轴系锻件超声波检测方法标准对比分析
2019-07-01 00:42李晓东
船舶标准化工程师 2019年3期
李晓东
(重庆长征重工有限责任公司,重庆 400083)
0 引言
船用大型锻钢件一般包括船体结构钢用锻钢件(如舵轴、舵柱等)、轴系用锻钢件(如艉轴、中间轴、主推进轴等)以及主机或涡轮机等机械结构用的大型零件。根据船级社对材料和焊接的规范要求,该类锻件应有无损检测,但是规范一般要求进行超声波检测,并符合公认的检测方法与判定标准,这给了设计和制造领域很大的空间。应用标准不同,其经济性也将有很大的差异。虽然CB/T4313《轴系锻件技术条件》[1]给出了一定的要求,但实际情况不尽相同。因此,在没有规定具体适用标准的前提下分析现有的标准,选择合适的超声波检测方法标准及其衡准,对于设计人员和制造人员而言尤为必要。
1 国外标准分析
1.1 美国
ASTM A388/A388M《大型锻钢件超声波检验标准操作方法》由美国材料和试验协会钢铁、不锈钢及其合金(A01)分会制定,被锅炉和压力容器协会采纳为SA 388/388M[2]。该标准规定了采用直线波和斜射波接触式、脉冲反射的测量技术以及质量衡准,直线波法包括DGS(距离、增益、当量法),适用于一般碳素钢和低合金钢各类锻件,不适用于奥氏体不锈钢。对于奥氏体不锈钢而言,推荐采用ASTM A745/A745M。
1.2 欧盟
EN 10228—3:1998《钢锻件的无损检测第3部分:铁素体和马氏体钢锻件的超声波检测》[3]由欧盟ECISS/TC28制定。该标准分为磁粉、着色、铁素体和马氏体钢锻件的超声波检测以及奥氏体钢的超声波检测等部分,不适用于涡轮机、发电机等要求高的轴锻件和模锻件。
1.3 日本
JIS Z2344《金属材料的脉冲发射法超声波检测》是由日本国家标准局制定的通用超声波检测方法标准[4]。日本铸锻钢协会针对船用锻件,专门制定了JFSS I3—1982《船用锻件的超声波检测》,该标准适用于直径或厚度大于等于200 mm的船用轴系、舵系零件。
2 国内标准分析
2.1 国家标准
GB/T 4162—2008《锻制钢棒超声波检测方法》[5]非等效采用ASTM 2375—04,适用于采用接触式或液浸式脉冲反射测量技术的、直径为12 mm~250 mm的锻制钢棒,不适用于奥氏体不锈钢。
GB/T 6402—2008《钢锻件超声波检测方法》标准的修改采用了 EN 10228—3:1998和 EN 10228—4:1998[6]。
2.2 机械行业
JB/T 4730.3—2005《承压设备无损检测第3部分:超声波检测》非等效采用SA 388/388M,目前该标准由NB/T 47013.3—2015《承压设备无损检测第3部分:超声波检测》代替,技术内容没有变动[7]。
JB/T 8467《锻钢件超声波探伤方法》[8]由SAC/TC506制定,适用于采用横波或纵波接触式脉冲反射法的探伤方法,适用于的碳素钢及低合金钢锻件,不适用于不锈钢锻件。
2.3 船舶行业
CB/T 3907—1999《船用锻钢件超声波探伤》,由SAC TC12/SC4制定[9]。该标准规定了采用接触式脉冲反射法的探伤方法,适用于直径或厚度大于等于100 mm的船用轴系、舵系零件,不适用于不锈钢锻件以及内径和外径比值小于72%的环形和筒形锻件的横波探伤。
3 国内外标准对比分析
3.1 基本要求对比
各标准的基本要求对比见表1[10]。

表1 标准的基本要求对比

续表1
3.2 质量评定等级对比分析
各标准单个缺陷评价见表2[11]。
各标准缺陷引起的底波降低量评价见表3[12]。
各标准密集缺陷的评价见表4[13]。
4 船用大型锻件的标准应用情况
4.1 船级社规范质量要求
通常锻件内在质量要求应包括无损检测具体要求,但由于该锻件同入级船级社有关,一般遵循入级船级社的锻件材料入级规定要求,各主要船级社具体要求如表5所示[14]。

表2 单个缺陷评价

表3 缺陷引起的底波降低量
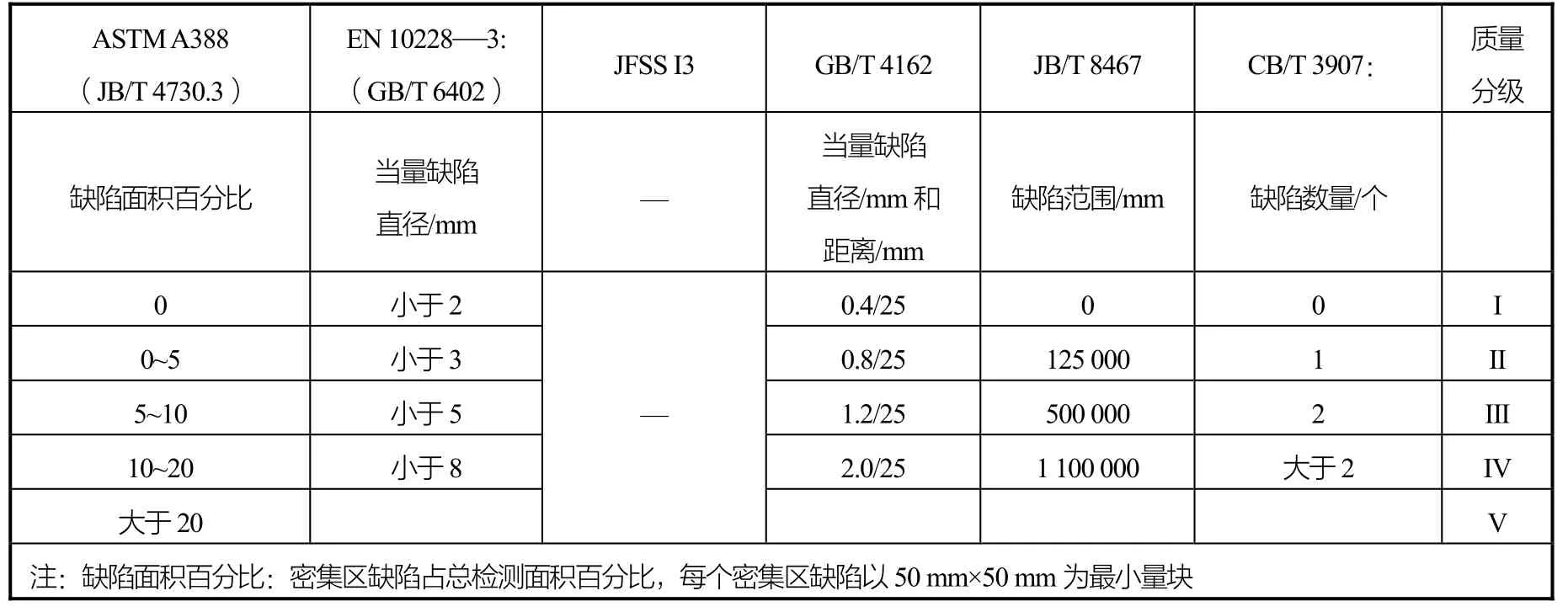
表4 密集缺陷的评价

表5 主要船级社质量要求

续表5

图1 轴系探伤分区
4.2 锻件内在质量要求分析
通常轴系加工工艺一般采用毛坯钢锭墩粗然后拔长工艺,或采用锻造圆钢锭再次拔长工艺。通常情况下,缺陷往往于存在拔长方向,所以在全长方向以及与其垂直方向(即径向)进行探伤是合理的,ICAS、ABS、DNV&LR均有如此要求[15]。但由于轴在内部属于低应力区域,因此做适当的区分是必要的。通常在轴的芯部降低要求是合理,所以一般将轴 1/3D的内部作为低应力区比较合理[16]。此外在法兰盘颈部、法兰螺栓孔和安装螺旋桨的位置,易产生应力集中,要求也应更高。
根据船级社内在质量的要求,通过当量缺陷直径对比有关超声波检测的要求分级,得出的对应关系如表6所示[17]。
5 应用
通常轴系锻件应进行 100%超声波探伤,并出具报告。某典型艉轴超声波探伤报告示例如表7所示[18]。
6 结论
超声波检测对于判断锻件质量的重要性是显而易见的,因此,测试的方法和判断的标准至关重要。正如所有检测标准中规定的那样,检测合同双方对技术要求的约定应明确。因此,建议如下:
1)技术要求应明确采用测试标准,并明确必要的基本要求,包括探伤时机、部位、方法等。
2)建议对于评定标准按ICAS REC68的要求,同中国造船质量标准GB/T 34000—2016保持一致。
3)宜修订CB/T 3907:1999,探测方法优先采用DGS法。
猜你喜欢
金属热处理(2022年7期)2022-11-16
防爆电机(2022年4期)2022-08-17
舰船科学技术(2022年11期)2022-07-15
装备维修技术(2022年7期)2022-07-01
防爆电机(2022年3期)2022-06-17
模具制造(2022年3期)2022-04-20
锻压装备与制造技术(2021年4期)2021-09-07
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
船舶标准化工程师(2020年1期)2020-06-12
船舶标准化工程师(2019年4期)2019-07-24