
超级奥氏体不锈钢管道UNS N08367焊接工艺研究
2019-01-07 09:31贺诚
金属加工(热加工) 2018年12期
■ 贺诚
超级奥氏体不锈钢指高合金、高性能的奥氏体不锈钢,还具有超低碳、超高洁净度和超高均匀性的特点,其耐孔腐蚀当量PREN≥40。与300系列(304L、316L、317L)奥氏体不锈钢相比,具有更高的强度和耐腐蚀性能,特别是Cl-的酸性腐蚀环境下具有较强抗点腐蚀能力、缝隙腐蚀、晶间腐蚀和应力腐蚀的能力。UNS N08367是美国Allegheny Ludlum公司研发的超级奥氏体不锈钢材料,其Cr、Ni、Mo三种元素的总含量超过50%,PREN≥40,广泛应用于海水脱盐淡化设备、海水管道系统、海水飞溅区的支撑和烟气脱硫装置等,在欧美国家常常被用于替代铜合金。
1.UNS N08367材料性能
(1)化学成分和力学性能 UNS N08367材料是通过氩氧脱碳法(AOD)或真空脱碳炉(VOD)精练技术对杂质元素进行了严格的净化处理,从而提高了材料的耐蚀性能。其化学成分和力学性能如表1、表2所示。
与300系列奥氏体不锈钢相比,N08367的Ni、Mo含量都有显著的提高,其合金含量超过50%。因此,N08367比300系列奥氏体不锈钢具有更高的抗拉强度和更优良的塑性。
(2)焊接性分析 U N S N08367超级奥氏体不锈钢是纯奥氏体组织,在焊态下有较好的塑性和韧性,焊接性与普通奥氏体不锈钢类似。另外,其合金元素的增加,使得熔化金属的流动性变得更差,焊接性比普通奥氏体不锈钢稍差。其主要问题是焊接热裂纹和接头的耐腐蚀性能。
焊接热裂纹:奥氏体不锈钢具有较高的热裂纹敏感性,热裂纹主要产生在焊缝及近缝区域。要防止N08367焊缝热裂纹的产生,应严格控制焊缝中的S、P、Si等杂质元素的含量,选用纯度较高的优质焊接材料。在焊接工艺上,尽可能的采用小的焊接参数,焊前严格清理坡口,保持坡口高清洁度,有合理的焊接顺序,减少焊接应力水平。
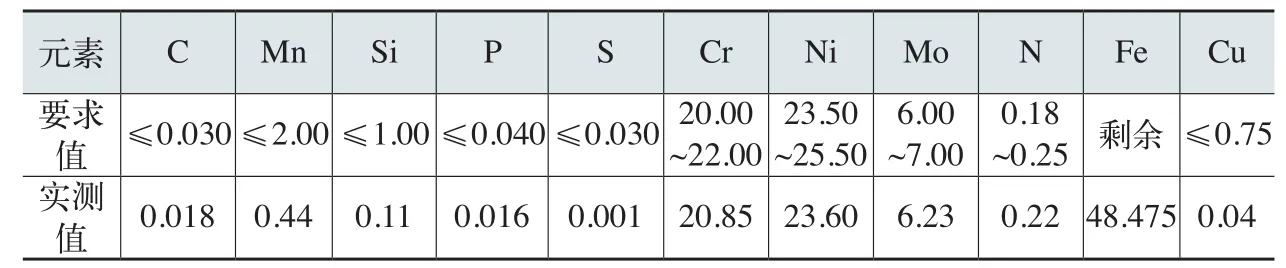
表1 UNS N08367 化学成分(质量分数) (%)

表2 UNS N08367 力学性能
焊接接头的耐腐蚀性能:N08367超级奥氏体不锈钢优良的耐腐蚀性能,决定了焊接接头需要有与母材一样的耐腐蚀性能。根据贫铬理论,在晶界上析出碳化铬造成的晶界贫铬是晶间腐蚀的主要原因。因此,选择超低碳焊接材料保证焊缝金属是超低碳的不锈钢,且焊接时应使用小的焊接参数。
2.焊接方法及焊接材料选择
(1)焊接方法 常用的奥氏体不锈钢的焊接方法均适用于N08367超级奥氏体不锈钢的焊接。对于管道材料,为保证根部焊接质量,易于单面焊双面成形,一般选用GTAW或GTAW+SMAW组合的焊接方法。对于管径小、管壁薄的选用GTAW焊接,对于直径大、壁厚厚的管道使用GTAW打底、SMAW填充盖面的方法。
(2)焊接材料选择 根据N08367超级奥氏体不锈钢的化学成分、力学性能以及焊接性的特点,在焊接材料的选择时需要保证其焊缝金属力学性能,同时要保证焊接接头的耐腐蚀性能与母材相当,焊缝金属的抗点腐蚀当量指数PREN≥40。焊接Mo含量为6%的超级奥氏体不锈钢,遵循“高匹配”原则,采用Mo含量达到9%的Ni-Cr-Mo系列镍基合金材料,以确保焊缝金属的耐腐蚀性能,例如NiCrMo合金系列焊接材料。同时,在焊接材料选择时还需要考虑焊接材料的经济性原则。
根据上述焊接材料的选用原则,AWS A5.14,AWS A5.11标准中材料的用途,以及管道焊接需要全位置焊接的工艺要求,NiCrMo-3,NiCrMo-10、NiCrMo-12系列焊接材料均适用于N03867超级奥氏体不锈钢的焊接。母材与焊条熔敷金属的化学成分、力学性能对比如表3、表4所示。
从表3焊条熔敷金属化学成分,可以计算出焊缝抗腐蚀当量指数如下:①ENiCrMo-3的P R E N=4 7~6 0.5。②E N i C r M o-1 0的P R E N=61.85~74.85。③ENiCrMo-12的PREN=49.64~60。
从经济性和焊接材料使用的广泛性考虑,NiCrMo-3型焊接材料可以满足N03867超级奥氏体不锈钢管道的焊接,即GTAW焊丝选用ERNiCrMo-3,SMAW焊条选用ENiCrMo-3。
此外,镍合金焊缝金属对气孔比较敏感,这是因为镍合金的固液相温度间距较少,而且液态金属的流动性比较差,若熔池中的气体来不及逸出,就可能被凝固在焊缝中形成气孔。因此,焊接过程中要注意坡口的清理和熔池保护、尽量减少气体元素来源,同时在操作过程中要使得熔池中气体有足够的时间逸出。
3.焊接工艺试验
(1)焊接试件准备 ①试件规格尺寸: NUS N08367,168.3mm×7.11mm管,长度:200mm 、2段,坡口形式为V形、坡口角度60°±5°、钝边1~2mm。②焊接材料:GTAW:E R N i C r M o-3、φ2.0m m,S M A W:E N i C r M o-3、φ3.2mm。③保护气体: 99.99%Ar。④组对要求:间隙2~5mm,错边量≤0.5mm,焊接位置5G。
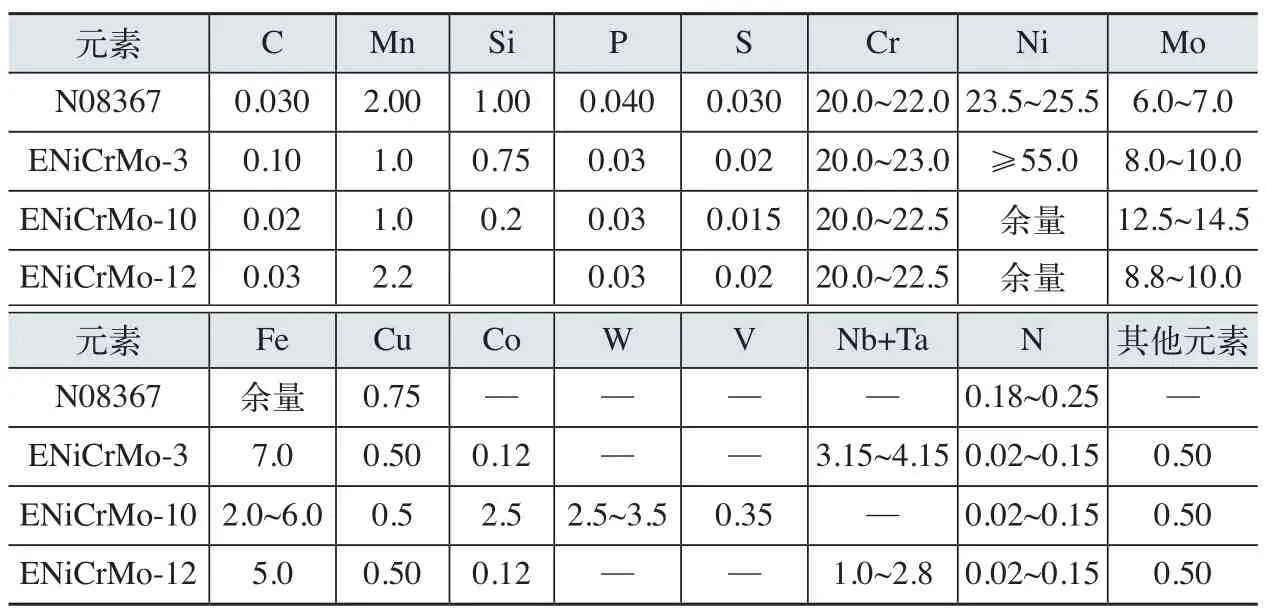
表3 母材与焊条熔敷金属化学成分对比(质量分数) (%)

表4 母材与焊条熔敷金属力学性能对比
(2)焊接参数 试件焊接参数如表5所示。
(3)焊接技术措施 第一,控制错边量≤0.5mm,焊接前使用不锈钢专用砂轮片打磨清理坡口及两侧,并用丙酮进行清理,确保坡口及两侧50mm范围内清洁无污物。
第二,采用GTAW焊坡口内点焊的方式进行定位焊,在管3点、9点、12点位置进行定位焊,长度为5~8mm 。
第三,严格控制保护气体纯度和保护质量,可采用测氧仪进行测量,背面充气至少5mm厚度以上方可停止充气保护,以防止背面氧化。
第四,严格控制热输入,起弧点应在焊接方向前方,收弧时应填满弧坑,避免产生弧坑裂纹。
焊条电弧焊采用短弧焊接,直线或小幅度摆动,每层应清理干净焊缝表面药皮。
4.试件检验及结果
根据标准规范及产品设计技术要求,对试验试件焊接接头进行无损检测、力学性能检测、金相检测和腐蚀试验结果如下。
(1)试件无损检测 试件焊缝表面呈现银白色或金黄色,表面无裂纹、咬边、未熔合的缺陷,焊缝余高未超过1~3mm,根部全焊透。按照ASME B31.1要求进行射线检测合格。
(2)力学性能检测 试件按照ASME IX卷要求进行取样和力学性能试验,取样位置如图1所示,各项检测结果如表6~表9所示。
第一,焊接接头横向拉伸试验。焊接接头横向拉伸试验按照AWS,焊接接头抗拉强度如表6所示,抗拉强度大于母材抗拉强度655MPa,结果合格。
第二,焊接接头弯曲试验。焊接接头横向拉伸试验ASME IX卷,弯曲直径4D。试验数据如表7所示,受拉面无裂纹缺陷,结果合格。
第三,冲击韧性试验分析。按照ASTM 923 对试件焊缝和热影响区进行夏比V型(Charpy V)冲击试验,试样尺寸为55mm×10mm×5mm,缺口位置分别为焊缝,熔合线+1mm、熔合线+3mm、熔合线+5mm, 4组冲击试样。冲击温度为-46℃,合格指标为冲击值≥54J。试验数据如表8所示,结果满足要求。
以GTAW+SMAW工艺评定试件为例,在400倍金相显微镜下观察组织(见表5~表7)。发现熔合线及熔合线+1mm、熔合线+3mm、熔合线+5mm的热影响区附近由于焊接热的作用使奥氏体晶粒重组晶粒变细,组织均匀。
(3)焊接接头金相检测 焊接接头金相检测如图2所示,组织为奥氏体组织,分布均匀,无杂质和非金属夹杂物。
(4)焊接接头腐蚀试验 主要是检测焊接接头抗点腐蚀能力,根据各种腐蚀试验的特点,试验方法按照ASTM G48 A法进行试验。腐蚀溶液为10%F e Cl3溶液,试样尺寸50mm×25mm×3mm,使用高精密电子天平进行称试样重,精确到0.001g。试样在50℃恒温水浴锅中进行腐蚀,腐蚀时间为72h。验收标准为计算腐蚀速率≤10mdd(毫克/(平方分米·日)),20×放大镜下观察试样表面不得出现明显点蚀。
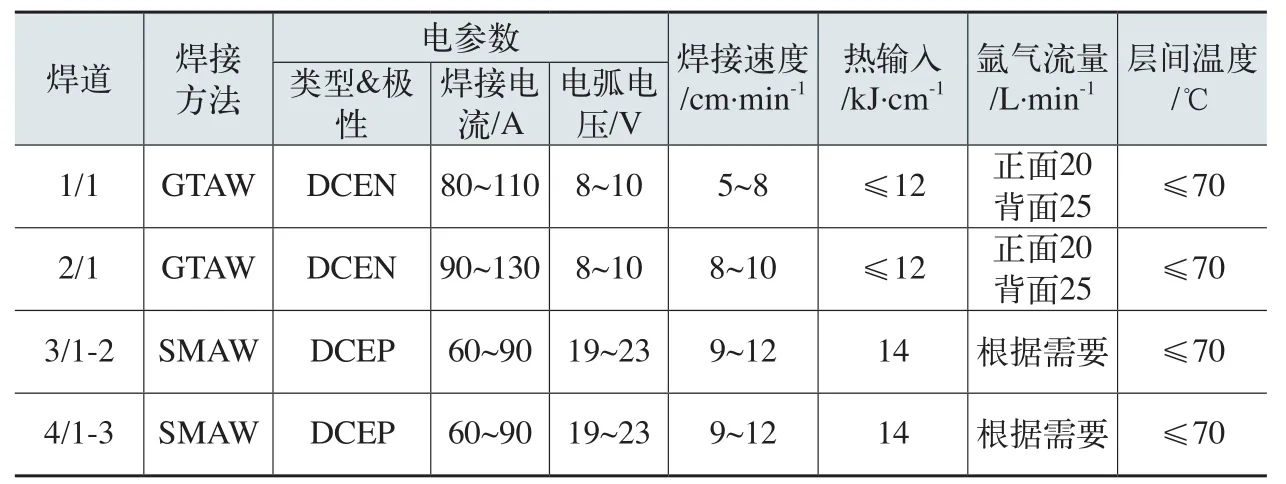
表5 焊接参数

表6 焊接接头横向拉伸拉伸试验数据

表7 焊接接头面弯和背弯试验数据

表8 焊接接头冲击试验数据
试验测量数据如表9所示,试样表面未见明显点蚀,腐蚀速率4.35mdd,<10mdd(要求值)。
5.产品焊接
根据上述试验结果制定产品焊接工艺,完成了φ6 0.3 m m×5.5 4 m m、φ1 6 8.3 m m×7.1 1 m m、φ508mm×9.53mm等规格的管道焊接,合计焊接200余道焊口,未出现热裂纹的情况,RT一次检测合格率达到98.6%。其中φ60.3m m×5.54m m的管接头使用全氩弧焊接,φ508mm×9.53mm大管采取两人对称焊接,减少应力和变形。
6.结语
(1)通过对超级奥氏体不锈钢UNS N08367材料焊接性分析,该材料焊接过程中易产生热裂纹的缺陷,特别是应力较大定位焊位置,以及根部焊道、弧坑等位置。选择合适的焊接材料、焊前严格清理坡口及合理的焊接顺序以减少接头应力,严格控制热输入及娴热的操作技巧,可以避免焊接过程中热裂纹的产生。

表9 G48 A腐蚀试验测量及计算数据
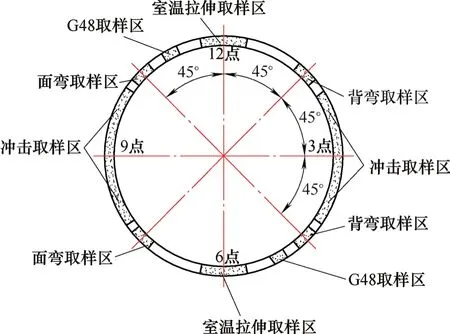
图1 焊接接头理化性能试验取样位置
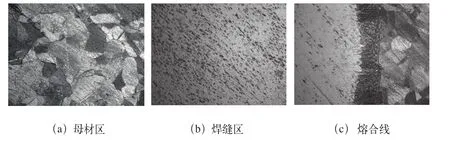
图2 焊接接头微观金相(400×)
(2)超级奥氏体不锈钢UNS N08367焊接接头的抗腐蚀性能是焊接工艺控制的重点。选择超合金化的焊接材料,遵循“高匹配”的原则,选择Mo含量达到9%的NiCrMo合金,在保证焊接接头强度的同时,提高焊接接头的抗腐蚀性能。
(3)ERNiCrMo-3氩弧焊丝、ENiCrMo-3焊条与其他系列焊材相比,在经济性、可操作性方面有一定的优势,是焊接UNS N08367超级奥氏体不锈钢接头的较为理想的焊接材料。
(4)可以在标准规范要求指标下,在焊接材料采购时,可进一步降低C含量以及S、P、Si等杂质元素的含量,以降低产生热裂纹的倾向,提高操作性;提高Al、Ti元素的含量,达到细化晶粒、提高焊缝金属的塑性。
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
中国特种设备安全(2022年3期)2022-07-08
中国金属通报(2022年1期)2022-06-02
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
中国新技术新产品(2020年6期)2020-06-19
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
汽车文摘(2015年6期)2015-12-12
应用科技(2015年5期)2015-12-09
