浅谈新型医用输液泵半挤压装置
2018-05-26 09:54薛秀英
山东工业技术 2018年9期
关键词:发展
摘 要:静脉输液是临床中最常用、最基本、最广泛的护理操作。传统的输液采用重力输液,随着医疗技术的发展、药物品类的增加和临床的需要,对输液精度的要求越来越高。输液泵是一种能够准确控制输液流速,保证药物能够速度均匀、准确地进入病人体内的一种仪器。输液泵由挤压装置、驱动控制装置、监测装置、显示输入输出装置等组成,在管路一定的情况下,它通过控制对输液管路循环挤压的速度达到控制输液速度的目的。挤压装置是输液泵的核心执行部件。本论文根据我国输液泵的发展情况及遇到的问题,在总结经验和认真分析的基础上,对新型半挤压装置的研发和使用做了改进,利用新的半挤压装置可以有效提高输液精度。
关键词:输液泵;输液流速;新型半挤压装置;输液精度;发展
DOI:10.16640/j.cnki.37-1222/t.2018.09.001
0 绪论
随着人们生活的提高,对健康的重视,医院的医疗水平、设备的档次越来越受到人们的挑剔。早在半个世纪前,国外就开发与使用输液泵类的医疗器械,后来我国才有了自己的输液泵。输液泵能够准确控制输液流速,保证药物能够速度均匀、准确地进入病人体内。最早的挤压装置是全挤压方式的,随着对输液精度要求的提高,我们通过改进挤压方式来提高输液精度。
本文主要讲述了挤压装置的类型及对比,半挤压装置的组成及工作原理,半挤压装置的输液量计算及结构设计等。
1 挤压装置类型及对比
输液泵常采用的挤压方式有:指状蠕动方式、半挤压方式。
指状蠕动方式又称为全挤压方式,挤压示意如图1左图所示,由多个相同挤压片逐次挤压输液管路,每个挤压片都会经过一个由预压管路到将管路完全压扁的过程,使管中的液体被挤出。
半挤压方式挤压示意如图1右图所示,从外观上看,此种挤压方式是在全挤压方式的基础上进行了改进,其中有2个完全挤压片,两个挤压片总有1个将输液管路压扁,其他挤压片只是将管路挤压一部分,这大大的降低了对输液管的破坏性,保证了输液的精度。
2 半挤压装置的组成及工作原理
2.1 半挤压装置的组成
半挤压装置是由凸轮轴、凸轮片、挤压片、完全挤压片、外壳、传动机构、电机、减震装置等组成,如图2内部结构图所示。
2.2 半挤压装置的工作原理
半挤压装置是由电机驱动,经过传动机构减速,带动凸轮轴旋转,电机每转一个角度,就有一定量的液体输出。半挤压装置上有2个完全挤压片、3个挤压片,完全挤压片是截止和流通液体,挤压片是挤出液体。进液时,第1个完全挤压片打开,前2个挤压片从半挤压状态打开,液体进入管路,第2个完全挤压片关闭,第3个挤压片挤出液体。当管路里面进满液体后,第1个完全挤压片关闭,第2个完全挤压片打开,3个挤压片交替挤出液体。以此工作状态循环挤出液体。
3 半挤压装置输液量的设计计算
3.1 设计要求
推算半挤压装置凸轮轴每转一圈的输出量。
3.2 设计计算
經讨论分析,确定半挤压装置中几个重要参数,结合现有全挤压方式的输液量,确定半挤压装置每转一圈的输液量。
完全挤压片主要是截止液体的流通,对输液量影响较小,因此2个完全挤压片截面宽度不必太长,参考全挤压的挤压片,完全挤压片长度为3mm;其余3个挤压片主要用于挤压管路输出液体,根据现有挤压方式的输出量和挤压片整体长度对比,将半挤压方式3个挤压片的长度设为25mm。
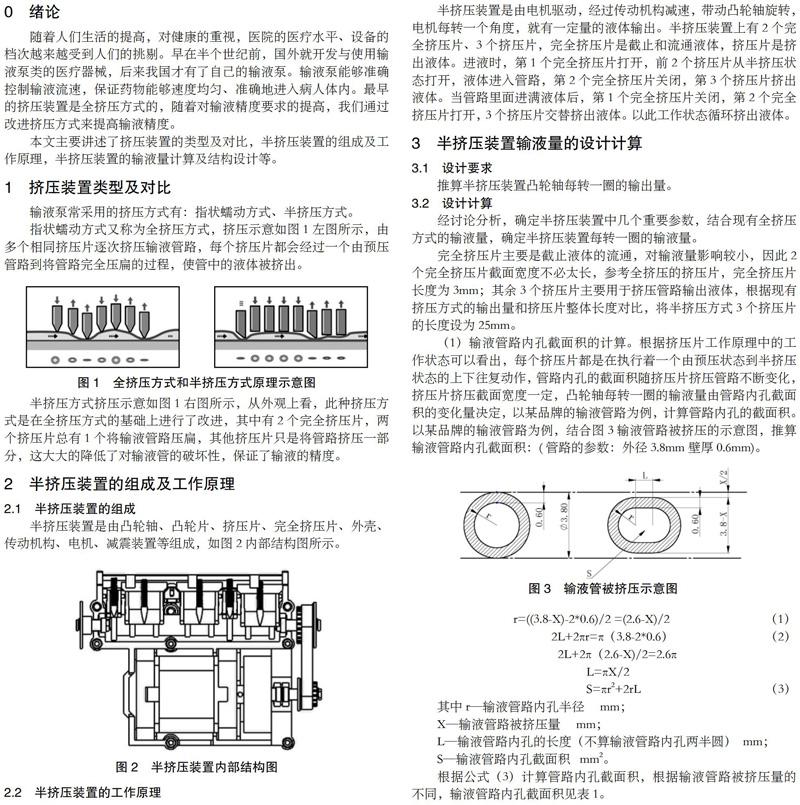
(1)输液管路内孔截面积的计算。根据挤压片工作原理中的工作状态可以看出,每个挤压片都是在执行着一个由预压状态到半挤压状态的上下往复动作,管路内孔的截面积随挤压片挤压管路不断变化,挤压片挤压截面宽度一定,凸轮轴每转一圈的输液量由管路内孔截面积的变化量决定,以某品牌的输液管路为例,计算管路内孔的截面积。
以某品牌的输液管路为例,结合图3输液管路被挤压的示意图,推算输液管路内孔截面积:(管路的参数:外径 3.8mm壁厚 0.6mm)。
根据公式(3)计算管路内孔截面积,根据输液管路被挤压量的不同,输液管路内孔截面积见表1。
(2)凸轮片的外形及输液量计算。凸轮片的旋转带动挤压片做上下往复运动,挤压管路使液体输出。在凸轮轴旋转一个周期内,2个完全挤压片主要用于截止、流通液体,对输液量影响小,用余弦函数计算完全挤压片的外形。
由完全挤压片工作状态得出,在凸轮轴旋转一个周期内,0-60°时是第1个完全挤压片工作状态的前半个周期,流通液体;60-120°时是完全挤压片工作状态的后半个周期,截止液体;120-360°时处于截止状态。挤压片的工作状态与对应凸轮片1的工作状态一致,将凸轮片的旋转运动转化为挤压片的上下直线运动。根据公式(4)计算凸轮片1的外形。
余弦函数的计算公式:
余弦值=COS(旋转度数°) (4)
完全挤压片对管路预压2mm,输液管路外径3.8mm,预留0.2mm的间隙,完全挤压片上下运动行程为0-1.6mm,即凸轮片最低位置为0,最高位置为1.6。取凸轮片基圆直径为6mm,将凸轮片按3°旋转角细化,计算凸轮片的外形,具体数据见表2。
同样的方法,计算其余凸轮片的外形尺寸,根据每个挤压片的工作状态、凸轮片每旋转一个角度挤压管路内孔截面积的变化量、每个挤压片挤压管路的输液量叠加之后,计算出凸轮轴每转一圈半挤压装置的输液量。
4 半挤压装置的主要结构
描述半挤压装置中几个重要零件的结构设计:
4.1 凸轮轴
通常采用圆轴作为凸轮轴,由于本设计的凸轮片外形均不一致,选用六方轴作为凸轮轴,将凸轮片依次装在六方轴上,六方轴可以限制凸轮片绕轴向旋转,在轴向上采用卡槽及限位块对凸轮片进行限位。
4.2 凸轮片
根据前面凸轮片的计算,可以将每个凸轮片外形制作出来,考虑到后续的注塑加工,每个凸轮片的厚度做成3mm,对于完全挤压片,完全挤压片的厚度为3mm,对应使用1个凸轮片作用在挤压片上即可;挤压片的厚度为25mm,每个挤压片对应使用2个凸轮片作用在挤压片上。第2、3个凸轮片的外形一致,此半挤压装置共有4种凸轮片,每个凸轮片的外形如图4所示,从左往右依次为凸轮片1、凸轮片2和3、凸轮片4、凸轮片5的外形。为保证输液精度,要考虑凸轮片的加工精度。
4.3 挤压片
对于凸轮片来说,挤压片是执行元件,将凸轮片的旋转运动转化为挤压片的上下运动,挤压输液管路并输出液体。设计时考虑到以下几点:
(1)考虑到塑料间的摩擦,通过轴承,凸轮片作用在挤压片上。
(2)考虑挤压液体后,挤压片的复位问题,在每个挤压片上加弹簧,使挤压片能够自动复位。
(3)考虑到挤压片的上下运动,在挤压片上有导向块,使挤压片运动顺畅、无卡阻。
4.4 传动机构及其他部件
传动机构采用圆弧齿同步带,其齿形具有圆弧的特点,区别于梯型齿同步带和T型同步带的方形齿,圆弧齿同步带,能够满足大功率的传动,其传动功率比梯型齿大3-5倍。对中心距变动的敏感性比渐开线大。
电机是半挤压装置的动力源,经传动机构减速带动凸轮轴旋转、凸轮片旋转,实现挤压片上下运动。
将凸轮轴、凸轮片、挤压片、电机、传动机构、减震装置等装配在一起,保证半挤压装置正常运行情况下,将外壳尺寸设计到最小。在外壳内侧设计有导向槽,挤压片与导向槽配合,上下运动顺畅、无干涉。装配后凸轮片旋转灵活,与外壳及其它件无卡阻。采用注塑加工外壳、凸轮片、挤压片,设计时还要考虑避免注塑问题。
5 实际样机的测试数据
经手版加工后,测试实际样机。实测半挤压装置的输液速度,测试数据如表3。
测试条件:温度:20℃;输液器:某品牌的输液器;测试速度:25ml/h;测试时间:5h;
设备:天平 (500g);辅助设备:半挤压装置的输液泵。
6 结论
通过测试半挤压装置的实际样机,以25ml/h的速度運行时,在5小时内各平均速度与测试速度的误差在1.7%-2.88%,远小于4%,具体数据参看表3,由此见半挤压装置可以替代全挤压装置用于医用输液泵上,对提高输液泵的精度、减少输液管路的损耗、提高医护人员的效率、减少临床医疗事故有很大的意义,是输液泵挤压装置未来发展的方向。
本次设计中尚存在着不足,对某些方面的细节考虑还有着一定的欠缺,需要进一步的提炼与改善。
参考文献:
[1]张伟国,李世国,郦洪源.注塑件缺陷分析及结构设计解决方案[J].工程塑料应用,2007,35(01):73-77.
[2]JB/T 7512.3-2014.圆弧齿同步带传动.第3部分:设计方法[S].
[3]GB 9706.1-2007.医用电气设备.第1部分:安全通用要求[S].
作者简介:薛秀英(1985-),女,山西大同人,本科,工程师,主要从事医疗器械的机械结构设计开发工作。
猜你喜欢
智慧少年·故事叮当(2021年4期)2021-05-06
一带一路报道(2020年1期)2020-06-19
民生周刊(2017年19期)2017-10-25
北京教育·普教版(2017年1期)2017-02-05
群众(2016年8期)2016-08-15
群众(2016年4期)2016-04-18
群众(2016年3期)2016-03-09
北京教育·高教版(2015年12期)2015-12-26
杂文选刊(2014年11期)2014-10-22
科学启蒙(2006年4期)2006-05-11