
大型异型钢管格构柱现场拼装技术
2018-11-26 08:36郑育军李宗平王培清
浙江建筑 2018年11期
郑育军,李宗平,王培清,柴 磊
(浙江省建工集团有限责任公司,浙江 杭州 310012)
随着我国钢铁工业的发展,钢材在建筑业中的应用亦有很大的变化。国家建筑技术政策由以往的限制使用钢结构转变为积极合理推广应用钢结构,从而大大推动了建筑钢结构如雨后春笋般地快速发展。大型构件的现场拼装已成为钢结构安装的重要工序之一,该工艺已成功地应用到国内影响较大的代表性、标志性工程钢结构安装当中。根据以往类似工程的成功经验,大型构件的现场拼装大大降低了构件的加工和运输难度,于质量、安全、工期和施工成本控制等均有利。
1 工程概况
杭州火车东站是“长三角”重要的现代化综合交通枢纽,集客运专线、城际铁路、磁浮交通、干线铁路、地铁、公交、运河游船等多种交通形式和配套服务设施于一体。火车东站的建筑灵感取自“钱江大潮”, 整个建筑群(站房及站台雨棚)既具有杭州柔美优雅的地域特征,同时,也有杭州从“西湖时代”迈向“钱江时代”的豪迈大气,在设计中充分体现杭州“精致和谐,大气开放”的城市形象,体现面向未来的时代精神。建筑主体呈现“圆润流畅”的形态,中间高、两侧低的造型优美而富有流动感,仿佛钱塘大潮一般。
杭州东站主站房平面尺寸284.7 m×514.8 m。钢结构主要由三大部分组成,分别为地下部分、高架候车层部分和屋盖部分。其中地下部分包括大直径钢管柱,还有轨道层大截面焊接H型钢钢骨、纵横梁格。高架候车层包括9.75 m标高层大跨度型钢桁架和商业夹层钢梁。屋盖系统包括复杂的变椭圆截面椎管柱、钢管格构柱和屋盖管桁架结构体系。见图1。
由于钢管格构柱截面过大,受到运输限制,故采用现场拼装的方法。本现场拼装施工技术以GKZ4为例,对其现场拼装加工技术进行阐述。
2 钢管格构柱结构介绍
屋盖大跨度钢管桁架结构分解图(包括偏心椭圆台钢柱、钢管格构柱和屋盖结构)见图2。其屋面为圆弧形,最高点标高为39.30 m,最低点标高为22.05 m。站房屋盖东西两端为大型钢管格构柱。钢管格构柱采用较大直径钢管密排。钢管格构柱有两种,分别为GKZ4、GKZ5,下面以GKZ4为例介绍其结构概况。该格构柱垂直高度29.474 m,最宽处达23.782 m,重量达133.134 t。

图1 杭州东站主站房正视图

图2 屋盖大跨度钢管桁架结构分解图
钢管格构柱GKZ4主要杆件规格及材质见表1。

表1 钢管格构柱GKZ4主要杆件规格及材质
根据现场拼装场地和吊装设备情况,将钢柱分成三段进行吊装,钢柱在地面进行整体拼装,钢柱示意图及现场吊装分段点见图3、图4。
3 现场拼装施工技术[1]
3.1 拼装前的准备
1)应选择平整的拼装场地,并在胎架底部应铺设厚钢板或设置H型钢, 以增加其承压面积, 钢板或H型钢下面应填实;

图3 钢柱示意图 图4 现场吊装分段点
2)放样和检测所使用的卷尺必须与业主提供的标准尺进行比对,如业主未提供标准尺,应与公司标准尺(公司标准尺需与国家或地方检测机构标准尺进行对比,并已标明偏差)进行比对,并贴上比对后的正负偏差。测量时应根据偏差对长度进行修正。用卷尺测量较长距离时,应用拉磅进行(一般25 m以下拉5 kgf;25~50 m拉10 kgf)。
3)拼装前应按图纸中心线投影尺寸1∶1放出大样,再根据设计图纸划出弦杆分段点(划分段尺寸时,均应从原点开始;不得分段测量, 以免造成累积误差),放大样时应预放焊接收缩余量(预放余量应根据焊接接头数量而定,一般每个接头预放余量1~2 mm)。
4)放样完成后需复合放样尺寸(露天场地测量时间宜在日出前、日落后定时进行),确认无误后由质检人员对大样进行检验,检验合格后,根据所放大样搭设胎架。
5)搭设胎架时,胎架应满足构件结构、重量、截面等需求。胎架之间距离不应过长(一般控制在2~3 m),直弦杆上应不少于2个支承点。弧形弦杆上不得少于3个支承点。
6)胎架的布置要以满足杆件稳定,避免碰到交叉杆件为原则。
7)立好胎架柱后,用水准仪在每根胎架柱上划出水平线,以作为胎架牛腿标高的基准。
8)拼装前,应保证所有部件都已齐全。拼装时,应控制连接处的密合性并应保证焊接坡口间隙适宜。
3.2 现场拼装施工步骤
拼装施工现场见图5。
3.2.1 格构柱平面放样
1)根据设计图纸,放出钢柱平面投影大样线。
2)放样线应准确、清晰,放出各杆件的中心线和分断点[2]。见图6。

图5 拼装施工现场

图6 钢柱平面投影大样线
3.2.2 格构柱胎架制作
1)根据钢柱大样线搭设拼装胎架。
2)胎架搭设时,先立胎架柱,用水准仪在胎架柱上统一划出水平基准线。
3)根据胎架柱上的水平基准线,搭设胎架梁,局部无法搭设胎架梁或与内部腹杆相碰处设临时支撑。见图7。

图7 胎架柱搭设大样图
3.2.3 格构柱下段弦杆拼装
1)杆件拼装前,可将地坪投影大样线驳到胎架梁上,以方便弦杆定位。定位完成后,应用铅垂复测杆件与地坪大样线的吻合程度。
2)胎架梁上可设置V型垫板,以避免杆件滚动移位。见图8。

图8 格构柱下段弦杆拼装
3.2.4 格构柱下段环形腹杆拼装
1)根据弦杆和地坪投影大样线进行环形腹杆定位。
2)拼装完成后,进行复测,确认准确无误后进行定位点焊。点焊高度应不大于焊缝的1/2。见图9。
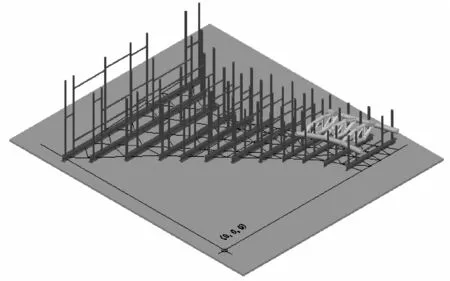
图9 格构柱下段环形腹杆拼装
3.2.5 格构柱下段其他腹杆拼装
1)根据弦杆、环形腹杆和地坪投影大样线进行腹杆定位。
2)拼装时,应合理安排杆件的拼装顺序,先拼装空间位置小、杆件直径大的杆件,以确保所有杆件均能准确地完成拼装。
3) 拼装完成后进行点焊。见图10。
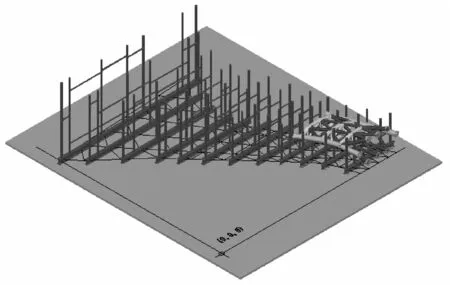
图10 格构柱下段其他腹杆拼装
3.2.6 格构柱中段弦杆拼装
1)以地坪投影大样和下段钢柱弦杆为基准进行中段钢柱弦杆拼装。
2)拼装时,两段弦杆对接口的错边和离缝应控制在允许偏差范围内。
3)拼装完成后,可在两段对接口处进行点焊,以起到临时固定、避免弦杆移位的作用。见图11。

图11 格构柱中段弦杆拼装
3.2.7 格构柱中段环形腹杆拼装
拼装注意事项参见格构柱下段钢柱环形腹杆拼装要求。见图12。

图12 格构柱中段环形腹杆拼装
3.2.8 格构柱中段其他腹杆拼装
1)中段钢柱拼装完成后,可进行下段钢柱焊接。
2)焊接时,应采取从中间向两边或四周扩散的顺序进行,并应同时采用间隔焊法(即一个节点焊接完成后,跳过与之相邻的节点,使前后焊接的节点之间间隔1~2个节点,最后再焊接这些节点),以减少焊接变形和避免焊接应力集中。见图13。
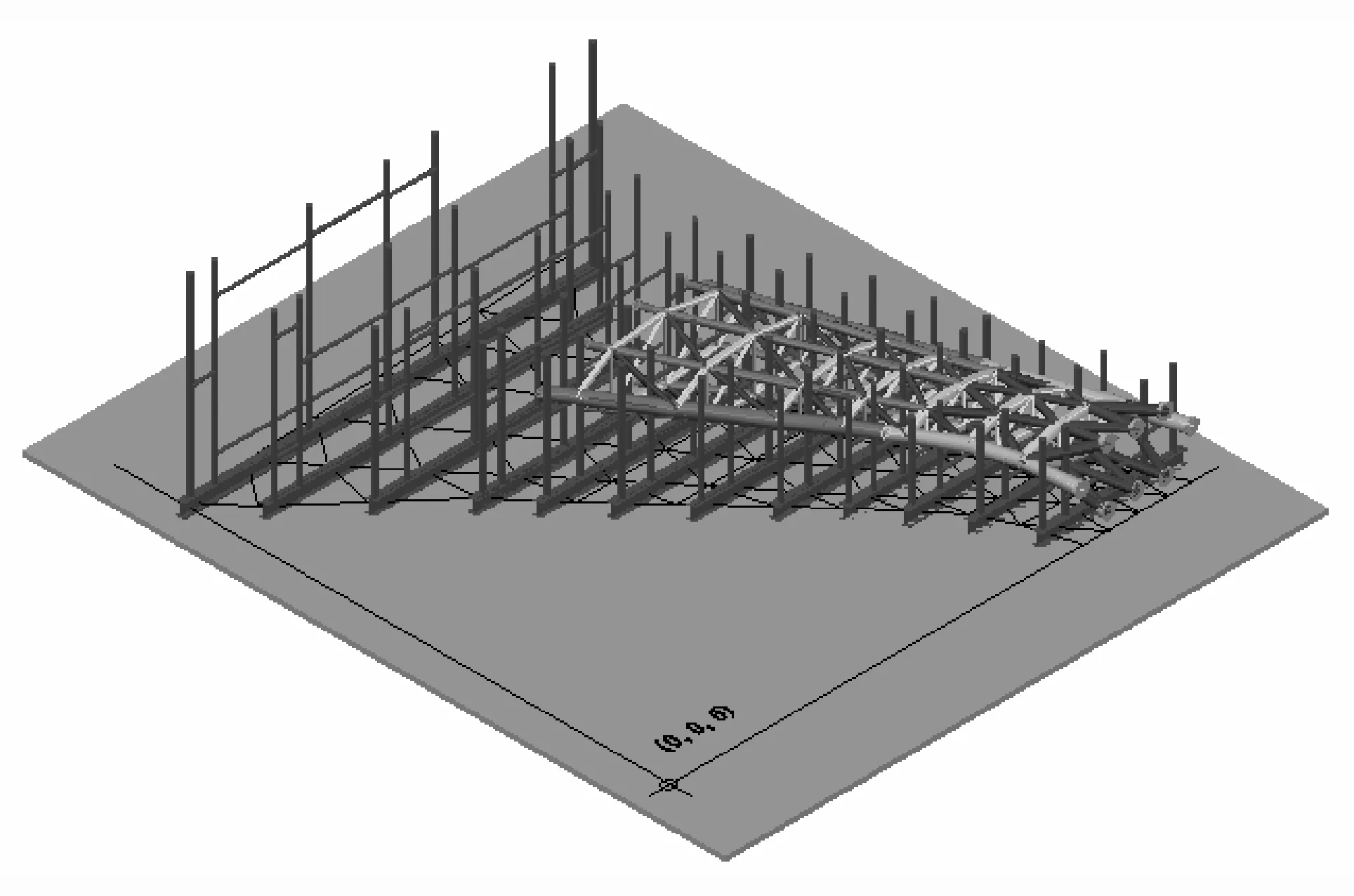
图13 格构柱中段其他腹杆拼装
3.2.9 格构柱上段弦杆拼装
1)上段钢柱拼装空间高度较高,应做好安全防护。
2)弦杆局部分叉部位,加设临时支撑。
3)弦杆之间的竖向腹杆可同步进行拼装。见图14。
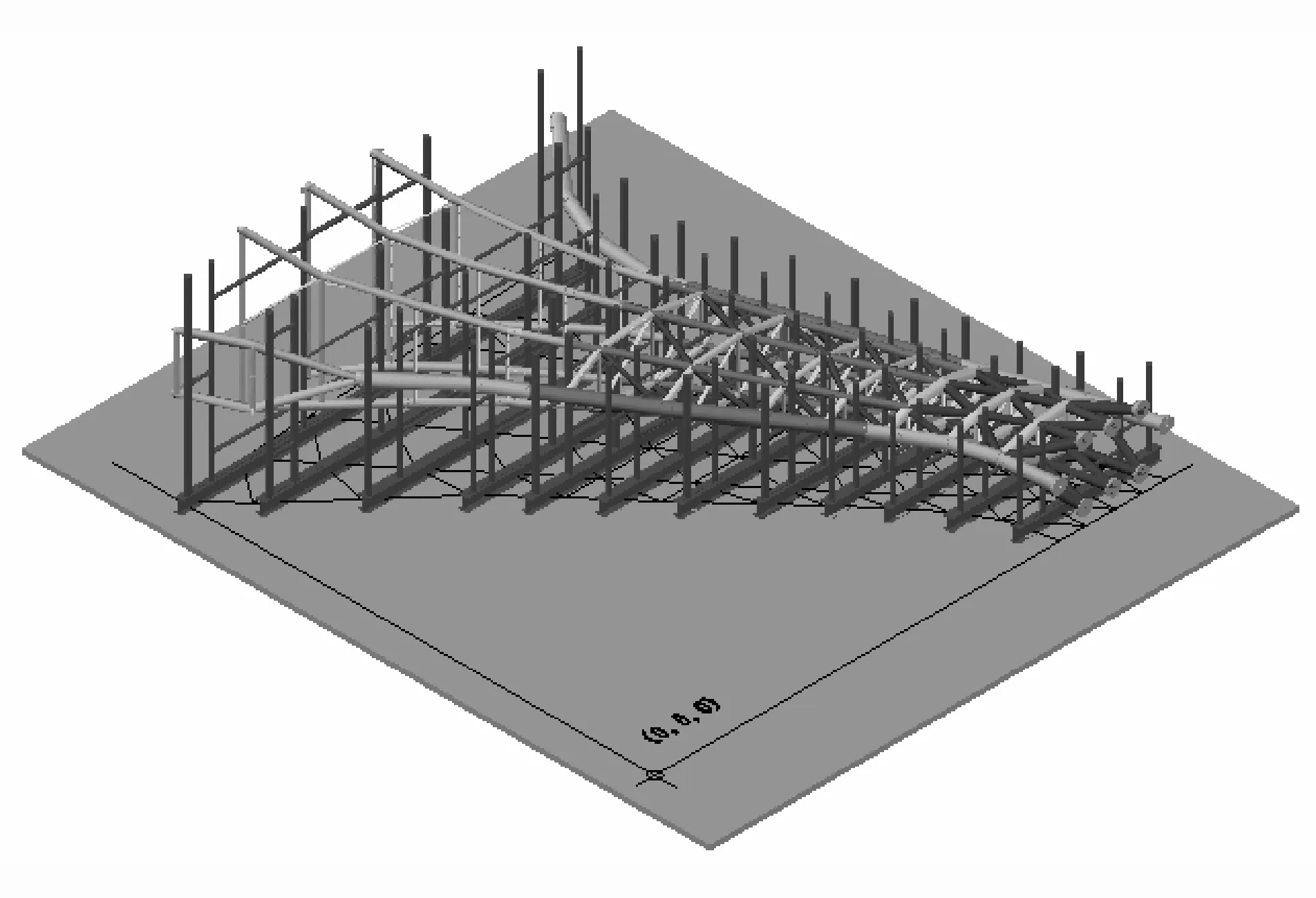
图14 格构柱上段弦杆拼装
3.2.10 格构柱上段环形腹杆拼装
格构柱上段环形腹杆拼装见图15。

图15 格构柱上段环形腹杆拼装
3.2.11 格构柱上段其他腹杆拼装
1)上段钢柱拼装完成后,可进行中段钢柱和上段钢柱的焊接。
2)焊接完成后,应对钢柱整体外观尺寸进行复测,并在各段钢柱弦杆对接口处打上冲印,合格后,可进行脱模。见图16。
4 结 语
1)站房西侧屋盖4根钢格构柱已顺利吊装完成(图17),通过实践证明,本次现场拼装施工技术根据格构柱的受力特点进行的分段拼装,安全可靠,施工便捷,吊装方便,并较好地控制了施工成本[3]。
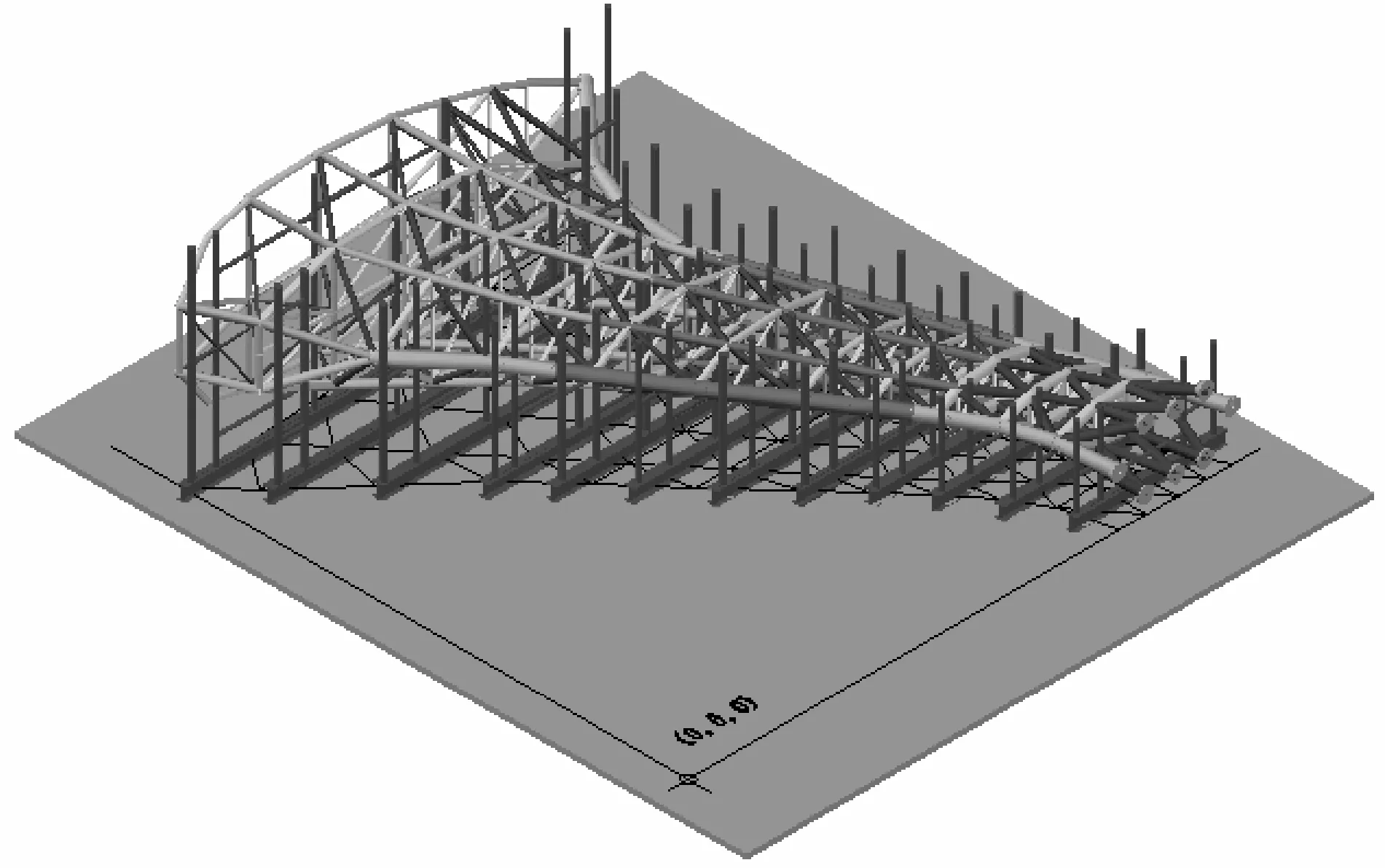
图16 格构柱上段其他腹杆拼装
2)本次施工技术中对于大体积格构柱胎架的放线、拼装等工作是进行格构柱拼装的重要技术保障,合理、科学、准确的胎架,是保证传力合理、变形可控、确保格构柱拼装成功的保证。
3)根据本工程异型格构柱体积大、重量大的特点,采用现场拼装的施工工艺,安全、高效,并确保了工程质量,同时,为此类大体积异型格构体系的施工提供了一定的参考。杭州东站已于2013年完成验收并且通车运行,至目前为止,主站房使用情况良好,各方面运转正常。

图17 GKZ4吊装完成后图片
猜你喜欢
中国设备工程(2022年4期)2022-03-08
船舶标准化工程师(2022年1期)2022-02-17
山西建筑(2021年19期)2021-09-23
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07
山东建筑大学学报(2020年3期)2020-07-05
造船技术(2019年5期)2019-11-12
中国房地产业·中旬(2019年9期)2019-10-21
电子制作(2018年22期)2018-12-21
装饰装修天地(2018年19期)2018-10-21
船舶与海洋工程(2016年2期)2016-09-12
