运用条干仪波谱图分析锦纶6.POY纺丝工艺设备疵点
2019-05-16 07:27赵和平龚剑兵
纺织报告 2019年2期
刘 蓉,赵和平,龚剑兵
(江苏文凤化纤集团有限公司,江苏南通 226000)
锦纶6长丝的条干均匀性已越来越受到锦纶长丝制造企业的重视。通过使用乌斯特条干仪对锦纶6.POY原丝进行条干均匀度测试,已成为锦纶6长丝生产企业技术人员常用的手段。
1 生产条件
1.1 主要生产及测试设备
POY纺丝机:锦纶纺丝机(大连华纶DL-2000)、卷绕机(日本帝人AW909/6A) ;DTY加弹机 :240锭假捻变形机(山西经纬JWK3604B)、216锭加弹机[德国巴马格FK6-700(900)] ;条干仪(第三代 USTER®CLASSIMAT III型)。
1.2 生产现状
江苏文凤化纤集团旗下的文凤化纤公司生产的锦纶6.POY长丝;南通鹏发高分子材料有限公司生产的DTY加弹丝,工艺流程图见图1、图2。这些纤维可用于高速经编生产泳布、花边,也可用于各类机织、纬编面料及装饰布等织造,是生产针织面料、织布、织带、运动服装面料的优质原料。产品的主要工艺路线是:从合资公司江苏永通新材料公司购进锦纶6切片,经干燥、熔融纺丝后成为前纺POY原丝,再经过加弹使其具备“膨松、耐破、透气”等服用性能。其中,冷却成型是整个前纺的工艺控制关键点之一,冷却成型的好坏直接决定POY原丝的后加工性能。
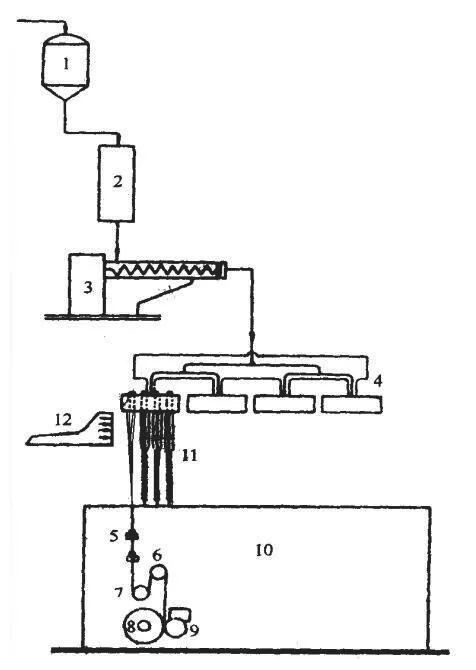
图1 POY纺丝工艺流程图

图2 DTY加弹工艺流程图
在生产中发现,40D/12F弹力丝染色中段斑丝和条纹降等较多,高达5%,其染色M率仅为90%左右。通过对加弹设备、工艺等调整后仍没有效果。而通过检测发现,原丝POY的条干值较大,在1.7%左右[2],见表1。车间工艺研究小组试着通过对条干仪波谱图分析寻找疵点形成的原因 ,以解决波谱图中的问题。

表1 3月份弹力丝染色数据
2 原因分析
2.1 排查原因
通过座谈会商,从“人、机、料、法、环、测”几个环节进行了深入分析,最终得出,工艺和设备原因导致原丝条干偏大。通过对条干仪波谱仪的图片加予分析,找出工艺和设备的疵点,从而达到降低条干值,改善POY原丝在加弹的后加工性能,提高DTY得染色M率[3],得到关联图见图3。
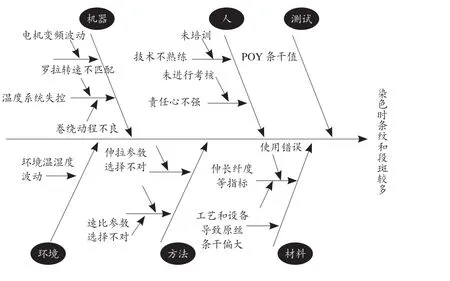
图3 “人机料法环测”六大原因分析关联图
2.2 可行性分析
2.2.1 乌斯特条干仪原理
本课题使用乌斯特条干仪(III型)对POY原丝进行条干均匀度测试。乌斯特条干仪的工作原理:它是电容式仪器的测试部分,为平行金属板组成的电容器,因纤维材料的介电系数大于空气的介电系数,当丝线试样以一定的速度进入由两平行金属板组成的空气电容器时,会使电容器的电容量增大,当边续通过电容器极板间的纱条的线密度变化时,电容器的电容量也相应地变化,将电容量的变化转化成电量变化即可得到丝线线密度的不匀率。电子均匀度仪附有绘图仪,可绘出丝线的不匀率曲线,由波谱仪直接做出波谱图,进一步对丝线不匀率的结构进行分析,判断不匀率产生的原因和对织物的影响,以便检查和调整纺丝工艺[4,5]。
先用乌斯特条干仪对POY原丝进行条干均匀度测试,得到丝线的不匀率曲线,见图4。再通过傅里叶变换,把不匀曲线图中所有变化中有规律的质量变化分离出来,把相同的波长叠加在一起,见图5。

图4 长丝不匀率曲线图
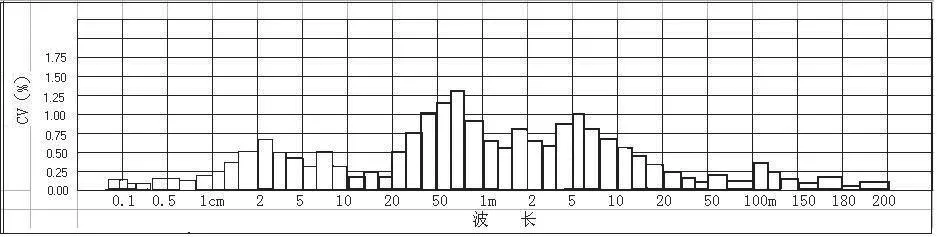
图5 长丝波谱图
2.2.2 波谱图的计算
通过波谱仪疵点有明确的计算方法得知:

其中:λ—波长,D—输出罗拉或最后牵伸罗拉直径。

其中:G1—主动轴上的齿轮齿数、皮带轮直径或速度,G2—被动轴上的齿轮齿数、皮带轮直径或速度。
2.2.3 波谱图结果与生产的关系
(1)<1 m的周期波一般是导丝盘、卷绕头部件问题。
(2)1~5 m的周期波一般是免子头或拔叉问题。
(3)10~50 m的周期波一般是冷却吹风系统问题。
(4)100~200 m的周期波一般是计量泵等问题。
根据上述因果关系,通过对条干仪波谱图分析、计算得出,找出由工艺或设备疵点形成丝条不匀率升高的原因是可行的。
3 方法探讨
3.1 POY原丝大面积条干值检测
首先,对规格53dtex/12f的POY原丝进行大面积的条干值检测。检测结果显示条干值均较高,基本在(1.7±0.1)%。查看条干值波谱图发现均在20~50 m之间有馒头状突起波峰,详见图6。

图6 10个子样的三维波谱图
3.2 分析工艺和设备疵点
根据条干波谱图结果分析工艺和设备疵点,纺丝侧吹风冷却吹风系统见图7。根据“条干仪波谱图计算方法”与“波谱图与生产的关系”,进行了下面的实例计算。
POY纺丝基础工艺参数为:计量泵转速21.2 r/min、GR1:3 185 m/min、GR2:3 200 m/min、YS:3 150 m/min;横动:1 627 次/min。测试侧吹风风速时发现有60 次/min轻微抖动。
3.2.1 计算结果
(1)计量泵周期疵点:3 150/21.2≈148.5(m)。
(2) 侧吹风有 60次/min轻微抖动:3 150/60≈52.5(m)。
(3)GR2偏心:0.150×π×3 150/3 200≈0.46(m)。
(4)横动装置故障:3 150/1 627×2 ≈ 1(m)。
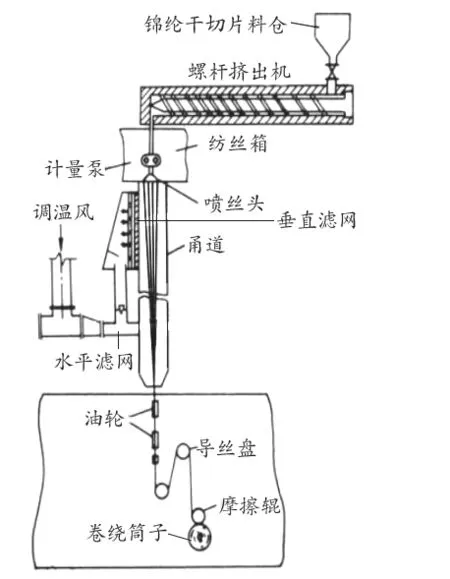
图7 纺丝侧吹风冷却吹风系统
3.2.2 结果分析
纺丝侧吹风冷却吹风系统即侧吹风的垂直滤网和水平滤网有不通畅现象,导致了侧吹风风速不稳定,有轻微抖动现象。
3.3 整改排除设备疵点
安排人员清理侧吹风垂直滤网和水平滤网,拆下垂直滤网用解体后,外层网用三甘醇蒸煮后,再用高压水枪清洗,内层孔板水枪冲洗,最后都用压空吹干。组装严格按孔板顺序,密封羊毛粘(打斜角)必须完好无缺,各组装螺丝用力均匀。另外,水平滤网进行拆洗,有变形的予以更换[4]。
3.4 清理后效果检查
对清理后再生产的53dtex/12f.POY原丝进行条干值检测,结果显示:CV%结果由原来的1.7%降到0.95%左右。再将该POY丝在山西经纬JWK3604B假捻变形机和德国巴马格FK6-700加弹机上机测试:染色段斑和条纹降等比例明显降低,攻关活动前后的效果对比见表2。

表2 攻关活动前后的效果比较
3.5 效果放大
在取得小试成果的基础上,课题组决定将成果放大。把整个生产53dtex/12f的POY原丝的日本帝人AW909/6A卷绕机15#~18#生产线全部进行滤网清洗工作。清洗完成后生产的原丝POY再大面积在南通鹏发高分子材料公司的加弹车间上机加弹,加弹车间的成品质量AA率整体提高了5.6%。
4 结语
4.1 攻关成果
根据锦纶6.POY条干仪波谱图计算方法与波谱图与生产的关系,通过计算分析出纺丝工序工艺和设备的某些疵点导致POY条干值的上升,这个办法是可行的。通过定时清洁纺丝侧吹风冷却吹风系统,即侧吹风的垂直滤网和水平滤网这个主要因素,减低POY 原丝的条干率,效果是明显的。
4.2 经济效益
由于加弹车间的成品质量AA率整体提高了5.6%,按年产量 6 000 t,等级差价 3 500 元 /t估算,该成果为车间带来的经济效益为:6 000×0.05×3 500=105.00(万元)。另外,由于POY原丝的条干均匀性提高,DTY弹力丝的条干也相应得到了改善,给后道用户的布面平整、条纹均匀创造了有利条件,也提升了“文峰牌”锦纶长丝的品牌效应,为南通市高端纺织的发展尽了一点力。
猜你喜欢
纺织服装周刊(2022年32期)2022-09-08
纺织科技进展(2021年3期)2021-06-09
丝绸(2021年1期)2021-01-21
云南化工(2020年12期)2021-01-11
电子技术与软件工程(2019年22期)2020-01-16
航空材料学报(2019年1期)2019-02-15
四川蚕业(2018年3期)2018-11-19
丝绸(2017年5期)2017-10-15
高科技纤维与应用(2016年1期)2017-01-17
中国纤检(2015年15期)2015-11-13