
利用菌丝生物热进行香菇菌棒工厂化转色的料温观测
2019-04-03 02:10龚凤萍上官端琳李尽哲王德芝张应香
食用菌 2019年1期
耿 立 龚凤萍 上官端琳 李尽哲 王德芝 张应香*
(1河南农业大学,河南郑州450046;2信阳市农业科学院,河南信阳464000;3信阳农林学院,河南信阳464000;4潢川九龙春天农业科技有限公司,河南信阳465150)
自20世纪90年代我国引进第一条双孢蘑菇工厂化生产线以来,先后实现了双孢蘑菇、金针菇、杏鲍菇、蟹味菇等食用菌的工厂化周年生产,而香菇工厂化生产的进程明显滞后于其他菇类[1-2]。如何节能高效地实现香菇菌棒的统一转色,是实现香菇工厂化周年生产的主要技术瓶颈之一[3-6]。传统的香菇转色方式主要有两种:一是在室外温度适宜的季节在大棚内转色;二是低温季节为大棚(或菇房)加温后转色。前者受季节限制,易出现转色过浅或过重、一致性差等问题,且无法满足大规模周年生产的要求[7-8];后者则消耗大量能源。
笔者为探索更加节能高效的香菇菌棒工厂化转色方式,于2017年12月—2018年1月,在聚氨酯保温板房内,利用香菇菌棒刺孔后菌丝细胞呼吸所不断产生的生物热,配套超声波加湿机、排风扇等设备,在不用空调控温的情况下创造出适合香菇菌棒转色各个阶段的温、湿度环境,取得了较好的转色效果。现将该转色方法及转色期间菌棒料温的变化观察结果总结如下,为香菇生产管理和科研人员提供参考。
1 材料与方法
1.1 香菇菌株及培养料
庆科212胶囊菌种,庆元县食用菌科研中心提供[9]。培养料配方为木屑84%,麸皮15%,轻质碳酸钙1%。
1.2 设施设备
发菌室:每间规格为12 m×20 m×4 m,库板容重18 kg/m³。配套2000 m³/h外转子轴流风机8台(进风扇和排风扇各4台)。
转色菇房:每间规格为6 m×9 m×3.6 m,库板容重(聚氨酯保温板)18 kg/m³。配套600 m³/h外转子轴流风机8台(进风扇和排风扇各4台),60珠4.8 W LED白光灯带4条、6 kg超声波加湿机1台、环境综合控制器1台;用4.0 mm低碳钢浸塑网片在菇房内搭设网格架(图1、图2)。
1.3 发菌与转色方法
1.3.1 装料与灭菌、接种
选用15 cm×55 cm聚乙烯塑料袋装料,装料袋均重1.8~2.0 kg(料含水量53%~55%)。料袋在95~99℃常压灭菌5 h,再焖6 h后揭膜,自然降温至65℃即转入接种室,开启空调将料温降至25℃以下开放式接种,每袋接入胶囊菌种4颗。
1.3.2 发菌方法
接种后的料袋转入发菌室,空调控温22~24℃、二氧化碳浓度0.2%以下、空气相对湿度60%以下,闭光培养。菌落连穴时,手工第一次刺孔,孔深0.5 cm、每袋4孔;刺孔后,控制料温23~25℃、二氧化碳浓度0.4%以下,空气相对湿度70%以下,闭光,直到菌丝满袋。用刺孔机对长满菌丝菌棒进行第二次刺孔,孔深1.5~2.0 cm、48孔/棒,刺孔后的菌棒在发菌室暂存3 d后,转运至菇房脱袋、上架[10]。

图1 转色菇房外部

图2 转色菇房内部

图3 气生菌丝生长期的菌棒形态(4 d)

图4 色膜形成期的菌棒形态(8 d)

图5 转色完成时的菌棒形态(13 d)

图6 后熟期的菌棒形态(17 d)
1.3.3 转色方法
试验在5个菇房同时进行,每菇房存袋量分别为3800棒(标记为1号)、3600棒(标记为2号)、3400棒(标记为3号)、3200棒(标记为4号)、3000棒(标记为5号)。
转色第一阶段,为气生菌丝生长期。主要表现为脱袋后气生菌丝越发浓密、菌棒颜色越来越白(图3)、至菌棒表面出现黄水珠。管理方法:关门不通风,超声波加湿机设定在90%~98%的环境相对湿度自动运行,促进气生菌丝在高湿度环境下旺长;料温超过28℃时,开门自然通风并喷水降温。
转色第二阶段,为色膜形成期。主要表现为黄水珠逐渐增多、颜色逐渐加深、气生菌丝逐渐倒伏、色膜面积逐渐扩大至褐膜基本形成(图4、图5)。管理方法:关闭超声波加湿机,每天为菌棒喷水一次,控制环境相对湿度85%~95%、CO2浓度0.08%~0.15%。
转色第三阶段,为后熟期,主要表现为色膜颜色继续加深、后期褐膜表面出现裂纹(图6)。每天为菌棒喷水一次,控制环境相对湿度80%~95%、CO2浓度0.08%~0.20%。
1.3.4 数据统计与处理方法
将上海精创RC-4型温度记录仪的温度探头插入菌棒中心位置,自动采集和记录料温数据,与水银温度计对照使用。用WPS EXCEL图表编辑软件对料温数据进行统计分析。
2 结果与分析
2.1 气生菌丝生长期料温变化特征
脱袋后1~4 d,气生菌丝快速旺盛生长、颜色越来越白、呈现“冬瓜白”状态,此后开始出现黄水珠。该阶段各菇房的料温变化如图7。

图7 气生菌丝生长期的料温变化
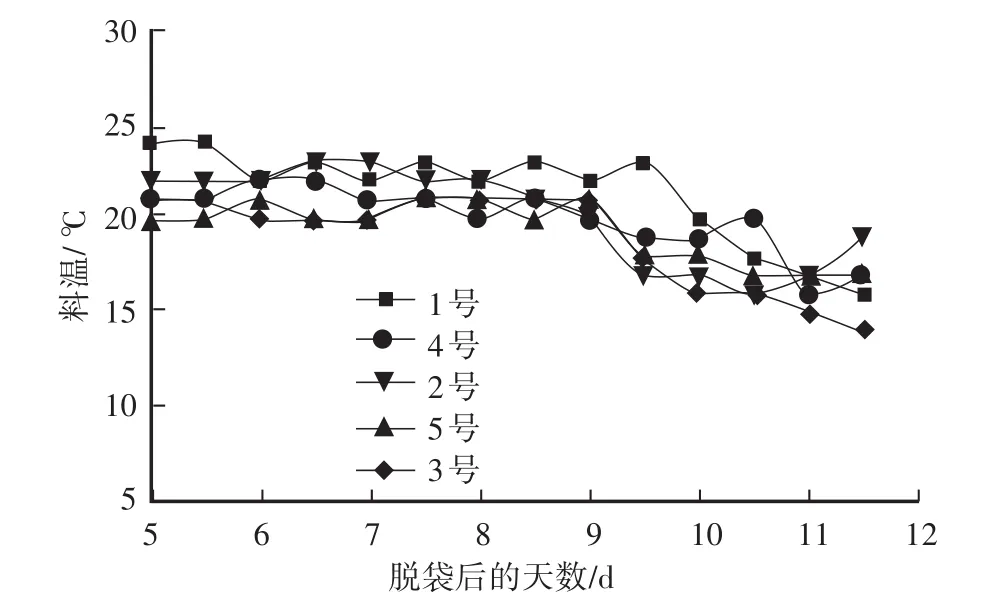
图8 色膜形成期的料温变化

图9 菌棒后熟期的料温变化
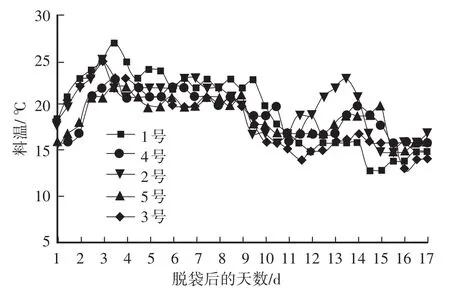
图10 菌棒转色的全周期料温变化
由图7可见,菌棒脱袋后1~4 d,料温总体呈稳定上升趋势,由15~18℃上升至22~27℃;料温升高的原因在于,菌棒刺孔脱袋后,透气性增强,内部菌丝生长和呼吸产热加剧。其中1号、2号、3号菇房的料温,均在第3天达到最高值;4号、5号菇房的料温,在第4天达到最高值;1~5号菇房的料温峰值分别为27℃、26℃、25℃、23℃、22℃。可见,菇房单位面积存袋量越多,气生菌丝生长期的料温峰值越高。
2.2 色膜形成期料温变化特征
脱袋后5~11 d为色膜形成期。该阶段随着黄水分泌增多、色斑面积逐渐增大,菌膜组织逐渐形成、增厚。各菇房的料温变化如图8。
由图8可见,色膜形成期5~9 d内5个菇房的料温变化变化幅度不大,较稳定。分析原因:一是该阶段菌棒所刺的孔已被新生菌丝覆盖,同时随着色斑面积逐渐增大,菌棒的封闭性增强、透气性下降、菌丝呼吸产热变慢;二是前期气生菌丝的旺盛生长消耗了部分发菌期菌丝细胞储存的营养和能量,因而减缓了细胞代谢;三是人为管理影响,该阶段关闭超声波加湿机、为菌棒每天喷水1~2次、每次喷水后开门自然通风10~30 min、设定排风扇在CO2浓度0.08%~0.15%自动运行等操作,起到了降低菌棒温度、稳定菇房环境的作用。
11~12 d料温出现明显下降(15~18℃)。分析认为,此时菌棒表面色膜基本形成、菌棒透气性变差、菌丝呼吸产热变慢,是造成料温降低的主要原因。
2.3 后熟期的料温变化特征
脱袋后12~15 d为菌棒后熟期,该阶段色膜颜色继续加深呈深棕色、菌膜明显增厚;第15天后,个别菌棒褐膜表面出现裂纹并开始发生原基。各菇房的料温变化如图9。
由图9可见,该阶段料温总体表现为先升高后降低,第15天后料温再次趋于稳定、偏低水平(14~18℃)。观察表明,第15天时色膜转色全部完成、个别菌棒裂纹和原基发生。分析认为,升温可能与转入生殖生长前期菌丝细胞的代谢活动加剧有关;同时第15天后即转色完成,料温稳定、偏低,可能与香菇“变温结实”的生物学特性有关,即:利用菌丝生物热进行香菇菌棒工厂化转色时,转色成熟的菌棒之料温最终自然趋向该品种的出菇适温。
2.4 整个转色期的料温变化特征
将上述3个阶段的料温数据汇总整理(图10)。
由图10可见,利用菌丝呼吸热进行香菇菌棒工厂化转色全周期的料温变化具有以下特征:一是料温变化具有明显的阶段性,即气生菌丝生长期料温迅速上升,色膜形成期料温稳中有降,后熟期先升后降、并趋向出菇适温;二是菇房单位面积存袋量越多,料温越高、料温的总体波动越大。
3 小结与讨论
试验表明:利用菌丝生物热进行香菇菌棒(庆科212)的工厂化转色,15~17 d即可完成;菇房单位面积存袋量越多,料温峰值出现时间越早、料温峰值越高、料温越高、料温波动越大;转色成熟的香菇菌棒料温自然趋向该品种(庆科212)的出菇适温。
试验所用庆科212属于中高温型短菌龄香菇品种,其他中低温型长菌龄品种能否采用本转色方法及其效果如何,仍需要进一步试验验证。
此外,香菇菌棒转色期间,菌丝细胞主要生理生化指标的测定及其变化规律的深入研究,将有助于香菇工厂化转色关键节点的把握与催蕾出菇时机的准确选择,而目前该方面的研究极其缺乏。而后熟期菌棒表面裂纹的发生机理,以及是否可将其作为判断催蕾时机的标准,尚待研究。
猜你喜欢
山东农业科学(2022年10期)2022-11-17
当代水产(2022年2期)2022-04-26
新农业(2021年12期)2021-11-29
食用菌(2020年2期)2020-12-22
农业科技与信息(2020年1期)2020-12-18
食用菌(2020年1期)2020-02-18
中国农资(2019年50期)2020-01-02
当代水产(2019年8期)2019-10-12
当代水产(2019年2期)2019-05-16
今日农业(2019年14期)2019-01-04
