
服装大生产裁剪工段的技术浅析
2019-01-25 08:13涂平莲
纺织报告 2018年11期
涂平莲,陈 兰
(江苏省纺织研究所股份有限公司,江苏无锡 214000)
服装工业的发展与科技进步、经济文化的繁荣以及人们的生活方式息息相关。裁剪是服装生产的第一道工序,它直接决定着服装产品的质量、成本和效率,从而影响着企业的经济效益。据统计,原材料的费用占整件服装费用的90%,而面料的费用又占原材料的95%[1]。因此,裁剪是服装行业的关键工序。
服装制衣也已从往昔的量体裁衣式的手工操作发展到大批量的工业化生产,形成了服装的系列化、标准化和商品化。如今,随着服装的流行周期短、个性化呈现强,使服装行业订单量小,周期短成为必然趋势。这就促使服装业需要不断改变现状,向现代化成衣设计生产发展。
1 服装样板的产生
随着科技革命的更新,高科技的成果也有机地运用在服装各个领域。为适应大部分消费群体的需要,工厂都需要生产一组规格从小到大的系列服装。为生产这一系列服装制造企业会根据服装的款式制作出一套齐码样板。随着计算机在服装企业中的广泛运用,工厂由原来手工制做纸质样板改为使用电脑制版。电脑制版非常便捷,不仅能减少测量的误差、节省时间,还能从根本上释放劳动力。
裁剪方案是指有计划地把订单中的服装数量和颜色合理安排,并使面料的损耗减至最低,生产效率达到最高的裁剪作业方案[2]。在生产中,服装样板基板经过出样、样衣制作、样衣审核后,确定面料的使用。根据款式尽量选择大覆盖率的号型,并根据不同的号型确定不同的生产量。例如:图1 棉衣款式为宽松型落肩式,对人体的包容度比较大,生产号型就可以选用3 个尺码做推档。不同款式服装需要按照号型确定不同推档,做成一个系列的样板后,裁剪工段就可以根据生产计划数量进行分配,完成下一步的安排。

图1 棉衣样板
根据订单明细和号型表选出合理的排料规格和比例关系,一般也就两种情况,订单明细和号型成比例和订单明细和号型不成比例。
1.1 订单明细和号型成比例
订单明细和号型成比例相对来说比较简单,但也要考虑比例的分配情况,合理订制明细和尺寸选择排料规格和比例关系,见表1。
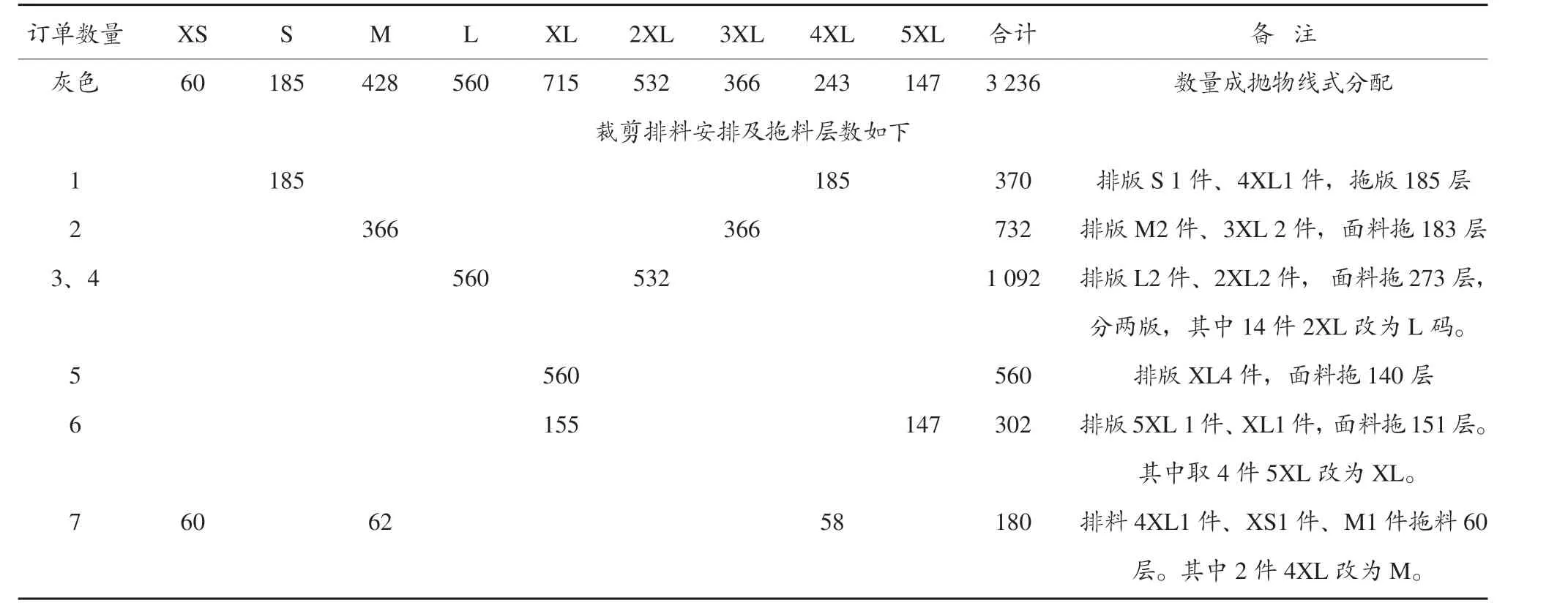
表1 订单明细
此订单由于面料厚薄、硬度等原因,满刀情况下一版最大可拖层数为200 层。在裁剪台板长度足够情况下, 我们可以尽量按双数排料。
根据上面的数据可以看出,此批订单裁剪拖料需要7 版,核算单耗计算可取中间偏大码XL 的用料计算,损耗另算。在尺寸表跳档值一致的情况下,按照方案确定选取规格和比例关系。
1.2 订单明细不成比例
订单明细不成比例也必须运用合理的方法选取排料规格和比例关系,其规则是:运用最少的排料次数得出最精确的数据,这样做方便快捷。通常都是大小号型搭配排版,这样可以充分利用面料。
当规格表尺寸跳档值不一致时,通常将跳档值一致的集中在一起,分段选取排料规格及比例关系。
有时,我们订单有几组颜色,那我们就把各个颜色单独列数据。规格数量比例一致的按照上面的方法共同选取排料规格和比例关系,规格数量不一样的则要分开,分色选取排料规格和比例关系。假如订单几种情况混合,就需要把订单拆分后分别选取,分别对应。
2 排版注意点
样板标识一定要清晰,它包括面料丝缕线、裁片名称、使用片数、使用面料、款式名,小部件位置,对齐及辅助刀眼,见图2。
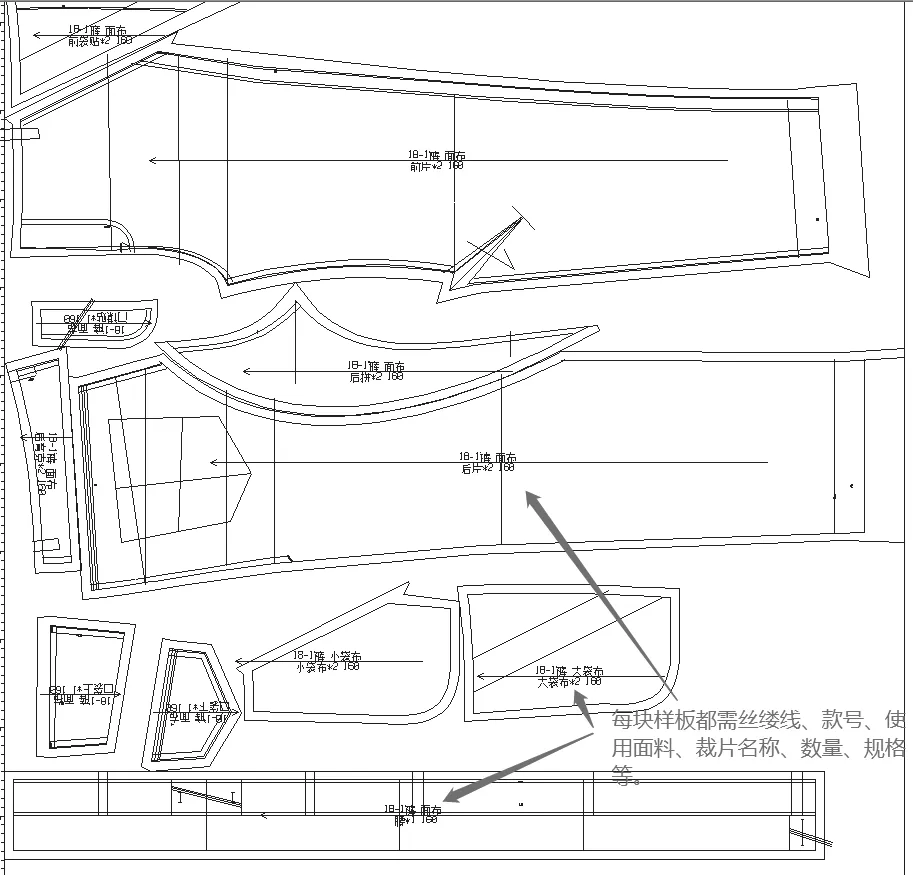
图2 排版样板
电脑推档放码没有手工纸板实物那么直观,所以一定要仔细核对各个部位,见图3。
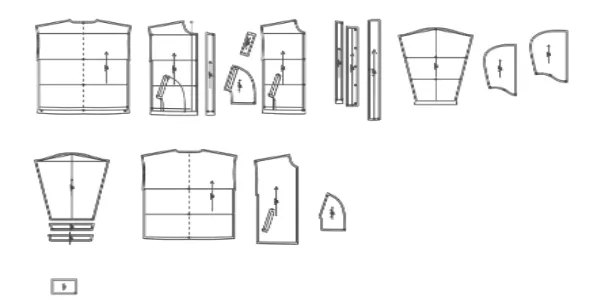
图3 电脑推档放码
裁剪必须具有准确生产资料,如生产制造订单明细、成品样衣、衣片样板、面料有效门幅、裁剪方案等。确定后可安排绘制排料图,排料图的可用总宽度应比拖布时的面料下布边进1cm,比上布边进1.5cm~2cm为宜,这样可以防止排出的排料图比面料宽,同时,还可避免由于布边太厚而造成裁出的衣片不准确。棉衣电脑制版样板每一排表示不同的面料,第一排图4为大身布面料样板,第二排图5 为里布面料样板,第三排图6 为罗纹样板。排料取片时,切记不可少片,不可混拿不同面料样板,规格型号不可弄混弄错。

图4 大身布面料样板
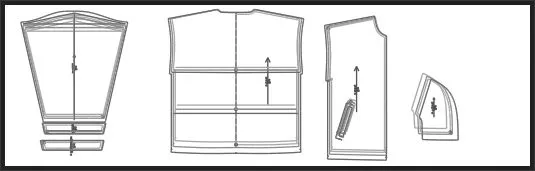
图5 里布面料样板

图6 罗纹样板
3 排料原则
以此款棉衣为例,大货数量如表2。为方便分析,采用成比例数据。

表2 大货数量
排料一般先排大身面料,采样确定大身面料的可用门幅为142cm,那么加纸的门幅就设定为142cm。
排料时一般遵循以下原则:
(1)要做到先排面积较大的大片样板,后排面积小的样板,这样能充分利用各大样板之间的缝隙,将小样板插入。
(2)排料时,最好将样板的直边对直边,斜边对斜边,如袖等略呈三角形的样板可颠倒并排凸缘对凹口,这样样板相互间才能靠紧套排,减少缝隙提高面料使用率。
(3)若样板不能紧密套排,不可避免地出现缝隙时,可将两片样板的缺口合并,使空隙加大,在空隙中再排入其它小片样板。
大小规格的衣片样板搭配排料,可以“取长补短”,有效地提高面料利用率。图7 为 M2 件排料断长355cm,如图7 所示。

图7 按大小规格的衣片样板搭配排料
此款棉衣根据数量配比及大小搭配的原则我们可以按照S1 件L1 件排一版面,断长357cm,如图8所示。

图8 按数量配比及大小搭配排料
如图7、图8 排料时可以看出,后片、前身、袖子为大片,排版是先将这几片排好,门板都是直条所以尽量安排在与布边平齐位置,袖子基本为三角形所以可以倒顺安排以提高面料的使用率,帽边缘为直边可排于门板或布的边缘。小片的袋嵌线可在排版空档里安插。
排料时,一定要注意清点衣片块数,切记不可遗漏、放错。此外,分左右的衣片不可放反。
4 斜条长度、拖布长度的确定
4.1 斜条长度的计算方法
有的衣服上需要包边,尤其是斜条包边的情况下,为省料一般不放进裁片裁剪,而是单独按照计算的用料取出相应面料单裁。
对于包边用斜条要求较高,角度必须是45°。单件用料算法是:

比如:衣服领处滚边宽0.8cm,需要的滚条为斜条宽为3.2cm,领处所需条长为0.80cm,面料门幅144cm,这样算下来用料为:

由于针织面料弹性大,可以采用直条,用料可以简单计算:条宽×条长/门幅。由于滚边的损耗比较大,所以在算料时需要放足。
4.2 拖布长度的确定
排版用料确定后,可依据排版图的断长拖布。由于拖布时,裁刀两头开进时必须留有余地,拖料时都需要在断长的基础上增加3cm。也就是说,当拖布断长是357cm 时,拖长需要拉到360cm。排料完成后,可以按照排好的长度进行拖布。面料布头去除,拖布时注意观察面料情况,大段疵布需剔除。面料估料时若有需要使用滚条的地方记住要预留面料。面料缸差大的情况下,切记需要按照每缸的裁数预留换片和滚条。假如订单有几个颜色,我们可以把几个颜色单独夹拖,这样便于后面分包、打包。
在拖布前,面料必须进行回缩,因为每次面料回缩不同,一般梭织面料弹性较小回缩亦小,放出面料时面料堆积容易压皱而影响服装尺寸外观。拉布时,可视情况略放松拖布。而针织织物等弹性回缩大的面料自然放置时间应加长,一般应放置24h后,再进行拉布。
5 不同面料拖布时注意点
对于不同批次和有色差的面料,需要分开裁剪,不然会造成阴阳色。对于一匹面料中有色差的,要根据色差进行排版。有些特定的面料中间和两边在染色过程中会有色差,这就需要在拖布过程中仔细分辨,所以拖布也是非常重要的过程。
当面料是左右边中色差时,通常把色差部位尽量做于服装次要部位,比如大身里面、腋下、胸部以下部位、腿内侧,膝盖以下等部位。为尽量满足这些要求,排版是大片中心尽量靠在一起,如图9。

图9 左右边中色差
当面料是边到边渐进色差我们排料采用两件排,纵向一件尽量排在一边,[3]即边到边渐进色差,如图10,图示上半为M 码,下部为L 码。
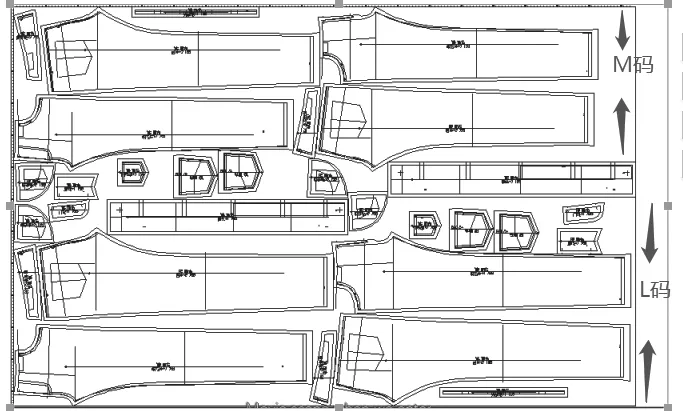
图10 两件排
拖料的时候,要点清楚面料层数,并做好记录,部位轮廓线要注意避开瑕疵,无法避开的面料需剔除。
拖料时,注意面料的丝绺顺直、面料正反面以及衣片的丝缕方向是否符合工艺要求。对于起绒面料,例如丝绒、天鹅绒、灯芯绒等和有光面料不可倒顺排料,否则会影响服装颜色的深浅。
对于有提花的面料或者印花的面料,排料时候,要注意根据成衣花纹来定位,以保证服装整批的连贯、对称。不同花型也有倒顺,具体根据样板、样衣工艺指示。对于条纹面料,固定花型的服装,裁剪需定条或者定位花型手工裁剪。尤其是定位花型服装,在面料上抠取花型,工艺上必须取准对位点、线。
6 裁剪时应该遵循的注意点
(1)裁剪推刀的时候[4],尤其是手工推刀要求刀片锋利,下刀要有力,走线准确,线条才能流畅。对于长丝织物,可以考虑用薄纱或其它薄棉布铺垫点夹层,但不要太厚,这才能保证面料不偏刀。需要注意的是,不同的面料裁刀转速和裁刀应用高度对应作不同的调整。
(2)裁好的衣片需要根据样板对位记号剪切刀口,打刀眼时需要上下一致,上下层不要错移。
(3)当我们采用锥孔标记时,应注意不要影响成衣的外观。裁剪后,推刀结束要进行清点,同版有不同规格时,一定要分清,不同批次面料分包打包,包号上写清款号、规格、包号。每包包号都必须对应所用批次面料,并做好相应记录,以方便后期验片更换疵片。当有需要外加工的裁片,如需绣花,印花需要单独验片分包,以方便外加工。
到此,裁剪工段结束,缝制车间可以根据生产情况领取裁片,进行下一步工序。
猜你喜欢
宝钢技术(2022年2期)2022-07-09
今日农业(2020年13期)2020-08-24
模具制造(2020年6期)2020-08-03
模具制造(2019年10期)2020-01-06
上海涂料(2019年3期)2019-06-19
人大建设(2018年11期)2019-01-31
能源(2018年5期)2018-06-15
时代汽车(2018年2期)2018-05-31
摄影之友(影像视觉)(2017年1期)2017-07-18
橡胶科技(2016年10期)2016-02-24
