直缝埋弧焊管焊缝偏转测量及控制方法研究
2018-06-27 10:38李建伟
现代工业经济和信息化 2018年6期
李建伟
(中石化石油机械股份有限公司沙市钢管分公司,湖北 荆州 434001)
引言
穿越工业交通密集地区、河流地段、大落差地段或经过地震区用管以及海底管线等都要求采用直缝埋弧焊钢管[1]。随着“新气外输”“鄂-安-沧”等一大批油气管线逐步开建,现场对于钢管标准日渐抬高。由于原料和设备精度的原因,JCO卷管成型后焊缝位置沿一端向另一端(通常沿管头向管尾)发生顺时针或者逆时针偏转的现象,称为直缝埋弧焊管的焊缝偏转,如图1。焊缝偏转量较大时带来的直接后果是在“预焊接”和“埋弧焊”工序出现管体旋转带来“错边”“焊偏”等缺陷,在“扩径”工序出现扩管时头尾不在一条线上造成扩后“直边”,影响产品入库交付和后续管线沿线巡查及保养、检测成本[2]增加的后果。因此,找到焊缝偏转发生的原因及解决方法是非常必要的。
1 焊缝偏转的原因
1.1 原料

图1 焊缝偏转示意图[3]
直缝埋弧焊管的卷管原料为单张矩形钢板,钢板订货技术协议只能保证名义尺寸的最小矩形,到货钢板成品存在对角线超差的现象,如图2。热轧钢板经过控轧控冷的钢板存在成分起伏[4]和强度起伏[5],特别是在对钢管进行JCO多步成型过程中,钢板不同部位强度不同,造成卷制过程中出现轴向错动(如图3所示)和焊缝径向偏转。

图2 钢板对角线差示意图

图3 管端轴向错动
1.2 设备
实际生产中,直缝埋弧焊管焊缝是否偏转在卷管成型(如下页图4)工序后就被固定下来。成型机相关部件进行测绘后发现,成型机上、下模中心线不同心。这样的偏差带来钢板在成型机内卷制时不是均匀卷制,即成型机模具中心线与矩形钢板的板边并不是平行关系,如图5,从而造成卷制后的管坯在合缝后出现焊缝偏转[6]。
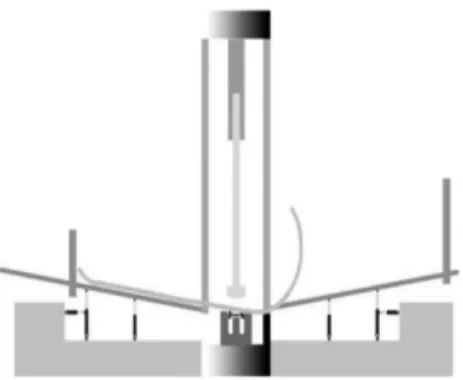
图4 JCO成型过程示意图
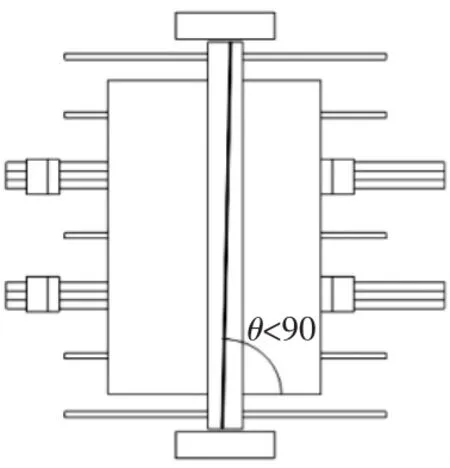
图5 成型机模具与钢板角度示意图
2 测量方法
找到一种适用于直缝埋弧焊管现场焊缝偏转的科学测量方法,是解决焊缝偏转问题的前提,以下是几种测量方法介绍。
2.1 激光跟踪法
借助固定在一点的激光跟踪,以管头焊缝中心点为起始点,运管小车托举钢管自管头向管尾轴向经过激光点,管尾经过激光点发生偏转的周向距离即为焊缝偏转量,如图6所示。激光跟踪法的优点是可以直观的对焊缝偏转进行测量,激光跟踪法的缺点是受运管小车与轨道的间隙影响,可能误判,此法不可取。

图6 激光跟踪法
2.2 半周长法
将钢管码放在台架上,焊缝大致向上,分别以管头、管尾的预焊缝中心为基准,悬挂铅垂线,在管端下方做标记,测量管头、管尾铅垂线同一侧的焊缝中心到标记处的半周长后进行比较,如图7所示,根据半周长值测定焊缝偏转为左偏转还是右偏转。此种方法为静置测量,消除设备对测量结果的影响,并且也不受焊缝是否在正上方的影响,不仅可以定性测定,而且可以对后续的定量调整进行指导,在后续的调整和生产过程中验证此方法有效。
3 控制焊缝偏转的方法
受到成型机模具与矩形钢板间存在成型角度误差的启发,借助设备进行反向纠偏。成型机上有进口推板小车和出口推板小车各一个,每个小车包含两个行走机构。可以借助调整成型机进口、出口不同位置推板小车尾部(如图8所示)张紧链轮,调整推板小车的偏移方向,进而对卷管成型过程中钢板与模具间的角度进行反向调整,经过多次现场试验和合缝后测量,证明此方法有效,并且可以根据首检管生产过程中焊缝偏转的测定情况(如表1所示),有针对性地调整出适应本批次原料的推板小车位置,最大限度地降低焊缝偏转。

图7 半周长法

图8 推板小车尾部
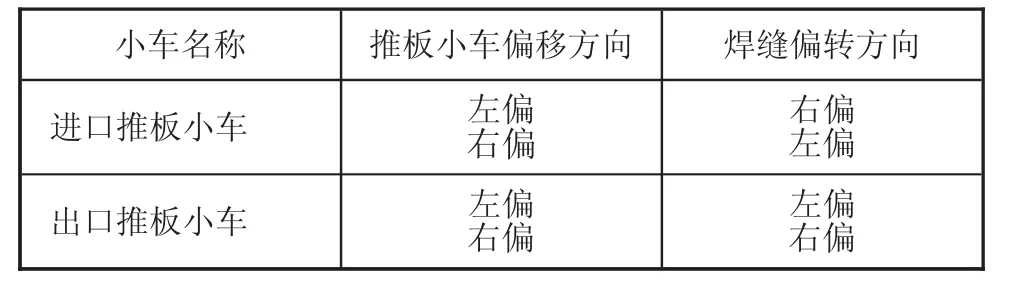
表1 推板小车调整与焊缝偏中方向对照表
4 结语
石油行业的逐渐回暖和国家能源行业的发展带动了管线建设的长足发展,解决直缝埋弧焊管连续生产过程中的卷管成型工艺问题对于提高效率、缩短工期均具有重要意义。一方面,无法要求原材料达到理想化的强度均一、分布稳定;另一方面,对现场设备的安装精度和使用过程中的磨损变形要找到与之相应的纠偏方法。本文通过现场试验和理论分析找到了焊缝偏转测量和控制的一种方法,希望可以对现场生产起到参考作用。
[1]李宏.直缝埋弧焊钢管生产线预弯工艺[J].焊管,2006,29(1):13-15.
[2]孙永泰.海底油气管线超声波检测系统设计与应用[J].石油机械,2011,39(4):28-31.
[3]曹国富.电阻焊管焊缝位置的偏转及调控方法[J].焊管,2016,39(3):61-64.
[4]刘小宁.钢材屈服与抗拉强度的分布规律和参数研究[J].制造业自动化,2015(17):56-59.
[5]赵培林,孙新军,汤化胜,等.热轧高强带钢同卷强度波动原因探讨及分析[J].钢铁,2011,46(8):56-62.
[6]吕立华.金属塑性变形与轧制原理[M].北京:化学工业出版社,2006.
猜你喜欢
发明与创新(2022年27期)2022-09-16
汽车实用技术(2022年12期)2022-07-05
铁道通信信号(2021年7期)2021-08-17
起重运输机械(2021年4期)2021-03-26
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
建材发展导向(2019年11期)2019-08-24
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01