
API Spec 5B第16版相关技术内容探讨*
2018-09-11 05:57艾裕丰白小亮李光峰
石油管材与仪器 2018年4期
艾裕丰,冯 娜,田 冲,白小亮,李光峰
(1.中国石油集团石油管工程技术研究院 陕西 西安 710077;2.甘肃蓝科石化高新装备股份有限公司 甘肃 兰州 730070)
0 引 言
美国石油学会于2017年12月发布了API Spec 5B《套管、油管和管线管螺纹的加工、测量和检验》第16版(2018年7月1日生效)。该标准规定了API螺纹和控制螺纹验收准则的量规的尺寸、公差和标记要求。用于检验管线管、圆螺纹套管、圆螺纹油管、偏梯形螺纹套管螺纹的单项仪和设备及要求也包含在内。作为油管、套管螺纹加工检验,石油螺纹单项仪、螺纹量规校准的主要依据,和第15版相比,标准变化较大,新增检验项目及其相关量具校准相关内容较多,受到石油专用管制造企业、油田用户、质量检验机构、量具制造企业,石油专用螺纹计量机构的广泛关注。由于标准中存在较多错误,美国石油学会于2018年6月发布了该标准的勘误1,对标准中的错误内容进行更正,同时由于标准发布到实施的时间间隔较短,将标准的生效时间更改为2019年1月1日。本文中的符号及其含义同API Spec 5B第16版,不再单独介绍。
1 删除内容
API Spec 5B标准第16版相对于第15版删除的内容:
1)正文给出的是美国惯用单位制表,标准删除了原标准国际单位制表格,用户在使用的时候需要自己进行换算。
2)由于使用较少,标准删除了原标准附录中的直连型套管相关类容。
3)标准删除了原标准附录中的API量规鉴定机构要求,在标准正文中要求进行校准的实验室应获得ISO17025或等效标准的授权,用户可以从API官方网站进行查询。
4)在标准第4章油管、圆螺纹套管公差表中删除了原标准易引起歧义的L4合格判定注释“在下述情况下L4是合格的:①若从管端至螺纹消失点平面(位于管子外径最大处)的距离在上述负公差内;②若从管 端至螺纹消失点平面(位于管子外径最小处)的距离在上述正公差内。”
2 技术内容的差异
2.1 圆螺纹牙型高度
标准在6.1.1将螺纹牙型高度公差从原来的+0.002 in/-0.004 in变更为±0.002 in(1 in=25.4 mm)。牙型高度校对块的V型槽牙底圆弧/削平尺寸做出了调整,变为和产品螺纹牙底圆弧/削平尺寸一致,对测尖磨损的控制变得更加宽松。但是管线管11V的牙型高度校对块的V型槽牙底圆弧/削平为0.002 1 in(0.053 mm)不合理,应当采用和对应产品一致的牙底圆弧半径/削平,为0.002 9 in(0.074 mm)。各种牙型高度槽深校对块详见表1。

表1 牙型高度槽深校对块
2.2 最后一牙完整螺纹位置
标准在6.3规定圆螺纹套管是最后一牙完整螺纹的位置在管端至最后划线(最后螺纹槽)长度L4-0.625 in处,标准变更前该位置为L4-0.500 in(12.7 mm)。对产品单项参数测量定位具有指导意义。变更后所有产品外螺纹的完整螺纹长度均可用L4-g来表示。
2.3 偏梯形螺纹锥度测量
标准在7.1.4规定“偏梯形螺纹量规的锥度由工作塞规和校对环规的大径圆锥与工作环规和校对塞规的小径圆锥直径的测量结果而定”。标准变更前为“偏梯形螺纹量规的锥度由大径圆锥或小径圆锥直径的测量结果而定”。
2.4 螺纹量规几何尺寸公差变化
圆螺纹套管和油管螺纹量规的槽宽公差变更为原来的2倍,槽直径、盘直径将标准给出值作为最大值进行控制,去掉了原来的公差。
3 新增加的内容
3.1 术语、定义和和缩略语
标准在第3章包含了定义(51个)和缩略语(共6个),对该标准中用到的术语和缩略语全部加以说明,便于读者对标准的阅读,第15版标准仅有定义5个。部分术语是从15版标准中保留下来的,如缺陷、缺欠等。增加的定义可分为3类,第一类是从原来标准正文中移到第4章来的,如螺距、锥度、牙型高度、黑顶螺纹,倒角等;第二类是引用API Spec 5B1中相同的定义,如机紧、最后刀痕、镗孔、承载牙侧面等,第三类是新增与检验内容相关的术语,如牙顶高、顶径、螺纹椭圆等。缩略语中新增的MOW表示量针顶点到校对块上表面的距离。通过该部分变更,标准的逻辑性更强,结构更加合理。
3.2 圆螺纹牙顶高测量及相关要求
标准在第4章增加了圆螺纹套管、外加厚油管、不加厚油管的螺纹牙顶高公差要求,均为±0.001 5 in。牙顶高是中径圆锥到牙顶的径向距离。所有圆螺纹均需测量螺纹牙顶高,偏梯形螺纹无需测量此参数。牙顶高具体测量见标准5.5 “牙型高度和牙顶高测量”。牙顶高测量仪与圆螺纹牙型高度测量仪结构相似,不同之处在于牙顶高为球形测头,牙型高度测量仪为锥形测头。牙顶高测量仪球形测头如图1所示。校对使用的牙顶高校对块与牙型高度校对块结构一致,V形槽相同,但U形槽高度不同。牙顶高标准块U槽高度为螺纹牙顶到螺纹凹槽放入最佳测针后测针最低点的高度,而非直接牙顶高的理论尺寸。标准同时增加最佳量针顶点到牙顶高校对块平面距离MOW的校准要求,如图2所示。标准规定量针直径和MOW公差均为5 μm。分析可知,量针直径将以0.75的系数影响MOW,对量针直径规定公差为5 μm不合理,应限制在2 μm以内,国内外的2级量针即可满足该精度要求。标准同时对螺纹牙型高度校对块也要求对MOW项目进行校准。
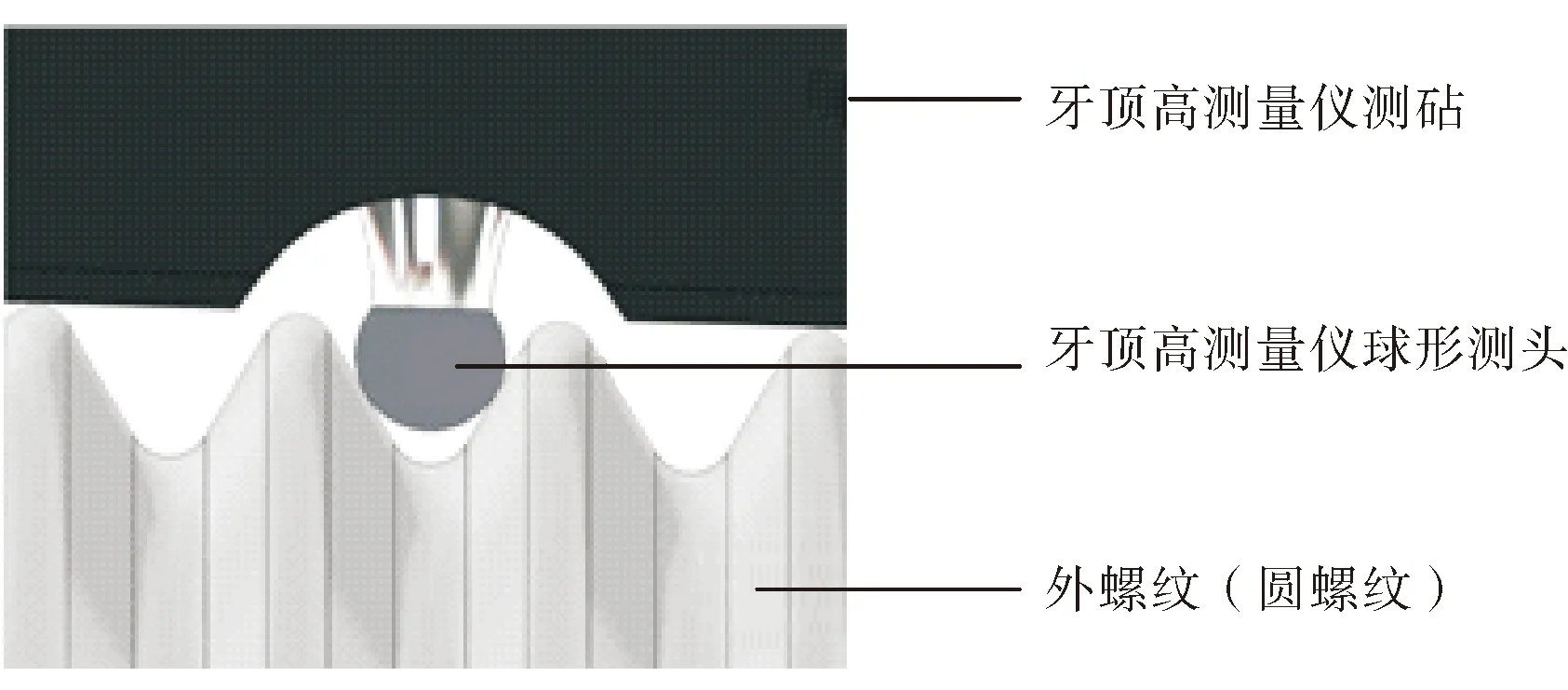
图1 牙顶高测量仪球形测头
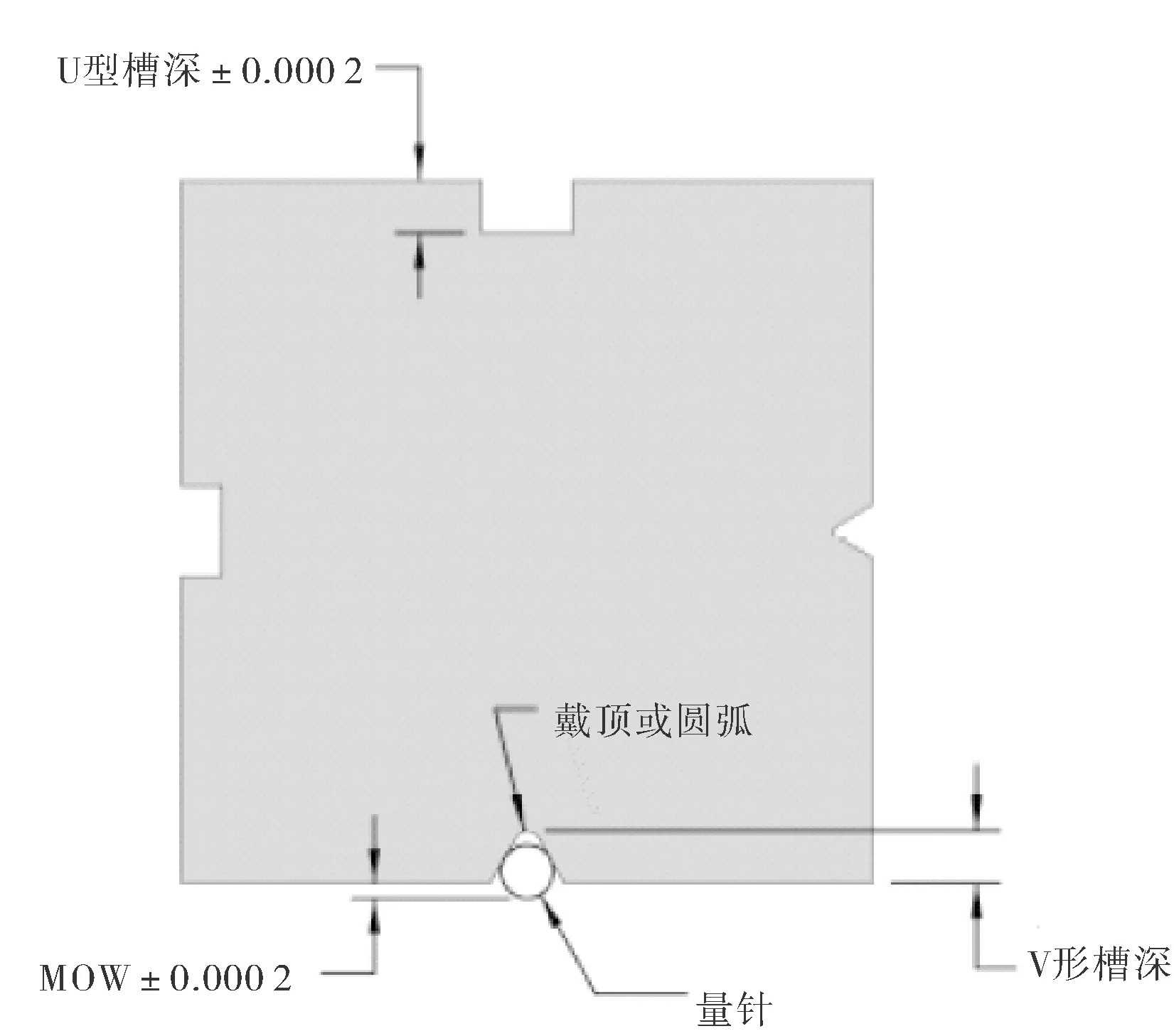
图2 圆螺牙顶高校对块MOW
3.3 螺纹顶径、螺纹椭圆的测量及相关要求
标准在第4章增加螺纹平均顶径、螺纹椭圆度的公差要求,详见表2。平均顶径是指特定平面测量所得的顶径最大值和最小值的算术平均值,平均顶径应在管子离开卡盘之后(或者卡盘之外)测量。螺纹椭圆度是测得的螺纹顶径的最大值和最小值的差值。标准第4章中螺纹椭圆度公差未区分内外螺纹,均按外径壁厚比D/t是否小于20分为两种情况。这和标准6.1.7中规定的接箍内螺纹椭圆度极限偏差为D×0.003 in相矛盾。建议生产企业内螺纹的椭圆度公差按照6.1.7从严进行控制。标准在第1章范围明确规定螺纹尺寸没有进行详细规定的(或表示为不适用)的不进行顶径、椭圆度的检验。所有规格套管(圆螺纹和偏梯),规格≥4的 不加厚油管,规格≥2的 外加厚油管需要进行螺纹顶径、椭圆度测量。除此以外的小规格油管、所有规格的管线管无需测量这两项参数。

表2 平均顶径、螺纹椭圆度的公差要求 in
API Spec 5B在第4章增加螺纹顶径测量位置及其名义尺寸。顶径测量位置规定外螺纹顶径(大径圆锥)C10定义在距端面L10处,内螺纹顶径(小径圆锥)C12定义在距端面M12处。偏梯形黑顶螺纹可能延伸至L10范围内,标准6.1.3规定在这种情况下螺纹顶径测量应保证量规螺纹靴不少于50%位于全顶螺纹之上。否则顶径应在L10之外的其它位置测量,顶径尺寸应作相应调整。标准并未给出顶径测量的详细的操作步骤,仅在6.1.4规定顶径测量仪的安装及使用详见量具制造厂商提供的使用说明书。标准在7.1.11顶径量规标准块标记中规定用于模拟螺纹顶径尺寸C10和C12的合格参考平面,其尺寸精度应保证在±0.000 3 in(±0.007 62 mm)范围内;用于模拟L10和M12位置的合格参考平面,其尺寸精度应保证在±0.000 5 in(±0.012 7 mm)范围内。
外螺纹的顶径测量位置距离小端面L10(LC-0.312 5 in),内螺纹顶径测量位置距离接箍端面M12(M+0.5 in)。在该标准发布前,量具制造企业生产的顶径标准杆确定的圆螺纹的外螺纹测量面为L1,1:16偏梯形外螺纹测量面为L7-0.5in,1:12偏梯形外螺纹测量面为L7,与该标准规定的测量平面不一致。由于圆螺纹在LC长度范围内不允许存在黑顶螺纹,偏梯形螺纹LC长度范围内,允许存在两牙黑顶螺纹,但黑顶螺纹的长度不能超过管子圆周长的25%。因此标准规定的顶径测量平面更加合理。需注意,标准发布前量具制造企业生产的外螺纹顶径标准杆不符合新标准的要求,不能继续使用。标准发布前生产的内螺纹顶径标准杆尺寸符合新标准的要求,可以继续使用。
标准同时给出了外螺纹端面出顶径C9(即外螺纹小端大径)和接箍端面顶径C11(即内容大端小径),这两个尺寸对螺纹加工制造时非常有用。其计算公式详见表3。

表3 外螺纹端面出顶径和接箍端面顶径计算
3.4 椭圆度对紧密距的影响
标准在6.1.8螺纹椭圆度对紧密距的修正中给出了相关计算公式来说明二者关系,见公式(1)。螺纹椭圆度导致的紧密距变化的结论引自美国石油学会 1985年WG3037工作组的研究成果。
SO=紧密距公差+[OV/(锥度×2)]
(1)
式中:SO是最大允许紧密距,由紧密距公差和受螺纹椭圆度影响的紧密距相加取得,in;OV是测得的螺纹椭圆度,in;锥度是规定的螺纹锥度,in/in。
该公式中的紧密距公差是标准6.1.10中表28规定的紧密距公差,是针对螺纹不存在椭圆的情况下的公差,即平均顶径对应的紧密距公差。从平均顶径的定义可以得到公式(2)。将公式(2)对应的径向尺寸换算到螺纹轴线上,即可得到公式(1)。受螺纹椭圆度影响,紧密距值增大。最小紧密距值不受影响。
螺纹最大顶径=平均顶径+螺纹椭圆度OV/2
(2)
为方便标准使用者直接查阅,标准中表25为计算出的各规格套管最大椭圆度要求,同时标准中表26、表27给出了外螺纹椭圆度对应的最大允许紧密距值。以常见的139.70×7.72 mmLC为例计算最大允许紧密距。t≥0.275 in,管子允许的最大椭圆度为0.017 in,最大紧密距可达6.63 mm。最小紧密距仍为-3.18 mm,整个紧密距范围可达9.81 mm,范围较大。因此建议生产企业先按照标准6.1.10给出的紧密距公差要求进行控制,如果单根管子紧密距超上差,在工厂切头重新加工;在现场考虑椭圆度影响带来的附加公差,看是否合格。标准中表26、27均标明对外螺纹适用,用注释的方式说明内螺纹紧密距不随螺纹椭圆的变化而变化。这一点显然不合常理,API已经在着手修订这两个表格,增加螺纹椭圆对接箍内螺纹的影响。
3.5 偏梯形螺纹槽宽通/止量规要求
标准在第4章偏梯形螺纹公差表中增加了对偏梯形牙型厚度的公差要求。标准5.7偏梯形单表牙型量规中对螺纹牙形量规分为在牙底测量(规格4~13)和牙顶测量(规格不小于16)2种方式。标准中新增了偏梯形螺纹槽宽通/止量规,如图3所示,但是未能给出量规的公差。

图3 偏梯形螺纹牙槽宽通/止量规
4 API Spec 5B的错误、缺陷和修改建议
由于该版标准新增内容较多,变化较大,其中的差错,缺陷、不严谨的地方不少,给标准的使用者带来不少困惑,标准使用者在使用标准时要结合标准的勘误1,更正标准中错误内容后再使用,以免造成不必要的经济损失。标准勘误1中就标准中的绝大部分错误进行了更正,但仍有部分不完善的地方,现整理汇总,同时给出修改建议,详见表4。
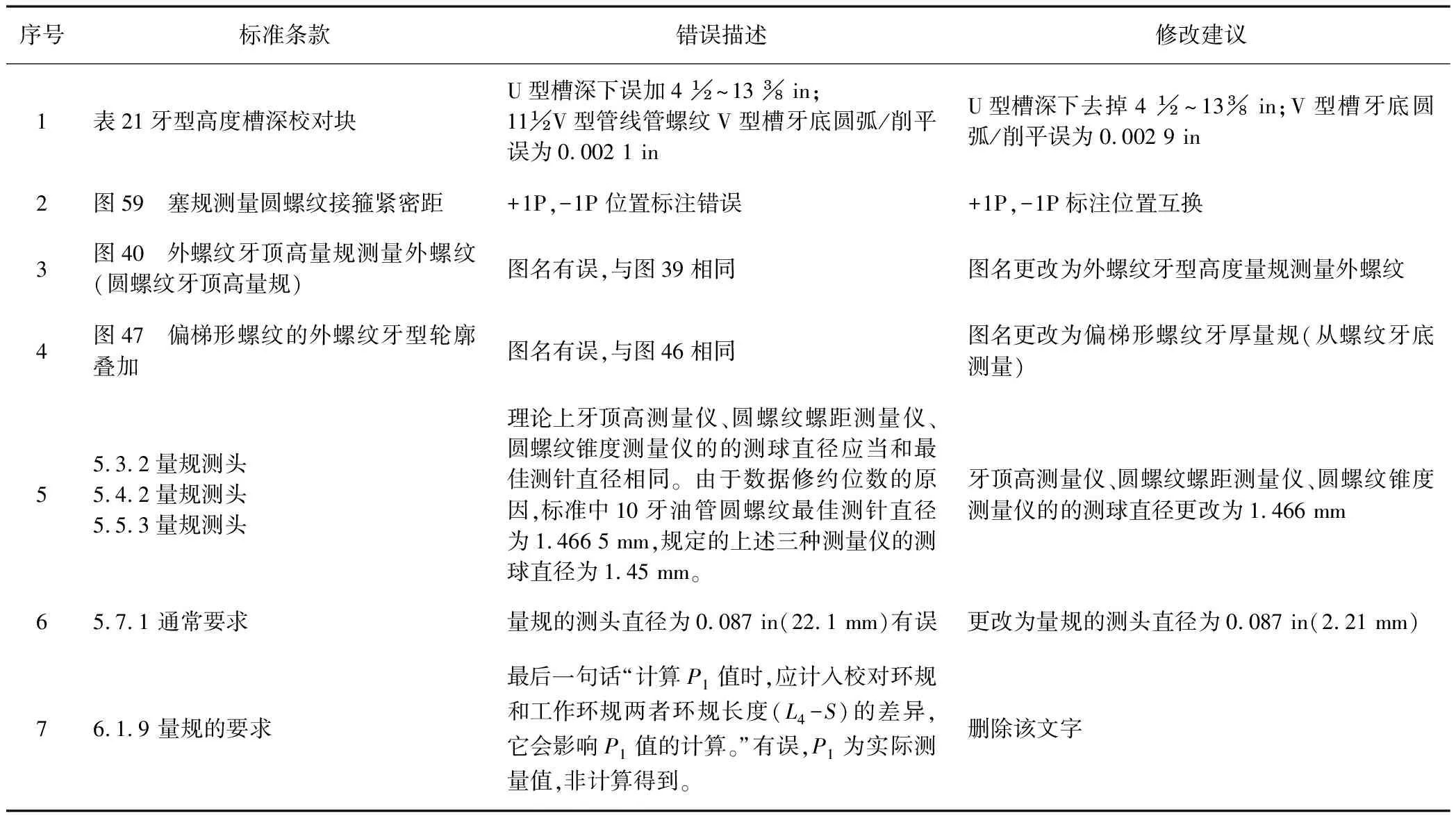
表4 标准中的错误及缺陷
5 对16版标准实施的应对措施
16版5B标准发布后,受到油套管生产企业、油田用户、量具制造企业、质量检验机构的广泛关注,各方应在配备新版5B标准后通过人员培训,交流学习的方式准确理解标准,掌握新增量具的使用方法,严格执行新标准的相关要求。面对新增的检验项目,相关方应当尽快购置符合标准要求的量具,及时更新检验工艺卡、检验记录。增加新检验项目后势必导致检验效率的降低,如何结合自身实际,制定合理的检验比例、进行检验,从而确保产品质量。对于标准新增的螺纹牙顶高测量仪、顶径测量仪、偏梯形螺纹槽宽通止量规、牙顶高校对块、顶径校对块/杆、圆螺纹牙型高度校对块新增的MOW校准项目如何进行校准,并确保校准精度符合标准要求,校准机构也应进行充分考虑,制定切实可行的校准方法。
6 结 论
1)第16版和15版相比较,主要技术内容存在一定差异,对圆螺纹牙型高度公差,牙型高度校对块的V型槽牙底圆弧/削平尺寸进行了修改。
2)API Spec 5B增加螺纹牙顶高、螺纹顶径、螺纹椭圆度等检测项目,考虑椭圆度对紧密距的影响,用有利于进一步从严控制产品质量,但会导致检验效率降低。
3)API Spec 5B存在一些错误和缺陷,本文予以指出,并给出了相应的修改建议。标准使用者应当结合标准勘误1更正标准中的错误后正确使用标准。
4)API Spec 5B工作组后续会对各方反馈的修改建议持续对标准技术内容进行完善,API可能还会发布相关的勘误,请标准使用者密切关注。
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
重型机械(2020年3期)2020-08-24
山东工业技术(2017年20期)2017-10-17
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
综合智慧能源(2017年10期)2017-01-18
文体用品与科技(2016年22期)2016-03-14
综合智慧能源(2016年1期)2016-02-03
人间(2015年10期)2016-01-09
中国塑料(2015年9期)2015-10-14
