
氯气透平机回流管积液原因分析及处理措施
2018-07-27 02:50王闯
中国氯碱 2018年6期
王 闯
(昊华宇航化工有限责任公司,河南 沁阳 454591)
昊华宇航化工有限责任公司二期烧碱装置生产能力24万t/a,采用的氯气压缩机为西门子透平压缩机,型号规格STC-SH,其中Q=10300 Nm3/h,N=580 kW。2017年7月,烧碱装置系统跳停,透平机联锁跳停,在开车准备过程中,氯氢处理岗位氯气透平机出现多次启动后喘振跳停。经过现场排查,发现透平机回流管道有积液,导致气路不畅。经过清理,透平机恢复启动,系统正常开车。
1 氯气处理工艺简述及透平机开停机操作
1.1 氯气处理工艺简述
由电解来的高温湿氯气,首先进入洗涤塔被氯水洗涤冷却后进入钛管冷却器冷却脱水,经水雾捕集器分离冷凝水。然后氯气进入干燥塔填料段去除氯气中水分,填料段干燥后的氯气继续上升,逐层通过泡罩被98%的浓硫酸干燥。干燥后的氯气经酸雾捕集器将酸雾和夹带的杂质去除后,进入透平机压缩加压后分别送至液氯和合成。
1.2 透平机开停机操作
当烧碱系统跳停时,氯气透平机进出口关闭,回流自控阀打开,事故废氯气自控阀打开,氯气进入一级废气吸收塔。开机时进出口关闭,回流阀全开,事故废氯气阀关闭,根据进口压力调整进口导叶阀和回流阀开度,当出口压力升至与分配台压力一致时,迅速打开透平机出口手动阀,将氯气并入原氯总管。
2 原因分析
与透平机相连的氯气管道工艺流程示意图见图1。现场设备管道布置情况为氯气回流管正好处于透平机前后两个处理装置的最低点。回流管积液有两个来源,一个是透平机前氯气酸雾捕集器过来的酸雾,另一个是透平机后一级废气吸收塔倒流的碱液。透平机回流管积液取样分析结果显示,液体酸浓度高达47%,同时氯气分配台氯气含水达到500×10-6。
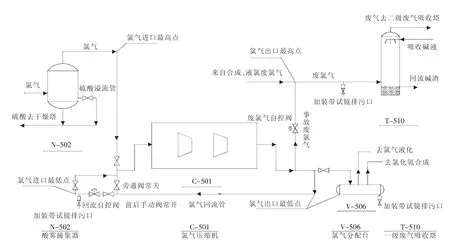
图1 氯气管道工艺流程示意图
2.1 酸雾捕集器局部短路导致进透平机氯气夹带酸雾
酸雾捕集器在检修时,打开设备吊出滤芯检查,发现滤芯因长时间使用已开始老化,且滤芯底部因氯气进气量大造成硫酸液面波动,有浸泡痕迹。为减少设备检修费用,延长滤芯使用周期,在没有对滤芯进行更新情况下,将酸雾捕集器内硫酸全部排至干燥塔,检修完毕开车至烧碱系统跳停时酸雾捕集器内一直无硫酸液位。
捕集器滤芯老化破损未及时更新,拆装后固定滤芯时密封不严,酸雾捕集器的液面低于滤芯液封杯口,均会形成局部氯气短路,导致氯气夹带酸雾。在透平机进口过滤器前氯气进口三通处氯气与酸液分离,酸液逐渐累积到透平机回流旁路阀上部及透平机回流自动阀后部管道。系统跳停后,透平机回流自动阀打开,回流管积酸。
2.2 一级废气吸收塔进气口倒流碱液
一级废气吸收塔进气管因塔内液面波动造成管中富集碱液,倒流至透平机事故废氯气自控阀后部积累,系统跳停后,透平机事故废氯气自控阀打开,碱液从透平机排废氯气管中倒窜进透平机出口管道,一部分进入氯气分配台,另一部分再通过透平机出口管与回流管三通流至氯气回流管道。导致氯气分配台,氯气含水高达 500×10-6,透平机回流管积液。
2.3 氯气夹带酸雾和废气吸收塔碱液混合
从透平机回流管积液取样分析结果液体酸浓度47%来看,并不是单一来自酸雾捕集器的硫酸或者一级废气吸收塔的碱液,而是两种液体的混合。酸雾捕集器的硫酸来自干燥塔泡罩段,硫酸浓度在90%~98%,一级废气吸收塔的碱液浓度在15%左右,当烧碱系统跳停时,透平机回流自控阀与事故废氯气自控阀同时打开,两者在透平机回流管最低处水平管内混合,形成酸浓度47%的积液,回流管道积液气路不畅,导致透平机启动后多次喘振跳停,无法正常启动。
3 处理措施
将透平机回流管道积液进行清理后,透平机恢复启动,系统正常开车。为防止透平机回流管道积液问题再次发生,采取了以下处理措施:(1)及时更换酸雾捕集器滤芯,保证检修质量;(2)加强现场生产管理,严格执行操作规程,正常生产时酸雾捕集器内应有适当的液位保持捕集下来的硫酸自然溢流,以防氯气发生短路;(3)在透平机回流管最低点、事故氯气至一级废气吸收塔水平进口处和氯气分配台底部分别加装带试镜的排污口,定期检查,发现有积液及时排放;(4)定期在氯气分配台取样分析氯气含水,发现异常及时处理。
猜你喜欢
核安全(2022年3期)2022-06-29
石油和化工设备(2022年2期)2022-03-11
中学生数理化·高一版(2020年2期)2020-04-21
化工设计通讯(2020年2期)2020-04-08
天然气与石油(2019年4期)2019-09-10
天然气与石油(2019年1期)2019-03-20
制冷技术(2019年6期)2019-03-19
中国氯碱(2014年11期)2014-02-28
中国氯碱(2014年8期)2014-02-28
汽车与新动力(2014年2期)2014-02-27
