
先进报警管理平台的应用
2019-02-20 06:42王丽娜
仪器仪表用户 2019年3期
王丽娜,潘 辉
(1.新疆寰球工程公司,新疆维吾尔自治区 克拉玛依 833699;2.独山子石化公司 信息网络公司,新疆维吾尔自治区 克拉玛依 833699)
0 引言
报警系统,作为生产装置的保护层,对保障过程生产安全、可靠起着尤为关键的作用。然而无效报警设置过多、报警信息过频等“报警泛滥”现象[1],给操作人员带来过重劳动负荷,且可能遗漏严重报警信息,导致不必要的生产损失,降低生产装置的安全性。本文阐述了基于某厂实际需求和管理模式开发的全流程闭环报警管理平台,通过划分报警优先级、建立报警台帐、报警分析统计等方式,实现报警优化。同时在网络平台上通过KPI展示、报警参数实时比对、制定化报表查询及导出、报警值的变更审批流程,实现报警管理的持续改进。基于装置的实际生产工艺情况,进行全生命周期、全流程、闭环的报警管理体系建设。
1 报警方法及标准定义
报警方法及标准定义,指用来建立报警管理原则和标准的说明文件,指导企业或者现场确定能够报警管理的各个方面,包括设计、操作和维护。它包含了定义和判断依据,用来确定哪些情况需要报警,还提供了优化报警的原则,例如如何进行报警的优先级排序、如何确定报警的设定点、如何将报警分类等。只有具备了报警说明文件,才能够对报警进行优化。本文针对某厂的报警管理文件有如下原则:

表1 风险严重性定义Table 1 Definition of risk severity
1)风险严重性
如果操作人员对报警未做出有效处理,潜在危害产生后果可分为:重大、大、中、小4种情形。具体见表1。
2)时间紧迫性
报警响应时间直接影响后果的严重性。操作人员对报警做出反应行动的时间应为自发生报警至产生后果之间的总时间减去操作人员采取有效行动所花费的时间。例如,从发生高温报警到设备损坏有30min,假定按最严重温升情况计算,打开急冷阀所需花费10min时间,操作人员的行动时间应为20 min。潜在危害情况发生之前操作人员用于采取行动的时间分为:①立即:小于3min;②迅速:3min~15 min;③尽快:大于15 min。
3)报警优先级分配
报警优先级的比率分配如下:①紧急报警:报警总数的5%;②重要报警:报警总数的15%;③一般报警:报警总数的80%。
报警优先级[2]应依据风险严重性和时间紧迫性来确定,具体见表2。
2 报警识别及合理性
2.1 增加报警,该报的一定要报
目前报警设置不够,很多重要的还没有设置,需要列出问题:如仪表问题(仪表容易堵塞、流量计容易失灵等),工艺问题(温度容易超温等),设备问题(容易漏等),应根据实际问题设置报警。
2.2 设置联动报警、预测报警
对于重要位置,要设置联动报警。例如,如果3个相关的温度中,相差幅度超过预期,则触发报警。如果某一个检测值长时间处于一成不变的直线,则触发报警。
2.3 增加设备和阀门报警
一些关键的设备和阀门,在生产运行时一旦出现故障,将给企业造成巨大损失。许多装置已经运行了多年,一些经常出现故障的设备,可以通过监测特征量来设置设备报警,例如增加一个检测某个阀门发生故障的设备报警,定期采集阀门输出,当输出长期保持一个不合理的值时,触发设备故障报警。

表2 报警优先级矩阵Table 2 Alarm priority matrix
2.4 根据工艺,增加报警类型
目前的报警类型还比较少,应根据工艺实际情况,增加特定的报警类型,如变化速率报警、偏差报警等。
2.5 特殊工艺设置多组报警
有一些生产工艺要求经常切换使用一些设备和生产流程,导致一组报警无法满足不同工艺情况下的真实报警需求,例如乙烯一联合装置和聚烯烃一联合聚丙烯装置所涉及的全部多工况管理(包括但不限于裂解炉烧焦、牌号切换)问题。面对这种情况,可通过在DCS上增加程序化组态,针对不同工艺设置多组报警,并监测特征量变化来判断当前所使用的生产工艺、设备、产品或流程,从而确定使用哪一组正确的报警值。
2.6 消除报警震荡
报警抖动是导致报警泛滥的最常见现象之一,导致这一现象的原因通常包括:装置运行不平稳、报警限的设置不合理、死区设置过窄等。通过对现场工艺、设备、控制方案的研究和分析,找出导致报警抖动的根本原因,有针对性地解决。
2.7 动态报警抑制技术
有些情况下,报警仅适合于设备正常使用的情况下,在设备未使用时,报警已不适用。由于这种情况而导致的报警泛滥问题,可通过报警抑制技术解决。但在实际生产中,工艺情况往往经常改变,当前正在使用的设备可能很快就会停用,面对这种情况,可以检测特征量变化判断设备是否处于停用状态,如果停用,则自动调用报警抑制功能,实现动态报警抑制能力。动态报警抑制技术与多组报警结合使用,可以解决装置生产运行时出现的很大一部分报警泛滥问题。
3 总体架构设计
3.1 报警管理生命周期
本平台基于美国国家标准委员会(ANSI)和国际自动化协会(ISA)联合制定发布的报警管理生命周期流程[3],该标准全局模型结构图如图1所示。

表3 报警管理生命周期各阶段概述Table 3 Alarm management lifecycle stages

图1 报警管理生命周期Fig.1 Alarm management lifecycle
该生命周期模型有助于确定实施报警管理时的要求和职责,适用于安装新的报警系统或管理现有系统。包括10个阶段,分别从A—理念直到J—审核,各个阶段的任务、输入和输出见表3;有3个闭环回路,如图1虚线所示,一为“运行—监控与评价—维护—运行”回路,该回路通过定期监控与识别问题报警从而进行维护;二为“运行—监控与评价—变更管理—运行”回路,在该回路中,会利用先进报警技术进行再设计;三为整个报警管理生命周期本身。

图2 先进报警理平台总体技术架构Fig.2 A total technology architecture of advanced alarm management platform
3.2 先进报警管理平台
先进报警管理平台是个分层次化的全流程报警管理体系,该体系分为装置现场报警设计及优化、控制网报警分析、办公网的报警评审及决策监管3个层次。如图2所示。
3.2.1 装置现场层(装置现场报警设计及优化)
具体包括制定报警设定标准和原则及报警管理的相关程序化文件,实现乙烯、新区聚丙烯装置现场的报警识别、分级、分类、设计、合理化、优化、实施、运行、维护等内容,对应操作人员角色。
通过基于现场装置工艺的、合理的报警定义、识别、设计和优化、装置所涉及的全部多工况管理等高级报警设计、操作指导等手段,实现在较少改变或不改变现有生产操作模式的前提下,为一线操作人员从根本上消除无效报警、增加必要报警、完善报警信息提示、完善操作指导等目标。
3.2.2 技术分析层(控制网报警采集与分析)
具体包括报警事件采集系统、报警事件数据库系统、报警分析系统等建设内容,对应需要进行报警分析的技术人员角色。
在控制网上以C/S架构实现DCS报警数据采集、报警处理方式及响应时间等操作记录采集、SIS报警采集、报警信息的实时和历史归档、报警信息的实时和历史查询、TOP10和报警泛滥等实时和历史报警分析和查询、定制化报警统计分析报表的生成和导出、KPI评价对比、报警值的批量设置、DCS报警值与系统报警值的对比,装置所涉及的全部多工况管理)等高级报警设计的设置。实现在较少改变或不改变现有技术分析习惯的前提下,为专业技术人员提供灵活稳定、智能化、自动化的分析手段和工具的目标。
3.2.3 决策监控层(办公网的报警评审及决策监管)
具体包括:报警事件数据库系统的数据存储、查询和归档功能,报警分析系统的所有查询功能、KPI对比评价功能、定制化报警统计分析报表的生成和导出功能、报警值的对比功能等,以及报警值的变更审批管理、用户角色权限管理等内容建设,对应企业管理部门角色。
在办公网上以B/S架构建设该平台,实现在不改变目前的管理层次的前提下,为企业管理人员提供对报警系统进行简单高效、全流程、长周期的闭环管理能力的目标。
4 报警监控管理系统
报警监控管理系统,指安装部署于企业办公网中的B/S架构报警监控、分析、管理相关软件和硬件,用于提供报警事件数据库系统中的所有归档和查询分析功能、报警分析系统中的所有分析功能、报警参数提取和比较功能(为进一步确保生产安全,不在此系统中实现报警参数设定功能)及用户角色权限管理、报警变更审批管理等功能。实现在不改变目前的管理层次的前提下,为企业管理人员提供对报警系统进行简单高效、全流程、长周期的闭环管理能力的目标。具体功能框图如图3所示。
系统实现实时报警查询,包括:过程报警、系统报警、操作记录、SIS报警等,在出现工艺操作限值(过程量域值、计算变量等)、设备限值(电力消耗、机器振动等)、环境限值(有毒气体、可燃气体)等偏离情况时,与DCS同步实时发出警告。
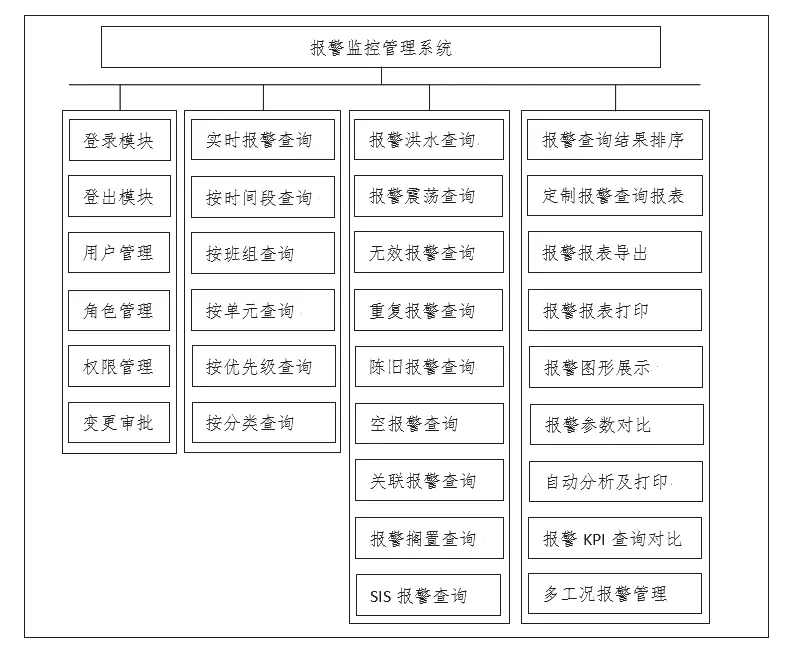
图3 报警监控管理系统功能框图Fig.3 Alarm monitoring management system functional diagram
系统实现对采集到的数据分析整理功能,依据报警类型统计分析DCS系统的报警,通过对报警的辨识,得出报警泛滥、无效报警、重复报警、陈旧报警报告和统计数据,排除报警泛滥中的振荡报警、无效报警;分析得出各类报警类型的数量,不同报警优先级的数量,不同工艺单元的报警数量,不同班次的报警数量,不同时间区段的报警数量,分析振荡报警数量,识别重复的相关报警,排除与重复报警相关的振荡报警,生成报警列表,排除与关联报警相关的振荡报警,列出最频繁发生的报警,分析不同操作站、不同班次报警确认操作记录等。
5 先进报警平台的研究结果及技术指标
5.1 报警性能指标

表4 报警性能指标Table 4 Alarm performance indicator
5.2 报警优化前后装置报警总数对比

表5 报警优化前后装置报警总数变化对比Table 5 Comparison of changes in the total number of alarms before and after alarm optimization
6 应用前景
化工生产各装置间关联密切,工艺复杂,设备极多,操作条件千差万别。因此,如何通过报警管理,提高生产安全性,具有非常重要的现实意义。减少无效报警、消除报警忽视和麻痹因数。降低对装置的生产扰动并有效避免事故发生,降低操作人员工作负荷。
监控装置报警状态,掌握装置安稳运行状况,同时实现对报警参数的规范化管理,提高装置生产运行安全性。通过报警管理平台,每天对装置报警情况进行统计分析。为工艺主管实现装置安全生产,提高装置长周期平稳运行时间,提供决策支持。通过报警管理平台,梳理报警管理流程,实现报警的闭环管理和可追溯性。依托报警管理平台持续开展报警消减工作,促进提高和改善工艺操作、优化工艺流程、消除装置设备故障。
猜你喜欢
山东冶金(2019年6期)2020-01-06
世界农药(2019年2期)2019-07-13
石油石化绿色低碳(2019年6期)2019-01-14
铁道通信信号(2018年5期)2018-06-28
Coco薇(2017年10期)2017-10-12
汽车维护与修理(2016年10期)2016-07-10
新疆钢铁(2016年3期)2016-02-28
铜业工程(2015年4期)2015-12-29
新疆钢铁(2015年3期)2015-11-08
小学生·多元智能大王(2015年3期)2015-05-25
