
具有学习—遗忘效应的TFT—LCD CELL阶段调度问题研究
2018-09-10 18:25陈文凭叶春明吴思思
技术与创新管理 2018年3期
陈文凭 叶春明 吴思思

摘 要:薄膜晶体管液晶显示器(TFT-LCD)相较阴极射线显像管(CRT)而言,具有亮度高、功耗低、解析度高、视角宽、成本低等优势。其中CELL阶段是TFT-LCD一个承上启下的重要制程,归类为混合流水装配作业调度问题。研究TFT-LCD CELL阶段调度,创立以最小化工件最大完工时间为目标的模型,并将学习和遗忘效应成分加入进去,在各约束条件充分考虑的基础上,采用新型的布谷鸟智能优化算法对该模型进行求解分析,用IMM编码方式保证获得调度解的全局性以及可行性,通过对算法进行模拟仿真实验,并采用萤火虫算法与之对比,验证了布谷鸟搜索算法在求解CELL调度问题上的有效性和可行性。根据实验结果,分析探讨CELL阶段调度学习-遗忘效应对其的影响,并据此提出相应的有效性建议。
关键词:装配作业调度;学习和遗忘效应;萤火虫算法;布谷鸟搜索算法
中图分类号:TP 181 文献标识码:A 文章编号:1672-7312(2018)03-0332-08
Abstract:Compared with cathode ray tube(CRT),thin film transistor liquid crystal display(TFT-LCD)has the advantages of high brightness,low power consumption,high resolution,wide viewing angle,low cost and so on.Among them,the CELL stage is an important process of TFT-LCD,which is classified as mixed flow assembly job scheduling problem.This paper studied TFT-LCD CELL stage scheduling,created a model that minimizes the maximum completion time of the workpiece,in which learning and forgetting effect components were considered.Based on the full consideration of constraints,a new type of cuckoo intelligent optimization algorithm was used to analyze the model,and the global and feasibility of the scheduling solution was ensured by IMM encoding.Through simulation and experimentation of the algorithm and comparison with the firefly algorithm,the cuckoo search algorithm was used to verify the effectiveness and feasibility of the CELL scheduling problem.Based on the experimental results,the effect of learning forgetting effect on CELL scheduling was analyzed and discussed,and the corresponding effectiveness suggestions are put forward accordingly.
Key words:assembly job scheduling;learning and forgetting effect;firefly algorithm;cuckoo search algorithm
0 引 言
中國的信息产业规模居世界第二、列中国各工业部门之首,多种电子产品产量排名全球第一,已成为全球重要的产业生产基地,薄膜晶体管液晶显示器(TFT-LCD)的发展更是增长势头迅猛。TFT-LCD行业比较兴盛的台湾区域是当前在TFT-LCD生产调度最优化的研究学者主要聚集地,研究涉及的内容主要包含TFT-LCD生产过程中的生产设备布局问题[1]、存货管理问题[2]、物流运输优化问题[3]、生产工艺优化问题等。
在薄膜晶体管液晶显示器的部件装置过程中,通常采用混合流水的方法来制造,特点是小批量,多品种,尺寸和产品类型多种多样。文中主要研究TFT-LCD中CELL阶段的调度,与一般的研究较多的流水车间作业调度和作业车间调度这类调度问题不同的是,它不仅包含了各装配组件的约束关系,还包含了工序之间的约束关系。现有的文献中,鉴于CELL阶段工程量的巨大,对CELL阶段的研究相对较少。文献[4]解决了以产品队列为主的流水装配线调度问题。Wu Horng-Huei等(2010)运用基于约束理论(theory of constraints,TOC)的“鼓-缓冲-绳”(Drum-Buffer-Rope,DBR)方法对TFT-LCD制造中的CELL阶段的调度控制问题进行研究,以改善Array和Cell前段制造中的生产周期和有效产出[5]。
学习效应在经济学方面的意思是指因工作生产中累积了一定经验从而使得工作效率提高。将其引申在工业制造方面是指在制造过程中,由于工人(设备)经常生产相同的工件,学习效应使得他们操作重复性的工作会越来越熟练,从而工作效率会越来越高。对于生产制造过程中的学习效应问题研究最早是由美国Cornell大学的Wright博士发现[6]。Mosheiov等研究了工件学习曲线调度具有普遍性的模型,解决了以极小化总的生产时间和最大完工时间为目标函数的问题,以及以到期时间安排和极小化总的生产时间为目标函数的异速并行机问题[7-8]。
在生产过程中当设备从生产一种工件簇转换到另外一件工件簇时,经常会因为待生产工件的种类的改变、生产时间中断、设备故障或者生产等原因导致积累的学习效应减弱,完工时间延长,这种情况我们称之为遗忘效应。张新功等以最小化工件最大完工时间为目标,证明在单机调度环境下可以根据SPT指派获得最优调度方案[9]。王桂娜等以最小化最大完工时间为目标,同时考虑设备终端、故障、转换等因素,提出一种同时具有学习-遗忘效应的生产调度模型,并通过经典算例分析了批调度模型的可靠性和高效性[10]。
综上研究,在生产调度研究文献中,考虑具有学习效应的文献相对较少,即使考虑了学习效应的文献大部分建立的学习效应调度模型也比较单一,几乎很少有同时将遗忘效应的因素考虑进去,并且学习效应模型的建立基于单机调度环境的居多。应用在流水车间调度环境中,也只是利用启发式近似算法对某些特殊调度环境进行求解建模。目前很少有学者将学习-遗忘效应模型用在TFT-LCD制造工艺方面。文中将学习效应和遗忘效应引入TFT-LCD CELL阶段调度问题中,并尝试利用新型智能布谷鸟搜索算法对模型进行分析求解。
1 模型描述
1.1 TFT-LCD CELL阶段过程描述
TFT-LCD CELL阶段的产品是由很多工件组成,这些零件的装配过程可能是并联也可能是串联。TFT-LCD CELL阶段的生产工艺流程,如图1所示。
图1的工艺流程可以分为前部分和后部分。前部分是指在对位粘合之前的工程(包括对位粘合),后部分是指从对位粘合结束这部分工程。CELL阶段在TFT-LCD整个生产过程起到衔接作用,上衔ARRAY阶段(阵列制造)下接MODULE阶段(模组组装制程)。由于TFT-LCD生产设备价格较高,只要在调度过程中稍加优化与改进就能节约大量成本,因此一个完善的生产计划和调度方案对提高资源利用率,优化企业效益,节约时间成本具有非常重要的意义。
1.2 同时具有学习和遗忘效应的TFT-LCD CELL阶段调度模型描述1.2.1 学习效应曲线模型简述
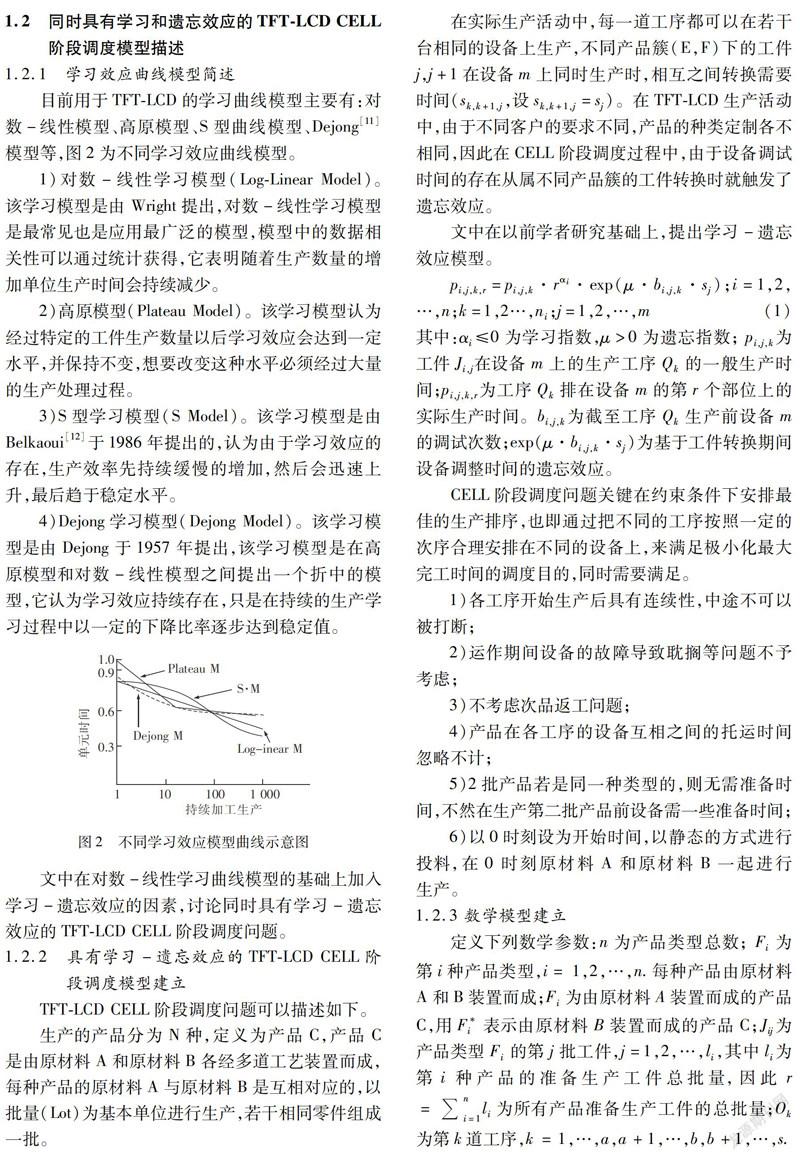
目前用于TFT-LCD的学习曲线模型主要有:对数-线性模型、高原模型、S型曲线模型、Dejong[11]模型等,图2为不同学习效应曲线模型。
1)对数-线性学习模型(Log-Linear Model)。该学习模型是由 Wright提出,对数-线性学习模型是最常见也是应用最广泛的模型,模型中的数据相关性可以通过统计获得,它表明随着生产数量的增加单位生产时间会持续减少。
2)高原模型(Plateau Model)。該学习模型认为经过特定的工件生产数量以后学习效应会达到一定水平,并保持不变,想要改变这种水平必须经过大量的生产处理过程。
3)S型学习模型(S Model)。该学习模型是由Belkaoui[12]于1986年提出的,认为由于学习效应的存在,生产效率先持续缓慢的增加,然后会迅速上升,最后趋于稳定水平。
4)Dejong学习模型(Dejong Model)。该学习模型是由Dejong于1957年提出,该学习模型是在高原模型和对数-线性模型之间提出一个折中的模型,它认为学习效应持续存在,只是在持续的生产学习过程中以一定的下降比率逐步达到稳定值。
文中在对数-线性学习曲线模型的基础上加入学习-遗忘效应的因素,讨论同时具有学习-遗忘效应的TFT-LCD CELL阶段调度问题。
1.2.2 具有学习-遗忘效应的TFT-LCD CELL阶段调度模型建立 TFT-LCD CELL阶段调度问题可以描述如下。
生产的产品分为N种,定义为产品C,产品C是由原材料A和原材料B各经多道工艺装置而成,每种产品的原材料A与原材料B是互相对应的,以批量(Lot)为基本单位进行生产,若干相同零件组成一批。
在实际生产活动中,每一道工序都可以在若干台相同的设备上生产,不同产品簇(E,F)下的工件j,j+1在设备m上同时生产时,相互之间转换需要时间(sk,k+1,j ,设sk,k+1,j=sj)。在TFT-LCD生产活动中,由于不同客户的要求不同,产品的种类定制各不相同,因此在CELL阶段调度过程中,由于设备调试时间的存在从属不同产品簇的工件转换时就触发了遗忘效应。
文中在以前学者研究基础上,提出学习-遗忘效应模型。
CELL阶段调度问题关键在约束条件下安排最佳的生产排序,也即通过把不同的工序按照一定的次序合理安排在不同的设备上,来满足极小化最大完工时间的调度目的,同时需要满足。
1)各工序开始生产后具有连续性,中途不可以被打断;
2)运作期间设备的故障导致耽搁等问题不予考虑;
3)不考虑次品返工问题;
4)产品在各工序的设备互相之间的托运时间忽略不计;
5)2批产品若是同一种类型的,则无需准备时间,不然在生产第二批产品前设备需一些准备时间;
6)以0时刻设为开始时间,以静态的方式进行投料,在0时刻原材料A和原材料B一起进行生产。
1.2.3 数学模型建立
3.2 算法求解步骤
用布谷鸟搜索算法优化TFT-LCD CELL阶段调度的步骤分为
Step 1:参数初始化设置。设置n为布谷鸟宿主卵巢数量;Pa为宿主鸟识破非自己鸟卵的概率;α为搜索步长;T_max为最高搜索次数。
Step 2:随机选取初始鸟巢位置。待生产工件序列由随机选取n个实数序列按照IMM编码方式转换而成,计算各鸟巢的适应度值,即目标函数值f(x).获得当前最优鸟巢位置X*.
Step 3:判断到达T_max与否。满足,输出最优;不满足,转入下一步骤。
Step 4:更新鸟巢位置。最好鸟巢地方进行保留,按照Lévy搜索原则对其余卵巢位置进行刷新并产生另一代卵巢的地方,记录另一代卵巢地点的适应度值。
Step 5:判断更新后鸟巢位置的优劣性。任意值R表示对刷新的每个卵巢地点,比较发现概率Pa与R的大小。若Pa>R,则当前更新的卵巢地点得到保留,和原最优卵巢地点的适应度与当前更新的卵巢地点的适应度大小作对比,获得当前最优卵巢地点。若PaStep 6:判断是否达到T_max或者精度,若达到,就继续往下,不然,跳到Step 4,继续搜索。
Step 7:输出鸟巢位置的最优值,即目标函数值和最优工件调配方案。
布谷鸟搜索算法过程如图3所示。
4 仿真实验与分析
4.1 实验参数设置
为了研究TFT-LCD CELL阶段调度问题,文中参考TFT-LCD行业实际生产活动中的有关调度数据,在此基础上设计小规模参数用来研究分析。设定在TFT-LCD CELL阶段调度车间,工件类型n=3,涉及11个待生产工序,能够在5台设备上生产。工件数量、所属产品簇以及工序信息见表1,各工序的生产设备选择和生产时间见表2,所属不同产品簇的工件转换生产时的设备调整时间见表3.
求解CELL阶段调度问题算法的实验运行环境:Windows10操作系统,CPU为Intel(R)Core(TM)i5-5200U,内存为8GB,编程环境为MATLAB R2012b.为了研究学习-遗忘效应对TFT-LCD CELL阶段调度的影响,文中研究设定的工件学习因子分别为-0.737,-0.515,-0.322,-0.152,也即分别遵循60%,70%,80%,90%学习效应曲线,遗忘因子分别为μ1=0.1,μ2=0.2.选用布谷鸟搜索算法参数设置:发现外来鸟卵的概率Pa=0.25,最大搜索T_max=200,鸟巢个数n=20.此外,为了测试布谷鸟搜索算法的结果是否较好,文中利用萤火虫算法(FA)的结果与之相比较,基本参数:最大吸引度为β0=1.0,步长因子为α=0.2,光强吸收系数为γ=1.0,最大搜索次数为T_max=200,萤火虫规模为n=20.2种算法均单独运行20次。在学习与遗忘因子取值不同的情况下,CS和FA算法所求值见表4.表4中Tmin为最大完工时间的最小值;Tavg为最大完工时间的平均值;Tmax为最大完工时间的最大值。為了数据结果处理方便,所得数据经过取整处理。
4.2 实验结果分析
从表4中可以看出,在TFT-LCD CELL阶段单独加入学习因素后,工件的完成时间(最小值、均值、最大值)都有很明显的改变,当加入遗忘效应后,工件的完工时间变化显著减少,这说明学习效应对TFT-LCD CELL阶段调度有积极的作用,而遗忘效应会弱化工件的学习能力,甚至超出预期的老化工件的处理能力,如表4中带*数据所示。
2种算法的运行结果对比得出,FA获得的完工时间最小值、均值、最大值多于CS获得的结果,这说明在求解具有学习-遗忘效应的TFT-LCD CELL阶段调度问题上,FA算法的性能不如CS算法的性能。
4.2.1 学习效应对TFT-LCD CELL阶段调度的影响分析 当不加入工件的遗忘因素(μ=0)时,分析学习因素对TFT-LCD CELL阶段调度问题的影响。学习因素的改变造成的完成时间改变趋向如图4所示:当学习因子α=-0.152,遵从90%学习曲线,也即学习效果增加10%时,最优完工时间减少26.0%,当α=-0.322时,最优完工时间减少33.4%,当α=-0.515时,最优完工时间减少47.5%,当α=-0.737时,最优完工时间减少57.9%,可CELL阶段调度最大完工时间随着学习因子的增加逐渐减少,并且减小趋势较为明显,表明在现实生产活动中,生产设备条件允许的情况下,为了提交即将到期的同类客户订单,大批量生产同类定制部件是非常有必要的,这样可以提高生产效率,为企业带来更大收益。但是随着学习因子的继续增加,最大完工时间的减小幅度并没有增长,而是呈缩小趋势,当学习效果从70%下降到60%时,最优完工时间减少的比例仅为10.4%.这表明学习因素带来的工件加工完成时间的下降到某个值时,有着“边际效应”下降的趋势,说明学习效应带来的完工时间的减少存在下界,因此在现实生产活动中生产同类定制部件时也得适度,根据客户订单量的多少来生产。
4.2.2 遗忘效应对TFT-LCD CELL阶段调度的影响分析 在TFT-LCD行业中,不同客户定制的产品不同,导致了生产过程中生产的工件多样化,设备的调整调试不可避免,从而引起遗忘效应。随着设备调试时间的增加,生产工件的学习能力不断丢失,工件完工时间随之增加,学习因子分别为α1=-0.515,α2=-0.737时遗忘效应变化影响最优完工时间趋势如图5所示。
4.2.3 学习-遗忘效应对TFT-LCD CELL阶段调度的影响分析 在TFT-LCD CELL阶段调度过程中,学习效应和遗忘效应的影响同时存在,由于两者的显著作用,忽视任何一方面都会对调度计划和资源分配产生重大影响。当学习因素和遗忘因素同时加入时,对完工时间造成的影响如图6所示。从图6中可以看出学习-遗忘效应对完工时间的影响显著。当学习因子小时,完工时间随着遗忘因子的不同变化得较为平均;当学习因子较大时,完工时间随着遗忘因子的不同变化得更大。此外,在学习-遗忘因素下,最优完工时间的“边际效应”递减临界值在增加,当α=-0.737,即遵循60%学习曲线时,最优完工时间减少比例大于10%。这表明设备生产工件学习能力的瞬时性,以前生产工件随着设备调整时间的增加,记忆呈增长式丢失,这反映了在调度过程中,工件累积学习能力的影响不如设备中断对效率的影响,侧面反映了机器更新修复、保证工艺畅通的重要性。
5 结 语
文中从TFT-LCD CELL阶段调度问题着手,在传统调度问题基础上,考虑到现实生产活动中设备运行和工件生产的重复性、规模性,引入学习-遗忘效应因素,讨论了工件具有相关学习-遗忘效应时完工时间的显著变化,利用新型的智能优化算法求解实际生产中的调度完工问题。缩短了工厂生产相同批量工件的生产时间,提高了设备利用率,从而为企业带来了更高的效益。文中的局限性在于只研究了CELL阶段单目标的调度问题,实际上TFT-LCD在生产制造方面还包括多目标的调度例如交货期、延迟惩罚成本、调整时间等,未来研究考虑因素应该更加全面。
此外,在混合流水装配车间调度策略上,文中对投料策略、工件派工规则做了一定程度的探索,模型是从实际车间调度上抽象得出。但是,实际工厂中的调度策略非常复杂,最优的策略组合方案一般很难得到。由于CELL阶段的特殊性,对这类混合流水装配车间调度的研究仍然有很多值得探索和解决的地方,改进并比较各个调度策略,需要花费大量的时间,有待进一步深化研究。
参考文献:
[1] Chen T L,Chen Y Y,Lu H C.A capacity allocation and expansion model for TFT-LCD multi-site manufacturing[J].Journal of Intelligent Manufacturing,2013,24(04):847-872.
[2] He-Yau Kang,Lee A H I,Chun-Mei Lai.A fuzzy goal programming with mixed 0-1 integer model approach for color filter inventory management in TFT-LCD manufacturing[C]//2008 IEEE International Conference on Service Operations and Logistics,and Informatics,Beijing,2008:2707-2712.
[3] Chang D S,Te Lai S.Implementation of cross-generation automation transportation system in the TFT-LCD industry[J].The International Journal of Advanced Manufacturing Technology,2015,78(05):753-763.
[4] 曾洪鑫.基于状态树与时间处理的机械产品流水装配生产计划与调度[D].武汉:华中科技大学,2005.
[5] Wu H H,Chenc P,Tsai C H.Simulation and scheduling implementation study of TFT-LCD cell plants using Drum-Buffer-Rope system[J].Expert Systems with Applications,2010,37(12):8127-8133.
[6] Wright T P.Factors affecting the cost of airplanes[J].Journal of the Aeronautical Sciences,1936,3(04):122-128.
[7] Mosheiovg.Scheduling problems with a learning effect[J].European Journal of Operational Research,2001,132(03):687-693.
[8] Mosheiovg,Sidneyj B.Scheduling with general job-dependent learning curves[J].European Journal of Operational Research,2003,147(03):665-670.
[9] 张新功,李文华.具有学习与退化效应的单机排序问题[J].河南科学,2008,26(04):398-400.
[10]王桂娜,俞秉昊,潘尔顺.成组生产下的考虑学习和遗忘效应的调度策[J].工业工程与管理,2012,17(05):60-64.
[11]Dejong J R.The effects of increasing skills on cycle time and it consequences for time standards[J].Ergonomics,1957,1(01):51-60.
[12]Yelle L E.The learning curve:historical review and comprehensive survey[J].Decision Sciences,1979,10(02):302-328.
[13]Gandomi A H,YANG Xin-she,Alaih A H.Cuckoo search algorithm:a metaheuristic approach to solve structural optimization problems[J].Engineering with Computers,2013,29(01):17-35.
[14]李永林,葉春明,刘勤明.具有工件相关学习效应的一般多机器流水车间调度问题研究[J].计算机应用研究,2014,6(31):1677-1692.
(责任编辑:王 强)
