
滚塑PE发泡技术研究及其应用
2018-12-21 02:22江财明
橡塑技术与装备 2018年24期
江财明
(上海心尔新材料科技股份有限公司,上海 201405)
滚塑成型工艺主要应用于大型复杂中空塑料制品的生产,例如:海绵城市大型雨水收集储罐、化工储罐、保温箱、军用包装箱、导弹箱、浮箱、汽车外壳、中小型船艇等。在追求轻量化的同时,有些制品对机械性能[1]、抗冲击性能、隔热保温性能等提出了更高的要求。为满足不同制品在性能的特殊要求,滚塑领域常用的发泡材料有EPS、PU、PE等。各发泡材料的应用领域及区别如表1所示。
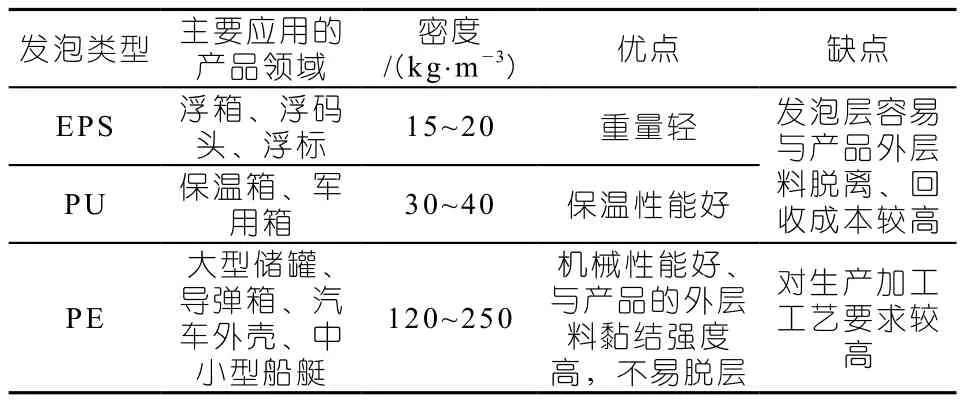
表1 EPS、PU、PE发泡材料的应用及区别
EPS和PU发泡是在产品完成后,将产品固定在发泡夹具内,对产品内部中空部位进行填充发泡料,发泡材料经过物理或化学反应发生膨胀,在夹具的定型作用下,完成制品内部中空的发泡填充,其生产工艺相对比较简单,应用也比较成熟。但PE发泡需要在滚塑成型过程中完成,因此,加工性相对复杂,对滚塑设备的要求较高,尤其是对制品的成型温度控制要求非常严格。在滚塑行业内,很多原料供应商介绍PE发泡材料是采用一步法进行生产的,但是,实际情况却存在一定的差异。因此,本文主要介绍的是PE发泡技术,包括PE发泡材料选择、生产工艺流程及其在不同滚塑制品方面的应用。
1 PE发泡材料选择
目前PE发泡材料已经比较成熟,国内供应商有上海心尔新材料科技股份有限公司、北京低碳新材料科技有限公司、道达尔公司等。对于生产厂家来说,一般应选用发泡后无刺鼻性气味的发泡材料,如果发泡后含有刺鼻性气味,说明该发泡料使用的发泡剂较差,对发泡后的泡孔均匀性及产品的整体性能有一定的影响。
除此之外,在使用PE发泡材料时,还需考虑发泡材料的发泡倍率。发泡倍率越小,其成型越容易控制,发泡也会越均匀。对于大型的储罐或中小型船艇,一般选择的发泡倍率为4~6倍率,因为产品尺寸较大,产品整体的温度均匀性控制越困难。如果选择高倍率的发泡料,将导致产品内部PE发泡壁厚严重不均匀,影响制品的收缩率,会引起制品变形,同时对制品的机械性能也有较大的影响。对于双层结构的制品,内外壁间距不大的,例如大型包装箱,一般要求其内部空间需填充满发泡材料,所以在选择PE发泡材料时,一般选择6~8倍率的发泡材料,否则难以填充满泡沫。
发泡材料的颗粒大小以1~2 mm圆球形的最佳,但是这种颗粒大小的PE发泡料对供应商来说加工难度较大,需要对加工设备进行改造升级。大多数企业都是使用大颗粒的发泡粒子进行磨粉,然后再进行发泡加工。从国外进口的发泡料有些是已经磨好粉的,发泡料的磨粉粒度一般为10~30目。
2 PE发泡生产工艺流程及注意事项
很多文献中都介绍了PE发泡成型技术,尤其是一步法滚塑发泡成型技术[2~3],也介绍了其成型的工艺过程及其成型设备,但绝大多数都是停留在理论研究或实验阶段,并没有结合实际生产情况(批量化生产)进行阐述。PE一步法发泡成型技术确实是可以做到的,但并不适合于全部的滚塑制品。对于结构简单,尺寸较小的滚塑制品,采用一步法滚塑成型完全可以达到要求,如图1所示。但在产品的批量化生产中应用很少采用,其生产工艺要求非常严格,制品的合格率低。但对于大型制品或形状结构比较复杂的制品,采用一步法滚塑成型
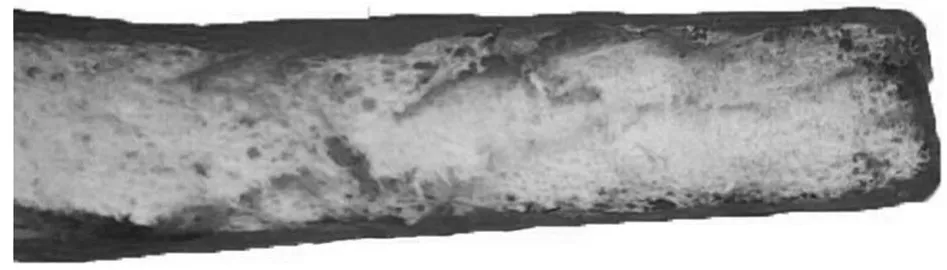
图1 一步法滚塑成型效果
容易造成发泡料冲破制品的外层料挤到产品表面或导致产品内部形成较大泡孔等,造成产品发泡不均,影响制品的收缩率,导致产品外表面变形,如图2所示。

图2 一次投料发泡缺陷
经过反复试验及经过多款产品的量产摸索,对于PE发泡成型,目前最适合采用二次投料法进行成型加工。产品的加工工艺流程如下:
外层料投料→合模→加热→发泡料进行二次投料→继续加热→冷却定型→开模→取制品
二次投料法进行PE发泡加工需关注以下几点:
(1) 由于模具温度较高,PE二次投料尽量选择自动二次投料装置(如图3所示),避免在二次投料时烫伤,采用自动二次投料装置既可以提高生产效率,又可以达到安全生产的目的。
(2) 滚塑制品如果采用常规的聚乙烯(非交联聚乙烯)生产的时候,当模内温度(并非模具或外层塑料的温度)达到125~135℃时,应开始对发泡料进行二次投料。如果投发泡料时的温度过高,将导致制品内表面发泡不均。
(3) 完成二次投料后,对模具的加热温度应降低10~20℃,确保发泡料充分均匀的到达产品内表面的任何一个部位,然后进行均匀发泡。
(4) 当模内温度达到175~180℃时,应停止对模具加热,进入保温阶段或进入冷却阶段。
(5) 发泡过程中,需注意保证模具的排气孔畅通,避免因排气孔堵塞造成模具变形甚至爆炸。
相比PE发泡一步法成型技术,采用二次投料法发泡生产的滚塑制品,外层料和发泡层往往界线比较清晰,产品每层的壁厚比较均匀,如图4所示。

图3 自动二次投料装置
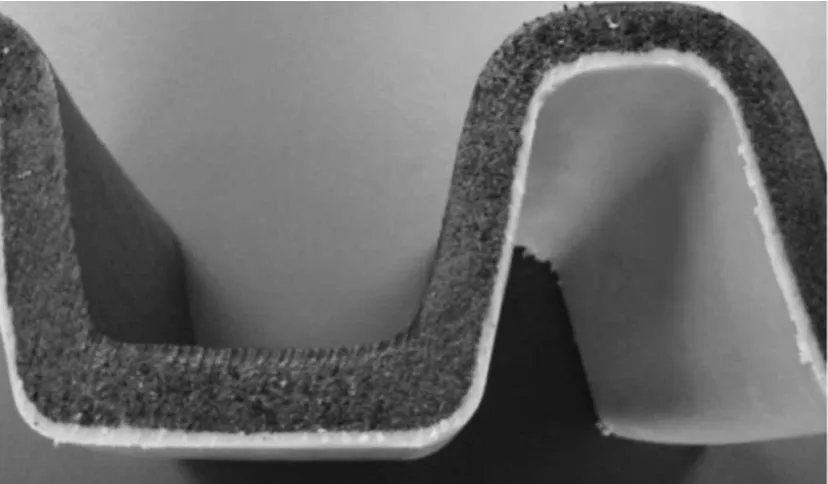
图4 二次投料发泡效果图
3 PE发泡技术的应用情况
PE发泡在滚塑行业实际应用有以下几种情况:
(1)在大型储罐方面的应用
对于大型储罐,产品要承受较大的液体静压力,如果采用单层壁厚,产品的厚度会加厚,增加产品的重量。壁厚越厚,对产品来说加工越困难。一般情况下,将产品设计为三层壁结构,即第一层和第三层为PE实心层,第二层为PE发泡层。如图5所示。
(2)在大型包装箱方面的应用
目前来说,对于大型军用包装箱[4](如图6所示),尺寸超过3 m的大多数都采用双层结构,内部填充满PE发泡,保证产品的刚性和强度,进而保证箱体的密封性能。
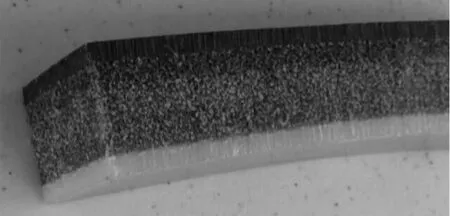
图5 三层结构

图6 大型军用包装箱
(3)滚塑新材料环保船艇方面的应用
上海心尔新材料科技股份有限公司自2013年开始研发滚塑新材料环保船艇,并于2013年生产出了中国第一艘永不沉没的游艇,如图7所示。目前,公司生产的所有高速船艇都采用A+B+A三明治结构,即外层和内层采用高强度聚乙烯合金材料,中间层采用PE发泡材料。

图7 滚塑新材料环保船艇
4 总结
对于滚塑生产厂家,当遇到单层结构的滚塑制品未能满足产品的性能要求的时候,可以考虑采用PE发泡技术进行增强改善。但并不是任何情况下都可以通过PE发泡技术进行改善,产品设计师需要结合制品的结构,需要计算单层壁厚时制品的强度和刚性,以及通过计算添加不同比例的发泡材料时产品的性能,找到最合理的产品壁厚解决方案。这样,PE发泡技术才可以起到增强产品机械性能的作用。对于生产加工工艺来说,当前的PE发泡技术还是应该考虑采用二次投料方式进行,但是生产操作方面会相对复杂。随着滚塑原料供应商对PE发泡料的进一步完善,以及滚塑设备温度控制性能的提高,一步法滚塑PE发泡技术将会逐步广泛应用于滚塑制品的生产。
猜你喜欢
化工管理(2022年14期)2022-12-02
煤气与热力(2022年4期)2022-05-23
无人系统技术(2022年1期)2022-03-24
粮食加工(2022年1期)2022-03-23
玻璃(2022年1期)2022-02-23
建材发展导向(2021年14期)2021-08-23
水泵技术(2021年4期)2021-01-22
广东造船(2019年6期)2019-02-12
计算机系统应用(2017年5期)2017-06-07
证券市场周刊(2017年3期)2017-04-01
