
铝扁管挤压生产线收卷系统的设计
2019-04-28 11:52刘国刚荆云海董晓娟张立波邱立朋
重型机械 2019年2期
张 峻,刘国刚,荆云海,董晓娟,张立波,邱立朋,李 博
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.西北铝业有限责任公司,甘肃 陇西 748111;3.西安现代控制技术研究所,陕西 西安 710065)
0 前言
铝扁管(又称“铝合金多孔微通道管”)是用精炼铝棒通过热挤压、表面喷锌防腐处理等工艺制作而成的薄壁多孔扁形管材,主要用于制作空调系统中的平行流换热器,作为新型环保制冷剂承载管道部件材料。与传统的铜管穿管式和铝管蛇盘管式热交换器相比,铝扁管热交换器能效高、重量轻,制造和使用成本低。
1996年开始,美国在以环保冷媒R134a为制冷剂的汽车空调系统中强制应用铝扁管平行流换热器。目前,几乎全球所有汽车空调系统均使用这种微通道热交换器,而且正逐步应用于商用和家用空调领域。随着我国汽车和空调的需求逐年增加,铝扁管的市场需求也越来越大。但由于其技术含量高,生产难度极大,且生产技术基本被国外垄断,我国无法掌握铝扁管产品生产及供应的自主权,只能从国外直接进口或从其在中国设立的独资子公司购买成品,且购置成本非常高,不利于我国热交换器行业的发展和进步[1-3]。为了打破国外对铝扁管生产技术的垄断,本文对生产铝扁管的关键设备——收卷系统进行了研究。
1 铝扁管挤压生产线收卷系统及组成
常规挤压生产线的生产流程是挤压机将制品挤出后,由牵引机钳住料头牵引一段距离,然后锯切装置按工艺要求将制品锯切成特定长度的产品,并将其平直地放在冷床上或堆垛装置中,以供后续的拉伸或矫直等二次处理[4-10]。而铝扁管挤压生产线的生产工艺要求铝扁管在被挤压机挤出的同时,被收卷到卷盘上。待卷盘收卷完成后,立即将等待位的空卷盘切换到工作位继续进行收卷,而将满卷盘在线拆卸并转运到精处理生产线,对其进行开卷、矫直、抛光等后续处理。铝扁管外形如图1所示。

图1 铝扁管
无论是工作方式,还是结构功能,常规挤压生产线的后部出料系统都难以满足铝扁管产品的收卷要求。铝扁管挤压生产线的收料系统,必须配备专门的收卷装置。该收卷系统主要由收卷装置、导向装置、机架、升降装置、水平运动装置等部分组成[11-15]。其结构及布局如图2所示。
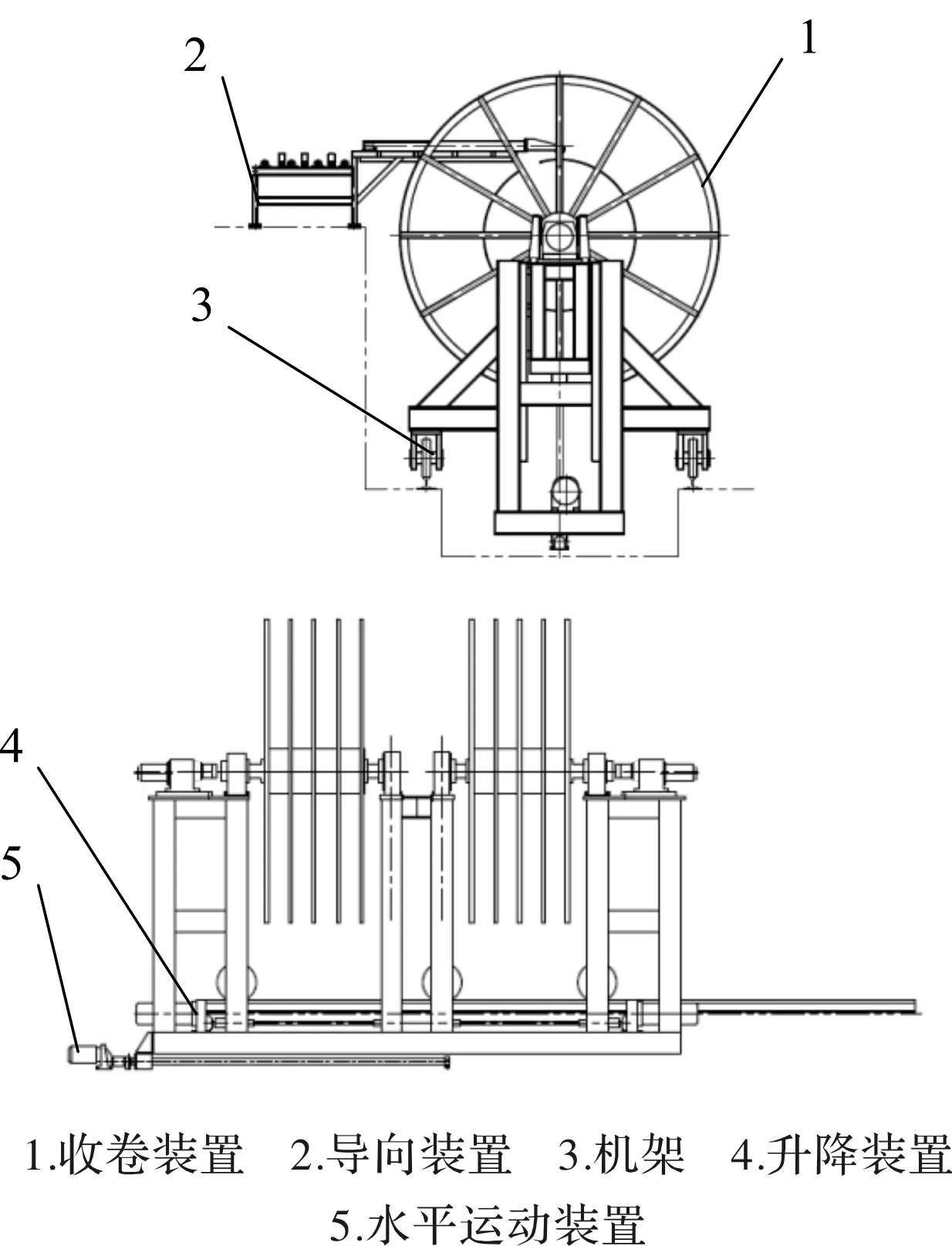
图2 铝扁管挤压生产线收卷系统
2 工作原理
铝扁管由挤压设备挤出后,经收卷系统的导向装置精确导向到料头固定装置上,待料头被牢牢固定住后,卷盘开始旋转收卷。收卷过程可根据工艺需求选择转速控制或者转矩控制,以使收卷速度与送料速度同步。
收卷过程中,控制系统根据卷盘内筒上收卷材料的厚度,实时升降卷盘,以调整卷盘的中心高度,保证铝扁管进入卷盘时,基本保持水平状态,且使压料辊将铝扁管紧紧压在卷盘内筒上。
当收卷完成后,卷盘停止转动,在料尾附近的轮辐间嵌上挡料轴以固定料尾。升降装置控制卷盘下降,直到导向装置的悬臂完全露出卷盘。然后平移装置驱动主机架沿卷盘轴向运动,将空的收卷槽切换到工作位,然后升降装置驱动卷盘升起,直至导向装置的压料辊与卷盘内筒外表面间的间隙约为铝扁管厚度。然后再重复前述的收卷动作。
当处于工作位的卷盘完成收卷后,满卷盘被移到了等待位,而另一个等待位的空卷盘通过平移装置被切换到工作位,开始继续收卷。此时,收卷电机减速机与卷盘主动轴之间的离合装置脱开,收卷装置将等待位的满卷盘吊出,并重新换上空卷盘等待控制系统的指令信号。
3 关键技术
3.1 双盘三工位收卷技术
卷盘采用四排并列式结构,每个储料槽都可以独立收卷[16],这样不仅增加了卷盘的储料能力,还避免了卷盘的频繁更换。
该收卷系统配备了两个收卷盘,三个工位,其中一个工作位,两个等待位[17]。工作位的收卷盘完成收卷后,等待位的收卷盘被切换到工作位继续收卷,而切换到另一等待位的卷盘可在线进行拆卸、吊出以及更换空卷盘等辅助操作,无需停机等待,使工作效率得到较大提高。
3.2 卷盘与主动轴及从动轴分体式结构
主动轴组件和从动轴组件作为卷盘旋转卷料的运动副单元的重要组成,加工精度及制造成本都相对较高。而卷盘为储料装置,根据生产要求可能需要配备大量的备件,为每个卷盘都配置主动轴组件和从动轴组件成本太高,且没有必要。
因此将主动轴组件和从动轴组件均设计成独立的、可拆装的模块化结构[16],在储料时将其从卷盘拆除,仅在需要收卷的卷盘装上主动轴组件和从动轴组件即可。这种分体式模块化结构,降低了制作卷盘备件的成本,且便于后期的维护及修理。
3.3 高柔性自适应导向装置
导向装置的悬臂装置与其架体的连接为柔性结构[18],即使在收卷时出现卷盘下降速度低于卷盘上材料厚度增加的速度,或出现误操作导致卷盘上升超限时,卷盘至多也只会使悬臂逆时针旋转抬起,不会出现损坏导向装置或压坏铝扁管等问题。这种高柔性的结构大大增强了导向悬臂的容错性和自适应性,确保了收卷装置的顺利可靠运行。
3.4 料头固定技术
铝扁管先经导向装置精确导向到卷盘内筒上,被料头固定组件牢牢固定住[19],然后卷盘开始旋转收卷。料头固定组件主要由倒刺板和防滑轮等组成,这种料头固定方式结构简单,操作便利,无需在卷盘上设置动力装置,成本低廉,且能稳定可靠地自动固定料头,大大降低了人工劳动强度。
3.5 压料轴装置
针对收卷系统的使用需求,研制出了一种新型的压料轴装置(图3),该装置在轴向压力作用下可轴向压缩,外力释放后,在弹簧的作用下能回复原位[20-21]。因此可快速在卷盘轮辐上拆装,便于固定卷盘上的材料,防止卷盘在某一料槽中已储有材料,而需在另一料槽收料时,或者卷盘收卷完成后起吊搬运过程中,材料料尾从料槽中弹出,与其它物体剐蹭和磕碰。

图3 压料轴装置
4 结束语
挤压铝扁管收卷系统主要用于需要收料成盘的挤出制品的收卷,其结构及功能都完全不同于常规挤压生产线的收料系统。
中国重型机械研究院股份公司从挤压铝扁管收卷系统独特的工艺要求出发,研制了具有自主知识产权的在线式铝扁管挤压生产线的收卷系统,并拥有多项发明专利。该铝扁管收卷系统已顺利通过用户验收并投入使用。实际生产证明,新研制的收卷系统在使用过程中稳定可靠,自动化程度高,降低了成本,提高了铝扁管的挤压生产线的生产效率及产品质量。
猜你喜欢
作文成功之路(高考冲刺)(2022年8期)2022-11-21
能源工程(2022年2期)2022-05-23
今日农业(2021年13期)2021-11-26
当代陕西(2020年23期)2021-01-07
无线互联科技(2020年10期)2020-08-14
航天工业管理(2020年3期)2020-07-25
装备制造技术(2019年12期)2019-12-25
小猕猴智力画刊(2016年12期)2017-01-05
汽车实用技术(2015年8期)2015-12-26
有色金属设计(2015年2期)2015-02-28
