
连续消耗型物料的配送过程优化
2020-03-26 15:13欧鉴海何逍遥王炜婷倪丹琳
机电工程技术 2020年2期
欧鉴海,何逍遥,王炜婷,倪丹琳
(北京理工大学珠海学院工业自动化学院,广东珠海 519088)
0 引言
连续消耗型物料由于受到空间布局以及时效性等因素的约束,导致物料配送员的劳动强度非常大,超负荷地劳动会导致疲劳,而重度疲劳会损害工人的身心健康[1]。针对这种现状,选取了某公司的树脂配送过程进行调研,发现确实存在配送物料过程路线繁琐且不固定、配送流程繁杂的问题,配送员劳动负荷度过大。为此,借鉴交通绿波带原理[2],对该公司树脂配送方案重新设计,结合运筹学的线性规划[3],计算统一的耗脂时间,以降低树脂配送员的劳动负荷强度为目的。
1 研究背景
对该公司的产品生产过程而言,封装是非常关键的一道工序。封装是指利用树脂在半导体集成电路芯片上浇灌1个封装外壳,具有安放、固定、密封、保护芯片和增强导热性能的作用。由于该公司的产品生产方式为24 h不停机生产,因此以轮班制调配树脂配送员上班,8 h为1个班次。经调查,树脂配送员1个班次工作时间为430 min,工作负荷度达到90%。
树脂配送员上班后,当收到机台员工的呼叫,前往机台添加树脂。根据公司要求,树脂配送员每一次添加树脂后,需更新缸数记录表,记录树脂添加次数,更新后再回到树脂车,前往下一机台。树脂配送员配送具体流程如表1所示。

表1 配送员配送树脂流程图
该公司的某个封装树脂车间内有12个封装机台,1个树脂调配室,每个机台消耗树脂的速率有所不同,机台旁均有标准体积为1 000 mL的树脂容量瓶,12个机台共由1名树脂配送员负责配送树脂。图1所示为某一时间段树脂配送员的配送路径。由于每次添加完树脂后,配送员还需要更新树脂缸数记录,因此每次添加树脂需在机台和树脂车之间往返2次。由于机台消耗树脂速率不同,且树脂容量瓶体积过小,导致每个机台需要添加树脂的次数不同、时间不定;配送员配送路径不固定,导致配送员劳动强度过大。但仍然出现同时有多个机台需要添加树脂的情况,当树脂配送员配送不及时,则机台员工需离开机台前往树脂车自行添加树脂。

图1 某一时间段配送员配送路径
2 问题及原因
根据上述背景,目前该公司树脂配送员劳动强度过大。根据实地考察发现,配送员劳动强度大的原因是树脂消耗速率快以及配送路线不固定,行走距离长。树脂容量瓶体积小是树脂消耗速率快的原因;配送的随机性、修改缸数流程复杂是配送路线不固定,行走距离长的原因。具体问题分析如图2所示。
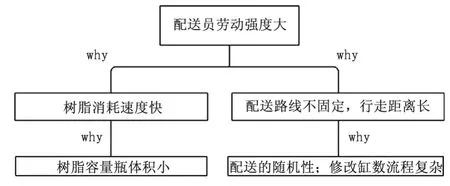
图2 面临问题分析图
由于树脂的有效时长为120 min,因此树脂容量瓶体积不宜过大,但体积过小又会造成树脂消耗速度快。因此树脂容量瓶体积大小应合理化,在保证树脂不会过期的前提下,尽可能减少添加次数,降低配送员劳动强度。
通过5W1H分析法,分析修改缸数流程复杂的原因,得出根本原因为配送员修改缸数动作繁琐、过程复杂,导致整个树脂配送时间长,增加树脂配送员负荷度。5W1H分析表如表2所示。
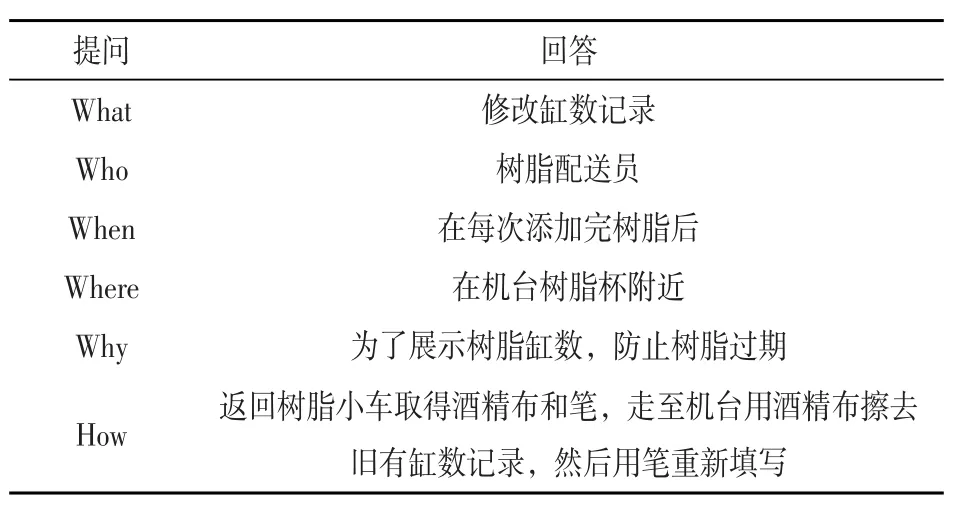
表2 5W1H分析表
每个机台消耗树脂的速率不同,树脂配送员不了解机台消耗树脂具体情况,前往机台添加树脂依赖于机台员工的呼叫,导致配送过程具有随机性,配送员每次从树脂调配室出来后的配送路线不固定。若同时有2位机台员工呼叫配送员,配送员无法同时为2个机台添加树脂,则会出现机台员工离开机台自行拿取树脂的情况。
3 解决方案
3.1 树脂容量瓶的改善
根据不同产品中的最快耗脂速率,统一将1 000 mL的容量瓶更换为容量为2 000 mL的多刻度树脂容量瓶,并添加固定的警戒下限标识以及可调节的上限标识架,如图3所示。可根据不同产品的耗脂速率,调节上限标识架到容量瓶制定刻度线上,配送员添加树脂只需添加至上限标识处即可。这实现了不同产品的耗脂时间相同,配送员配送树脂时间及路径固定。
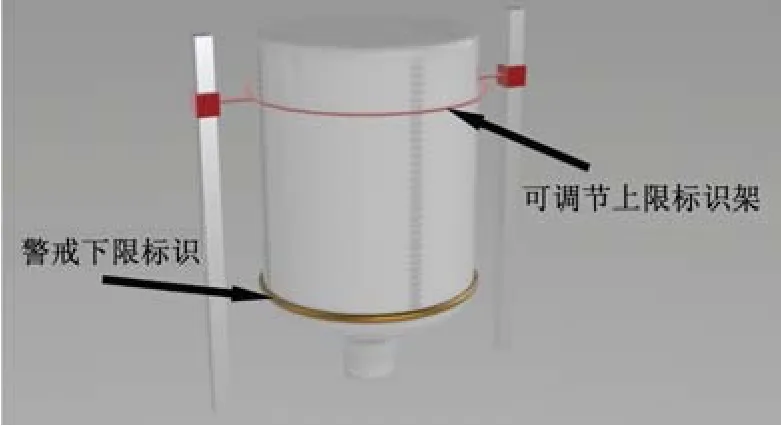
图3 容量瓶模型图
防止配送员在配送过程中因受其他因素影响,如疲劳程度、运输车故障等状况,导致机台断脂。本次研究对于容量瓶的下限采取了2个安全措施,设置理论下限Vdown(无标识)及警戒下限Valert(有标识)。
安全措施一。Vdown与Valert之间留有至少3min的安全余量。倘若配送员因配送过程中发生突发状况,也可保证在无需补救的情况下,机台不发生断脂情况。
安全措施二。树脂在到达警戒下限后,距离断脂留有至少4min的可控调整时间。倘若树脂体积耗至L警戒下限,无配送员前来添加树脂,机台工作人员即可拨打紧急电话至车间人员调配室,调动人手帮助配送员配送树脂。
最快的树脂消耗速Vmax=16.31 mL/min,则:
L警戒下限≥Vmax× 4=16.31× 4=65.24(mL);
L理论下限≥Vmax× 7=16.31× 7=114.17(mL)。
在充分保证使用过程中树脂有效且留有发生突发状况的安全余量下,取Vdown=120 mL,Valert=70 mL;即Vdown与Valert之间留有3.12 min的安全余量,Valert与机台断脂之间留有4.29 min。
3.2 修改缸数记录
由上述的分析可以看出,原始修改缸数的步骤过于复杂。
本次研究通过运用5W1H分析法和“ECRS”四大原则的分析,以及动作经济原则中的减少动作数,避免不必要动作[4]。在原有基础上取消了擦拭旧字迹操作,在改善后的基础上再进行简化,取消了写字操作,最后确定为利用电子记录器记录缸数。
改善后,树脂配送员只需要1个按动按钮的动作,即可完成原来的返回树脂车拿酒精布和笔,再过去修改缸数记录的工作。改善过程如图4所示。
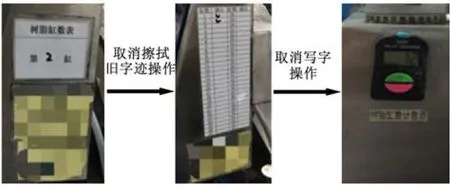
图4 修改缸数步骤改善过程图
通过逐渐简化修改缸数的过程,在满足功能下取消无用的动作,使得修改缸数的动作及步骤减少。且经过连续测时法测时,循环修改缸数动作用时由0.38 min降低到0.09 min。
3.3 统一耗脂时间
本次研究通过调整不同机台的容量瓶上限Vup,使得耗脂速率不同的产品耗脂时间相等,统一的耗脂时间为C0,配送员便可以在固定的最优配送路线上按照固定的时间进行树脂配送,即按照机台排列顺序,依据行走路程最近原则,依次进行添加树脂。配送员循环1圈的固定最优路线如图5所示。
统一耗脂时间C0需满足4个约束条件:其一是满足每个机台所添加的树脂在使用过程中不会失效,容量瓶上限比上对应的耗脂速率不会超过120min;其二是留有7 min安全余量,即使在配送员发生突发状况无法及时送达树脂的情况下,车间也有调整的空间,保证机台不断树脂;其三是保证各机台耗脂时间相同,即每个容量瓶上限与下限的差值比上对应的耗脂速率为一个定值C0;其四是耗脂时间必须大于配送员循环固定最优路径1圈的时间。
根据以上条件可得式(1)。
式中:C0为统一耗脂时间;Vup为容量瓶上限;Vdown为理论耗脂下限;Sj为机台耗脂速率,j=A,B,C,…,K,L;li为添加完树脂后前往下一个机台的路程,l1为从树脂调配室前往A机台的路程,l13为从l机台回去树脂调配室的路程;i=1,2,3,…,13;S走为配送员配送过程中的行走速度;t0为配送员在机台添加树脂的时间以及修改缸数记录的时间之和。
图5 配送员循环固定最优路径一圈
已知若要降低配送员的劳动负荷度,则满足条件下,耗脂时间需越长越好。由式(1)得
C0max=120-7=113(min)
改善后的配送员循环固定最优路径1圈的时间CT如式(2)所示。

式中:为配送员循环固定最优路径一圈的路程,如图5所示,取值为207 m;S走为配送员配送过程中的行走速度,取值60m min;t0为配送员在机台添加树脂时间7min及修改缸数记录的时间0.09 min之和,取值为7.09min。
解得CT为88.58min。
机台的统一耗脂C0max与配送员循环固定最优路径1圈的时间CT的差值,便是配送员可调整的最大休息时间,即113-88.58=24.42(min);即1个班次循环4圈的休息时间为4× 24.42=97.68(min)。
配送员负荷度为(480-50-97.68)÷ 480=69.23%。
以该公司目前12个机台的树脂使用情况为例,根据测得的树脂消耗速率Si及耗脂时间C0,即可推算配送员每次每个机台添加的树脂上限,如表3所示。
表3 改善后数据表
4 实施效果
从表4可以明显看出,改善后的效果是尤其显著。

表4 改善前后对比表
(1)通过改善,配送员循环固定最优路径1圈的路程减少了259 m,修改缸数的用时减少了3.48min,实现了动作经济原则以及12台机器的不断配送树脂,这大大减轻了员工的工作紧张程度及压力。
(2)负荷度降低至69.23%。减轻了配送员的工作劳累程度。据相关研究表示,负荷与疲劳一直是人机工程学研究中非常重要的领域之一,超负荷的劳动可导致疲劳,重度疲劳可损害工人的身心健康,以及会降低员工对公司的亲和感。有效减低员工工作负荷,有利于公司的凝聚力及亲和力的培养。减少的时间及劳动力可在人员安排上提供更多的决策空间。
5 总结
针对某公司树脂配送员工作负荷过大的问题进行分析研究。通过动作经济原则、5W1H分析法等分析方法,提出使用电子缸数记录器的方案,减少动作浪费,减少配送员行走距离;提出为配送员制定固定的最优配送路线,为树脂容量瓶添加警戒下限标识以及可调节的上限标识架,使不同机台的树脂消耗时间相等,固定配送员配送路线。大大减少配送员配送过程的随机性,降低配送员劳动负荷度,使该公司的产品生产过程得到优化。
该方法还可为其他物料配送及路径优化提供参考的思路,解决其他消耗型物料的配送问题。
猜你喜欢
中国应急管理科学(2021年4期)2021-04-13
阅读(快乐英语高年级)(2021年11期)2021-03-08
中学生数理化·高一版(2020年9期)2020-01-02
中学化学(2019年4期)2019-08-06
商品与质量(2019年45期)2019-06-16
中国盐业(2018年18期)2019-01-14
考试周刊(2018年68期)2018-09-17
橡胶工业(2016年5期)2016-02-24
汽车零部件(2015年1期)2015-12-05
中国氯碱(2014年12期)2014-02-28
