
高强度小直径压力钢管焊接技术
2019-01-07 09:32陈爱国贺振
金属加工(热加工) 2018年12期
■ 陈爱国,贺振
1.概述
我国抽水蓄能电站装机容量2303万kW,占全国电力总装机容量的1.5%。“十三五”将加快抽水蓄能电站建设,以适应新能源大规模开发需要,保障电力系统安全运行。而压力钢管作为电站引水系统中关键结构,工程量往往是上万吨,并且管线较长,施工非常集中。电站水头越来越高,用于钢管制造的材料也由强度级别较低的普通材料发展到大量采用强度级别为600MPa、800MPa的高强度钢,并逐步往1000MPa级方向发展。该类型电站的特点是水头高、压力大,钢管直径相对不大。
高强度小直径压力钢管在组装、焊接等方面难度超过了普通压力钢管,制造难度较大。本文从压力钢管制造流程着手,通过技术创新,提高了高强度小直径压力钢管制造质量、施工功效,进一步降低施工成本,有利于节能环保。
2.技术准备
钢管制造前,技术人员充分熟悉设计图样、技术规范和相关标准,为材料采购、下料、组装、焊接、消应、防腐及产品交付等提供技术支持。钢管制造所需技术文件包括:施工组织设计、钢板采购清单、工艺图、技术工艺文件、质量检验检测计划、质量检验检测表、发货清单及钢管安装说明等。
3.钢管下料及坡口开制
(1)钢管下料 小直径压力钢管排料时应根据项目的钢板运输条件,尽可能选择使用一张钢板卷制成形,减少吊装和焊接工作量,从而提高钢管制造质量。安徽绩溪抽水蓄能电站φ4.4m压力钢管选用一张钢板卷制成形,制造质量优良。
钢板切割下料可采用自动、半自动切割或刨边机、铣边机加工。钢板采用半自动切割机下料,应划出预留焊接收缩量的切割线,划线检查合格后,用红或白铅油标出钢管分段、分节、分块的编号和水流方向、水平和垂直中心线、灌浆孔位置,以及坡口加工角度、切割线等符号。不得在钢板表面打深度>0.5mm的冲眼。
在压力钢管工程量较大的项目上,可建设集中供气系统进行切割下料。集中供气系统操作安全简单,可实现不间断连续供气,保持气体纯度,气体压力稳定,便于安全风险管理,提高生产效率,是一种便捷、安全、节省成本的方式。
(2)坡口开制 600MPa和800MPa级别优先采用坡口机、铣边机加工,当采用热切割方法须将割口表面淬硬层、过热组织等用砂轮磨掉,磨削层厚≥1mm。
下料完成后,按工艺图进行坡口制备。钢管本体的焊缝要求高,焊接坡口的形式应严格按照设计图样、规范、焊接工艺评定等执行,一般为V形、X形,厚板焊接可采用U形坡口。
4.纵缝焊接
压力钢管纵缝焊接,采用气体保护焊打底、气刨清根、双面埋弧焊方法,埋弧焊的纵缝内侧焊可直接铺设轨道,为埋弧焊内侧平焊;但外侧平焊需要将焊缝转动到顶部位置,由于钢管属于弧面,2m以上施工属于高空作业,存在施工安全风险。采用一种可翻转的纵缝焊接平台,解决了施工安全问题,并提供了一个平稳的施工工作面,如图1所示。

图1 可翻转纵缝焊接平台
5.加劲环焊接
小管径压力钢管,尤其是抽水蓄能电站的压力钢管,加劲环数量多、分布密,焊接工作量很大。推荐采用一种新型的压力钢管加劲环自动化焊接设备,如图2所示。其原理如下:钢管卧放在滚轮架上面,在焊接操作机的横臂上装配特制的连杆,实现两台全自动CO2保护焊机在一道加劲环两侧同步起弧焊接,连杆可以上下左右方向粗调,焊枪也可以在上下左右方向微调,通过滚轮架滚轮的转动和气保焊机同时起弧的联动,实现加劲环整条角焊缝的焊接。这种方法只需要移动焊接操作机横臂,即可焊接不同位置的加劲环,钢管也不需要翻面,是一种安全高效的方法。这个新型的焊接装置,不但提高了焊缝外观质量,有利于焊缝质量控制,而且有效节省了人工成本,提高了生产效率,实用性强。

图2 加劲环自动化焊接
6.钢管大节组对
小直径压力钢管根据现场的运输和起吊条件,在制造厂内尽可能完成多的焊接工作,一般将设计单节组对成大节后出厂,减少安装现场的工作量。使用自动组对设备进行钢管环缝的组装,从而实现大节组对。拼装时将已焊好的单节压力钢管吊装到滚轮架上,通过操控一侧的带驱动滚轮架,使两节压力钢管靠拢。之后转动一侧的滚轮架调节焊缝间隙,待间隙初步符合要求后,通过调节滚轮高度使两节钢管一段范围内的间隙及错位达到规范要求,并进行定位焊接,如图3所示。

图3 钢管环缝自动组对
7.钢管环缝焊接
环缝焊接采用埋弧焊方法,施工难度比纵缝施工难度大很多,特别是高强度钢压力钢管环缝焊接的影响因素较多。传统制约因素主要体现在以下几个方面:将全位置焊接转化为平焊位置;钢管筒体在转动时的窜动;钢管筒体转动时焊剂回收难;高强钢环缝受热面不均匀,传统的磁铁吸附式加热方式在筒体转动后,线缆容易缠绕在一起。采取以下措施能有效解决压力钢管焊接技术难题。
(1)十字焊接操作机配合滚轮架的焊接方式 选用滚轮托架配合十字焊接操作机,同时在焊接操作机配备焊剂自动回收装置,有效地解决了焊接位置转化和焊剂回收难的问题。埋弧焊自动回收装置减少了人工清理和筛选焊剂的工作量,同时具有除尘功能,提高了焊剂的利用率,如图4所示。

图4 焊接十字操作机配合滚轮架进行埋弧焊焊接
(2)钢管防窜动装置 钢管在滚轮架上转动时会左右窜动,如果窜动量超过了埋弧焊枪头的调节范围,会影响焊接质量。防窜装置是控制钢管在滚轮架上转动时窜动范围,有效减少窜动量,保障焊机枪头和环缝中心线处于共面状态。
防窜装置有两种:一种是装配在管口处控制钢管窜动,另一种是装配在加劲环处控制钢管窜动,防窜装置是由支座、转轮、轴及轴承组成。
(3)使用弧形加热装置进行高强钢环缝预热 高强钢和较厚的低合金钢环焊接缝焊前应均需要进行预热,目前使用较多的是履带式电加热板,加热板长度为800~1000mm不等。以绩溪抽水蓄能电站为例,总长14m的焊缝需要覆盖14块加热板,加热板利用磁块吸附在焊缝上。当压力钢管转动时,加热板随着转动,由于每块加热板都有独立的一组连接线接在自动温控箱上,随着压力钢管的转动,连接线会绕乱甚至扯断,给焊接带来了极大的困扰。采用了一种便捷式环焊缝预热及后热装置(见图5、图6),使焊缝受热均匀,可操作性和实用性强,有效保障了高强钢的焊接质量。
8.焊接工艺要点
(1)焊接工艺评定 压力钢管制造前,根据母材的焊接性能、结构特点、使用条件、设计要求、设备能力、施工环境和工艺要求拟定焊接工艺方案,并经工艺评定合格后,考虑到质量稳定、施工工效、成本和焊缝外观等几个方面的因素,编制适宜焊接工艺规程并进行推广应用。
(2)焊接工艺 第一,坡口形式:板厚<30mm钢板采用V形坡口,角度为47°±2°,钝边5m m,对口间隙2m m。板厚>30m m钢板开设不对称X形坡口,大坡口侧角度为42°±2°,小坡口侧角度为50°±2°,钝边2mm,对口间隙2mm。背缝采取碳弧气刨清根,使用磨光机打磨。
第二,焊接方法。纵缝和环缝均采用埋弧焊,加劲环连续角焊缝采用双枪气体保护焊。
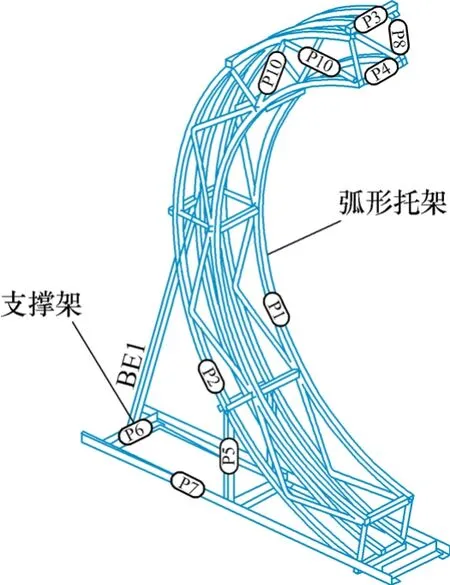
图5 加热装置立体结构

图6 加热装置工作示意
第三,焊接材料。600MPa高强钢焊接材料,埋弧焊焊丝(S AW):H08M n2M o A(ϕ4.0mm);焊剂CHF113,焊剂使用前300~350℃烘焙2h;气体保护焊(GMAW):HTW—60(ϕ1.2mm),保护气体Ar+CO2。800MPa高强钢焊接材料,埋弧焊(SAW):SG—80(ϕ4.0mm),焊剂OKFLUX—SG80,使用前350~400℃烘焙2h。气体保护焊(GMAW):HTW—80(ϕ1.2mm),保护气体Ar+CO2。
第四,焊接过程温度控制。600MPa高强钢焊前预热温度为80~100℃;800MPa高强钢焊前预热温度为100~120℃。焊缝两侧受热均匀,当环境温度低于5℃时,采取预热温度的上限。层(道)间温度:焊接时,不低于预热温度,不超过180℃。 后热温度:高强钢后热温度控制在200~250℃,保温时间视板厚定约为1.5~2h,后热在焊后立即进行,后热完成后断电,使用石棉被覆盖焊缝缓冷。
第五,焊接参数。不同级别的母材采用不同的焊接参数,推荐焊接参数如附表所示。
第六,焊接过程注意事项,焊接时的熄弧和引弧都在坡口内进行,严禁在坡口以外的母材表面任意引弧和熄弧。
正常情况下,每条焊缝连续完成,不得中断焊接。因故中断焊接,再次施焊前按要求重新预热并对焊缝进行清理检查,确认已焊焊道的缺陷已经处理合格后方可继续施焊。
每层、每道焊缝在焊接过程中发现缺陷时,要及时用磨光机对缺陷进行打磨处理,确认缺陷消除后方可继续施焊。
异种钢材焊接按照低级别母材选择焊接材料,按照高级别母材选择焊接工艺。
(3)焊接变形控制 高强度厚板的焊接变形后期矫正很困难,因此采取合理的焊接工艺是控制小直径钢管焊接变形的关键。
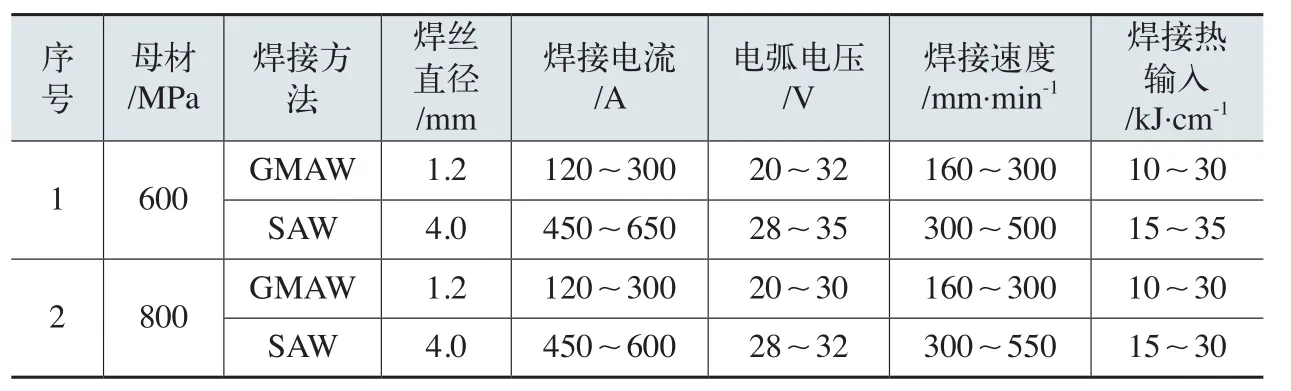
焊接参数
纵缝焊接变形的控制,尤其是单面V形坡口,如果等内缝焊接完成后再清根焊接外焊缝,那么纵缝焊接变形量很大,纵缝处会成形明显桃心状。制作一套弦长500mm的样板,内焊缝焊接完成三层以后,每焊接一层就使用样板测量纵缝处瓦片与样板的间隙,超过3mm就要进行背缝清根,焊接完成背缝后再完成内焊缝剩余的焊接量。
9.结语
通过在安徽绩溪压力钢管制造的实践,钢管圆度和焊接质量是小直径高强度压力钢管制造的关键质量控制点。通过增加新型设备和新工艺的投入,不仅仅可以保证钢管的制造质量,而且施工效率得到大幅提升,符合现阶段节能环保的要求,施工成本也得到了有效的控制。
猜你喜欢
中国科技纵横(2021年20期)2022-01-17
隧道建设(中英文)(2021年6期)2021-07-05
科技风(2020年28期)2020-11-02
昆钢科技(2020年6期)2020-03-29
建材与装饰(2020年6期)2020-03-18
金属加工(热加工)(2018年1期)2018-01-24
安阳工学院学报(2015年4期)2015-11-21
房地产导刊(2015年12期)2015-10-21
制造技术与机床(2015年10期)2015-04-09
