高精度筒类零件的加工及测量方法
2018-07-27 06:17张金生苟罗成廖世超谭万斌
中国重型装备 2018年3期
张金生 苟罗成 廖世超 谭万斌
(二重(德阳)重型装备有限公司,四川618013)
大型筒类零件(如水电轴)图纸要求外圆及止口全跳动0.02 mm,见图1,要求两总长端面全跳动0.02 mm,要求两端止口尺寸公差等级为H6,必须一次装夹完成加工才能保证设计要求。由于其长径比大,尺寸公差小,形位公差严,选用立式车床根本无法达到图纸要求。在卧式车床上采用一夹一架的装夹方式,虽然能够加工床尾一端的止口及外圆,但不能加工床头一端的止口及端面,在工件调头装夹后,根本无法保证止口全跳动0.02 mm的要求。在工件空心的情况下,要保证一次装夹完成两端止口及外圆的加工,只有在工件芯部安装芯轴,让两端止口、端面及外圆同时处于可加工状态。
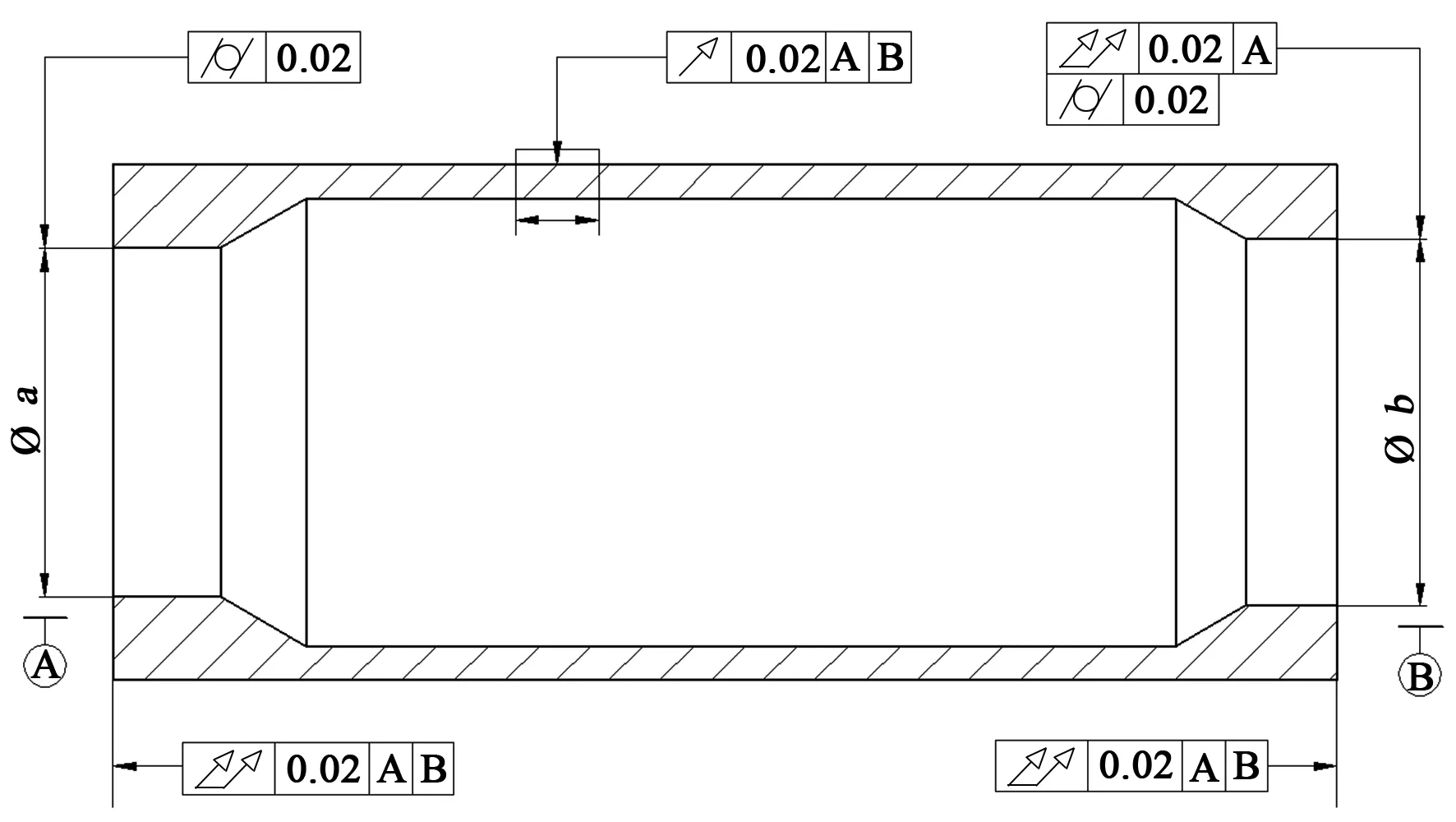
图1 大型筒类零件示意图Figure 1 Sketch of heavy cylinder part
在筒类零件的芯部安装芯轴后,给止口的测量带来难题,特别是止口尺寸公差等级为H6,必须精确测量止口尺寸。如果能够在芯部有芯轴的情况下完成两端止口尺寸的测量,将明显提高加工效率。
1 芯轴结构
根据筒类零件内孔直径及支撑爪的尺寸,选用合适直径的芯轴,为了减小芯轴挠度,在芯轴中心加工适当直径的通孔,同时起到一定的减重作用;在芯轴两端设计有顶尖孔,可实现两顶装夹工件,或一夹一架装夹工件。在芯轴上均布安装8组可调支撑,通过螺杆及螺母实现径向可调。安装芯轴进孔前,初步调整支撑爪的位置,单边预留10 mm间隙;安装芯轴进孔后,通过调整螺杆,使芯轴与内腔同轴,同轴度小于0.5 mm;然后用螺母固定螺杆的位置。

1—螺杆 2—螺母 3—中间铜垫 4—侧面铜垫 5—定距套 6—螺钉 7—螺钉 8—球面垫圈 9—螺钉 10—芯轴图2 芯轴结构图Figure 2 Structure diagram of mandrel
螺杆连接支撑板,为了保证支撑板在内腔中的稳定性,在支撑板上设计了两处开口槽,以保证其在安装好以后产生微量变形,达到牢固支撑的目的。支撑板上安装有一块中间铜垫和两块侧面铜垫,铜垫顶部圆弧R与内孔R一致,保证其支撑时的接触面积足够大。
如图2所示,安装并调整好芯轴后,可实现一次装夹完成两端止口、两总长端面及外圆的加工,有效地保证了同轴度及跳动等位置公差。
2 止口的测量方法
通常情况下,选用卧式车床在一夹一架或双托的装夹方式下,加工止口,在这种情况下,机床尾座能够完全脱离工件,刀具具有足够的空间来完成止口的加工,在加工完成后选用内径千分尺完成止口直径的测量。选用上述装配芯轴的方法加工筒类零件,虽然有效地保证了形位公差,但给止口的精确测量带来了难题,而且,在内孔直径或芯轴直径有变化的情况下,测量空间也不尽一致。此种情况下,需要一种通用的、准确的测量手段来实现两端止口的测量。
通过对外径千分尺的改进,完全可以避免芯轴对测量的干涉。外径千分尺是通过标准杆校对的,再用尺弓对外圆直径进行测量。如果用尺弓来测量止口尺寸,就可以利用尺弓上的圆弧空间避开芯轴的干涉。千分尺的两个测量头处于正对位置,若要测量止口尺寸,必须保证千分尺的两测量头指向止口表面。

1—内径千分尺尺头 2—连接杆 3—螺母 4—螺母 5—螺杆 6—表座 7—百分表图3 改进后的外径千分尺Figure 3 Improved outside micrometer
将外径千分尺原有的两端测量头拆下,安装上部件后,可用尺弓测量止口尺寸,如图3所示。螺母将连接杆固定在尺弓的一端,内径千分尺尺头通过螺纹与连接杆连接,可通过调整或组合内径千分尺来调节测量范围和控制百分表的压表量。螺母将螺杆固定在尺弓的另一端,表座通过螺纹与螺杆连接,表座内安装百分表,通过压板、螺钉等将百分表固定在表座内。
根据止口直径的不同,测量长度可根据不同型号的外径千分尺尺弓和内径千分尺组合出不同的尺寸,以保证百分表表头至另一测量头的距离满足止口直径的测量。
测量方法与内径千分尺的测量方法类似,测量步骤如下:
(1)根据止口直径及芯轴直径选择合适的外径千分尺尺弓及内径千分尺。
(2)固定测量头及百分表,并预留一定的压表量。
(3)用另一外径千分尺进行校对。
(4)进行数据测量。
3 加工精度及测量误差分析
使用安装芯轴的方法加工大型筒类零件,同轴度及全跳动完全满足图纸要求,安装芯轴后一定要保证芯轴上的支撑爪与内孔有足够大的接触面,否则,在加工过程中支撑爪与内孔间有相对位移,加工精度将降低。
测量止口时,由于尺弓上固定有百分表,可以简单直观地读取数据。在加工后用内径千分尺对止口直径进行再次测量,两次测量误差小于0.01 mm,完全能够满足卧式车床在加工过程中对止口直径的控制。
4 结论
通过设计可调的芯轴,解决了大型筒类零件的加工困难的问题,确保了尺寸精度及形位公差。通过对止口测量方法的改进,简化了止口加工步骤,缩短了辅助时间,提高了加工效率。虽然需要设计制作相关部件,但相关部件的设计和加工极为简单,而且具有良好的通用性。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
商品与质量(2021年43期)2022-01-18
芜湖职业技术学院学报(2021年3期)2021-10-20
防爆电机(2021年3期)2021-07-21
上海金属(2020年5期)2020-09-26
汽车实用技术(2018年22期)2018-12-08
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年2期)2017-07-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22