的国家标准,可减轻对环境的污染,热辐射能力强,释放的热效率高。本文以PLC为核心对三烧嘴熔化炉自动控制系统进行总体结构设计、PLC软件设计及MCGS组态设计;触摸屏作为人机操作界面,能够真实的模拟现场环境并进行实时监控,通过组态调用曲线模块,使温度按预先设定的曲线执行,达到控制温度的目的,使铝液温度在误差范围内,实现三烧嘴熔化炉的自动控制[2]。
1 控制系统整体设计方案
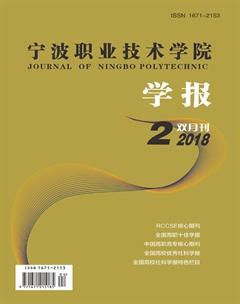
基于PLC的三烧嘴熔化炉自动控制系统以三菱可编程控制器PLC为控制核心,由MCGS嵌入式[3]一体化工控机通过编程电缆实现同PLC的通信、三个燃烧装置。该装置由烧嘴、比例蝶阀、温度传感器热电偶、模拟量检测模块、光电检测铝料、铝液满检测探针、火焰检测模块、限位开关、按钮和电动机等组成,系统硬件组成如图1所示;控制系统运行流程如图2所示。图1中,按下启动按钮,鼓风机电机和上料小车电机开始运行,鼓风机进行炉膛预扫,小车开始运送铝料,熔化铝料的烧嘴1、烧嘴2开始工作,保温烧嘴3开始工作,通过光电检测铝料装置判断铝料熔化程度自动关闭和启动熔化烧嘴,当铝液达到上限时铝液满检测探针导通,停止熔化铝料,温度传感器检测温度,经过模拟量检测模块转换成数据量存入PLC中,经过PLC程序运算后,经过D/A转换模块将数字量转换为模拟信号控制比例蝶阀的开关,从而控制熔化炉里铝液的温度达到设定值,实现三烧嘴熔化炉的自动控制。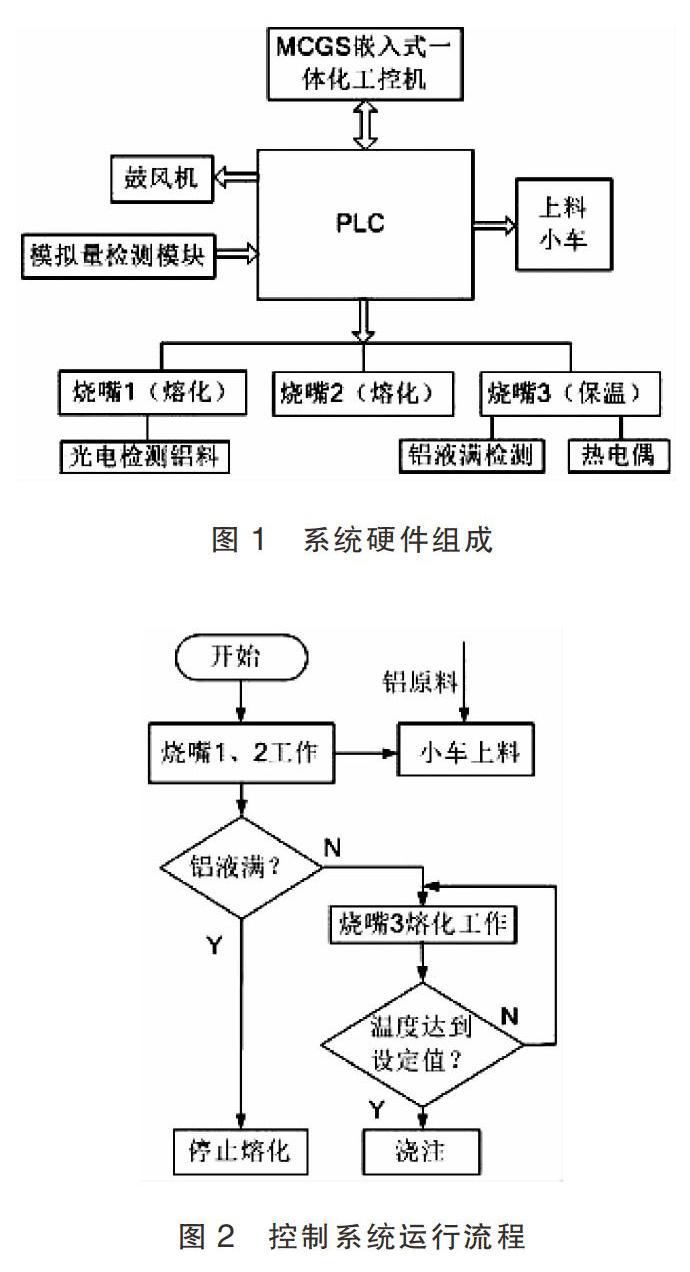
1.1 系统主要功能
(1) 实现手动操作和自动操作的切換;
(2) 实现小车自动运送铝料一键式操作;
(3) 通过触摸屏设置铝液期望温度及相关参数,良好的人机交互界面,能够查看计划温度曲线、实时温度曲线,实现保密功能;
(4) PLC自动检测铝液温度,并根据给定的期望温度,通过PLC程序设计,最后实现铝液温度精确控制,误差范围2 ℃;
(5) 实现节假日期间及生产间歇后的曲线升温,节假日在MCGS里预设好曲线,升温就按设定好的曲线变化。
(6) 具有铝原料料满检测、铝液液位检测;
(7) 具有铝原料预热系统,可利用余热将铝原料加热到至少200 ℃,节约能源,除尘的同时会带走一部分热量,利用这部分热量对铝料进行预热。除尘风机通过管道与排烟罩相连,排烟罩与上料塔相连,上料塔内装有铝原料,可以实现预热的功能,节约能源。
1.2 控制系统硬件组成
1.2.1 烧嘴的控制原理
烧嘴是燃烧设备的核心部件,关系到燃料的点火及火焰的稳定性,影响熔化炉的安全运行、稳定性和节能环保等方面,三个烧嘴的控制原理相同如图3所示。图3中,按下启动按钮,熔化的烧嘴1、烧嘴2开始工作,PLC向端子“5”送高电平,点火变压器由低压转换到高压,电流要求低并且是小间隙产生放电火花,起到点火的目的;之后同时向端子“1”和“4”送高电平,空气阀小档及燃气阀小档打开,烧嘴开始燃烧;之后停止点火变压器,为快速熔化根据铝料的多少PLC向端子“3”送高电平启动燃气阀大档阀门。熔化烧嘴3控制原理与其相似。烧嘴的保护措施:当烧嘴停止燃烧时自动退出炉膛其温度较高,高温会使点火电极及火焰检测探头烤坏,为了避免这些,在烧嘴停止工作时,鼓风机电机不停止工作,让其吹出的冷风冷却点火电极及检测探头。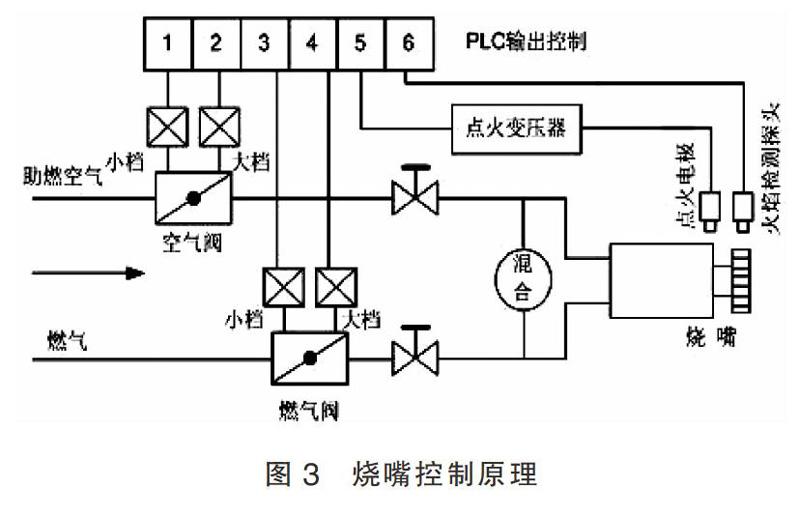
火焰采用在烧嘴内空气与燃气预先设定的比例混合获取,能够使燃气燃烧充分,火焰平稳,不回火或者脱火[4]。在调整过程中通过流量和压力表的变化作为依据,刚性好的火焰打到快熔化的金属上很快熔化,所以系统火焰采用细长火焰,刚性强,稳定性较好。
火焰检测模块ZKM5(A)检测是根据紫外线检测原理,模块具有较强的抗干扰性能,不受人工光源和自然光源的影响,灵敏度高,能检测到火焰中特定波长的紫外线是否存在,适合于以燃气为主要燃料的三烧嘴熔化炉自动控制系统中的火焰检测。火焰检测模块将火焰中的紫外光信号转成电信号,经过内部结构转换后显示火焰状态,同时给外部设备提供与继电器作用相似的触点来实现联动控制。火焰检测模块安装位置需要根据火焰情况,能够可靠检测火焰,同时应该尽可能的远离高温区炉膛的位置安装,用目测的方法调整传感器光窗的角度,使其有效地观测到火焰情况,同时注意火焰检测探头位置不要超过烧嘴。
1.2.2 铝料满检测
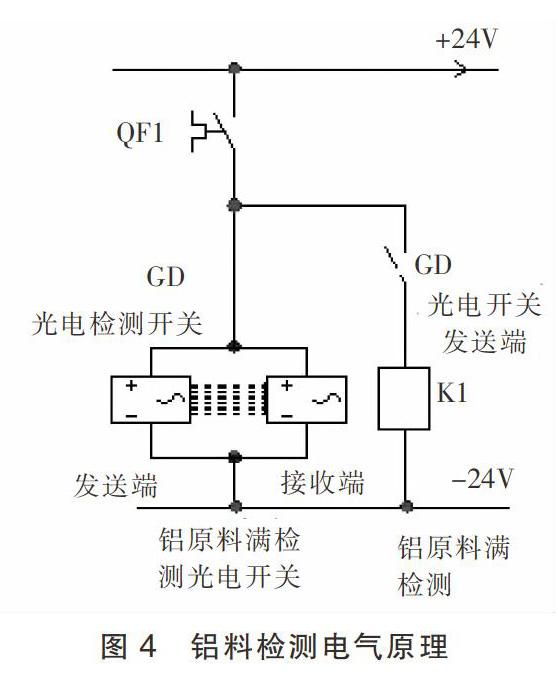
铝料检测电气原理如图4所示。由图4可以看出,基于PLC的三烧嘴熔化炉自动控制系统采用光电检测开关检测铝原料是否装满。光电开关检测铝料是否装满的原理是利用铝料对光束的遮挡或反射,由发射端、接受端和检测电路组成,发射器的作用是将输入的电流转换成光信号发射出,接收器的作用是根据接收到的光线强弱或者有无对铝料进行检测,从而检测铝料是否装满。
1.2.3 铝液满检测
铝液满检测电气原理如图5所示。由图5可以看出,熔化炉装有铝液是有限制的,不能无限的熔化铝料,所以必须有检测铝液是否满的装置。当铝液满时两个检测探针通过铝液导通形成回路,K1继电器得电,K1常开触点闭合,铝液满指示灯亮,熔化烧嘴1和熔化烧嘴2停止熔化铝。
1.2.4 热电偶与模拟量检测模块的PLC接线
热电偶与模拟量检测模块的PLC接线如图6所示。由图6可以看出,当铝液温度变化时,K型热电偶(WR-130)产生热电动势,通过模拟量检测模块(FX2N-4AD-TC)转换成数字量存入模块中,PLC可以从中读取数值。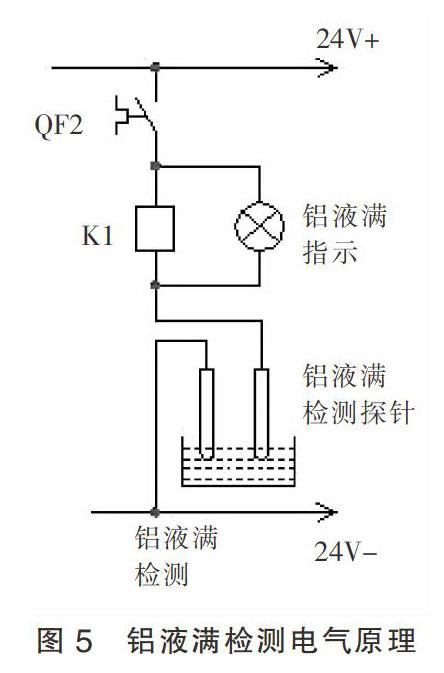
2 控制系统的软件设计
2.1 PLC软件设计
根据I/O口的点数选择PLC型号,选择PLC型号时要考虑为以后设备扩展功能预留I/O点数,还应该考虑到如果早期设计有问题也可以方便弥补,所以一般PLC型号选择时I/O口点数会预留10%备用点。根据三烧嘴熔化炉自动控制系统控制要求不同,由PLC实现各种信号传送、控制和各种运算,并实现与MCGS嵌入式一体化工控机的通信并传送各种显示所需参数。
模拟量的数据采集、比较运算是程序设计的关键,也是控制温度的主要算法。三菱可编程控制器PLC控制器中FROM指令的作用是从特殊模块FX2N-4AD-TC中把模拟量转换为数字量之后的数据读出存到可编程控制器PLC控制器中,TO指令是把可编程控制器PLC中的数据存入特殊模块中,数据采集、比较运算程序示意图如图7所示,此梯形图程序能够实现数据采集并且采样输出,实际温度值与设定的温度值进行比较,根据比较的结果控制PLC输出,实现对铝液温度的控制,此程序设计方法的优点是省去了复杂的PID编程,同样能够实现系统对温度的控制,符合误差范围2 ℃的要求。
2.2 MCGS组态软件设计
MCGS组态软件设计包括主控窗口、用户窗口界面、实时数据、设备窗口设置及运行策略设计[5],这五部分实现了变量定义、画面的设计、属性设置及动画连接、通信参数设置与地址关联[6]、报警处理、保密处理、保温升温曲线、熔化升温曲线的实时曲线及预设的期望曲线。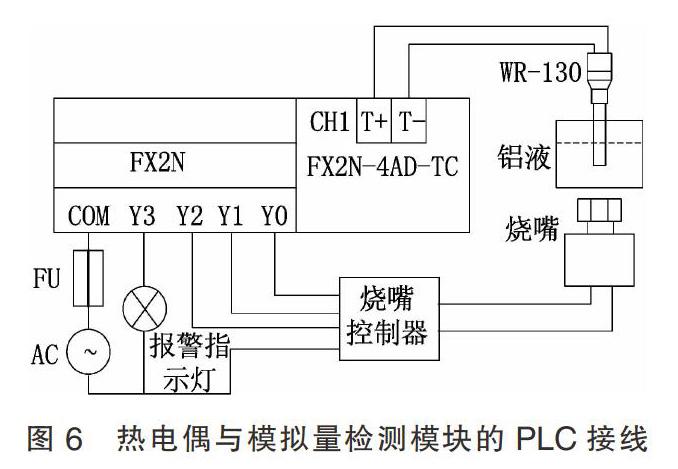
为了避免温度快速升温对设备的损坏,破坏系统的稳定性,在组态里组态出期望的铝料熔化升温曲线和铝液保温升温的温度曲线。温度曲线应采用折线形式最后到达期望温度值是水平直线。在运行环境中,根据实际温度曲线,调整期望温度曲线,最后确定组态的期望温度曲线。
3 系统调试
通过钮子开关和按钮来模拟输入信号调试,输出信号状态用发光二极管的状态来表示,来模拟调试PLC程序,之后对MCGS仿真界面进行调试;调试好后进行控制现场联机调试,在自动方式下,观察显示的温度曲线是否达到系统对温度的控制要求,根据温度曲线修改程序或参数,反复调试,直到PLC程序与MCGS组态人机交互界面都达到系统要求为止。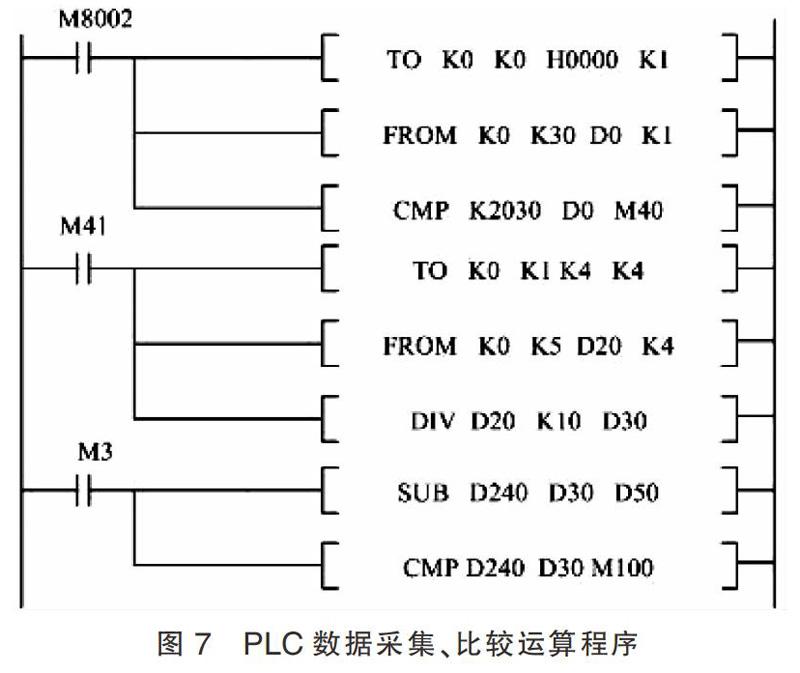
4 结束语
基于PLC的三烧嘴熔化炉自动控制系统设计,实现了三烧嘴熔化炉的自动控制,提高了自动化水平,实现了系统的主要功能,具有良好的人机交互界面,使操作更加方便,在实际应用中,铝液温度达到了控制精度要求,运行稳定。
参考文献:
[1] 戴慧敏. 工业燃煤锅炉智能控制系统的研究與实现[D]. 昆明理工大学,2010.
[2] 魏玉斌,虎恩典. 基于PLC的烧结炉监控系统的设计与实现[J]. 计算机测量与控制,2016,24(12):71-74,80.
[3] 王洪稷,罗小林,宋鹏,等. 玉米自动考种流水线控制系统设计——基于MCGS嵌入式组态软件[J]. 农机化研究,2017,39(02):196-199,252.
[4] 冯明杰,李德立,王恩刚. 火焰长度可调式燃烧器的数值模拟[J]. 东北大学学报(自然科学版),2014,35(9):1279-1283.
[5] 程力. 基于MCGS与PLC桥式起重机起升机构监控系统研究[D]. 昆明理工大学,2016.
[6] 梁海峰. MCGS组态软件在粗纱机控制中的应用[J]. 毛纺科技,2017,45(2):60-63.
猜你喜欢
电子乐园·上旬刊(2021年7期)2021-07-19
小学阅读指南·低年级版(2020年10期)2020-10-12
建筑建材装饰(2016年13期)2017-01-04
建筑建材装饰(2016年9期)2016-12-29
科技视界(2016年15期)2016-06-30